Killrob
-
Numero contenuti
14.123 -
Iscritto
-
Ultima visita
-
Giorni Vinti
429
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Killrob
-

Arrestare ventola estrusore ender5
Killrob ha risposto a soldato nella discussione La mia prima stampante 3D
non è previsto farci nulla, puoi sempre metterci un termistore che apre il contatto se rileva la temperatura sotto una certa soglia... -
Delucidazioni.. o meglio Help?!
Killrob ha risposto a GeminiK nella discussione Problemi generici o di qualità di stampa
Se avessi i sorgenti dello slicer lo verificherei subito 😉 -
Problema Asse Y Prusa i3 Pro W
Killrob ha risposto a ceck08 nella discussione Problemi generici o di qualità di stampa
se così fosse non te lo farebbe solo per i primi layers ma te lo farebbe sempre, quindi escludo un problema al motore. -
Delucidazioni.. o meglio Help?!
Killrob ha risposto a GeminiK nella discussione Problemi generici o di qualità di stampa
Ma nello slicer non ce lo troverai mai, ed è giusto che sia così, io sto parlando a livello di programmazione, il gcode viene generato dallo slicer di turno partendo dall'stl che è stato caricato e dai paramentri che sono stati impostati, visto che il livellamento a 0.1 è una costante e non una variabile (quindi non ha nessuna necessità di essere impostata), io programmatore di slicer, che caspita ce lo metto a fare fra i parametri? Fatemi avere i sorgenti di Cura o di S3D o di Prusaslicer o di qualsiasi slicer ed io sono sicurissimo di trovare la parte che TIENE conto del livellamento. -
Problema Asse Y Prusa i3 Pro W
Killrob ha risposto a ceck08 nella discussione Problemi generici o di qualità di stampa
in questo caso non so che dirti, non ho idea del perché per i primi 6 layers sia in una posizione per poi cambiarla dopo, l'unica spiegazione che mi ero dato è di tipo meccanico, ma se tu dici che meccanicamente è in ordine... anche nell'anteprima dello slicer è tutto a posto? -
non c'è da rompere nessun morsetto... basta sapere come fare.... Lo vedi il connettore? vedi quelle piccole linguette? ti basta sollevare quelle delicatamente, sfilare il cavo, rimettercelo dentro e sei a posto... come vedi non c'è da rompere nulla.

-
se gira al contrario ti basta girare a specchio i cavi lato motore 1-4 2-3 3-2 4-1
-
Problema Asse Y Prusa i3 Pro W
Killrob ha risposto a ceck08 nella discussione Problemi generici o di qualità di stampa
controlla che Z si possa alzare liberamente -
Delucidazioni.. o meglio Help?!
Killrob ha risposto a GeminiK nella discussione Problemi generici o di qualità di stampa
perché se vuoi anche solo iniziare a stampare il livellamento DEVE essere a 0.1, questa NON è una variabile ma una costante e gli sviluppatori degli slicers questa cosa la sanno e nei loro programmi è tenuta in considerazione. questa non l'ho capita... tutte le mie stampanti fanno l'homing prima di cominciare a stampare, io non ho nessun bisogno di impostare un offset di Z, e non capisco perché lo debba fare tu. come detto prima, nel gcode iniziale di solito c'è sempre un G28 che è l'home degli assi, se stampa in aria vuol dire che c'è qualcosa di seriamente sbagliato nelle impostazioni della stampante. Ma qui si parla di un'altra cosa, si cerca di capire se il famoso 0.1 del livellamento iniziale è considerato dagli slicers oppure no, io ho dimostrato con una stampa che gli slicers ne tengono conto e quando stampi un pezzo di un layer solo da 0.3 e poi lo vai a misurare lo avrai di 0.3 e NON di 0.3+0.1 del livellamento. -
anycubic chiron vs creality endered 5
Killrob ha risposto a dset nella discussione La mia prima stampante 3D
concordo -
Delucidazioni.. o meglio Help?!
Killrob ha risposto a GeminiK nella discussione Problemi generici o di qualità di stampa
e perché non dovrebbe essere attendibile? Partiamo dal presupposto che i programmatori degli slicers sappiano quello che fanno, quando livelli il piatto, non importa l'ampiezza del nozzle, lo fai sempre a 0.1/0.15, questa quota viene tenuta in considerazione dallo slicer, e non mi aspetterei certo il contrario. Non avrebbe nessun senso altrimenti, se imposti un altezza di primo layer a 0.3, quella DEVE essere a 0.3 e non a 0.3+0.1 del livellamento del piatto altrimenti l'adesione al piatto te la scordi. Infatti quando ho stampato il quadrato di un solo layer da 0.3, l'altezza in tutti i punti in cui l'ho misurata col calibro era di 0.3 e non mi sarei aspettato nulla di diverso, io lo davo comunque per scontato. ribadisco che l'elettronica delle macchine non c'entra nulla, tutte le nostre stampanti le livelliamo a 0.1, con foglio di carta o spessimetro, e se lo slicer, qualsiasi slicer, non tenesse in considerazione questo "offset manuale" farebbe una cazzata galattica, ne è la prova che se stampi un unico layer impostando una determinata altezza, quando la andrai a misurare, l'altezza sarà quella. -
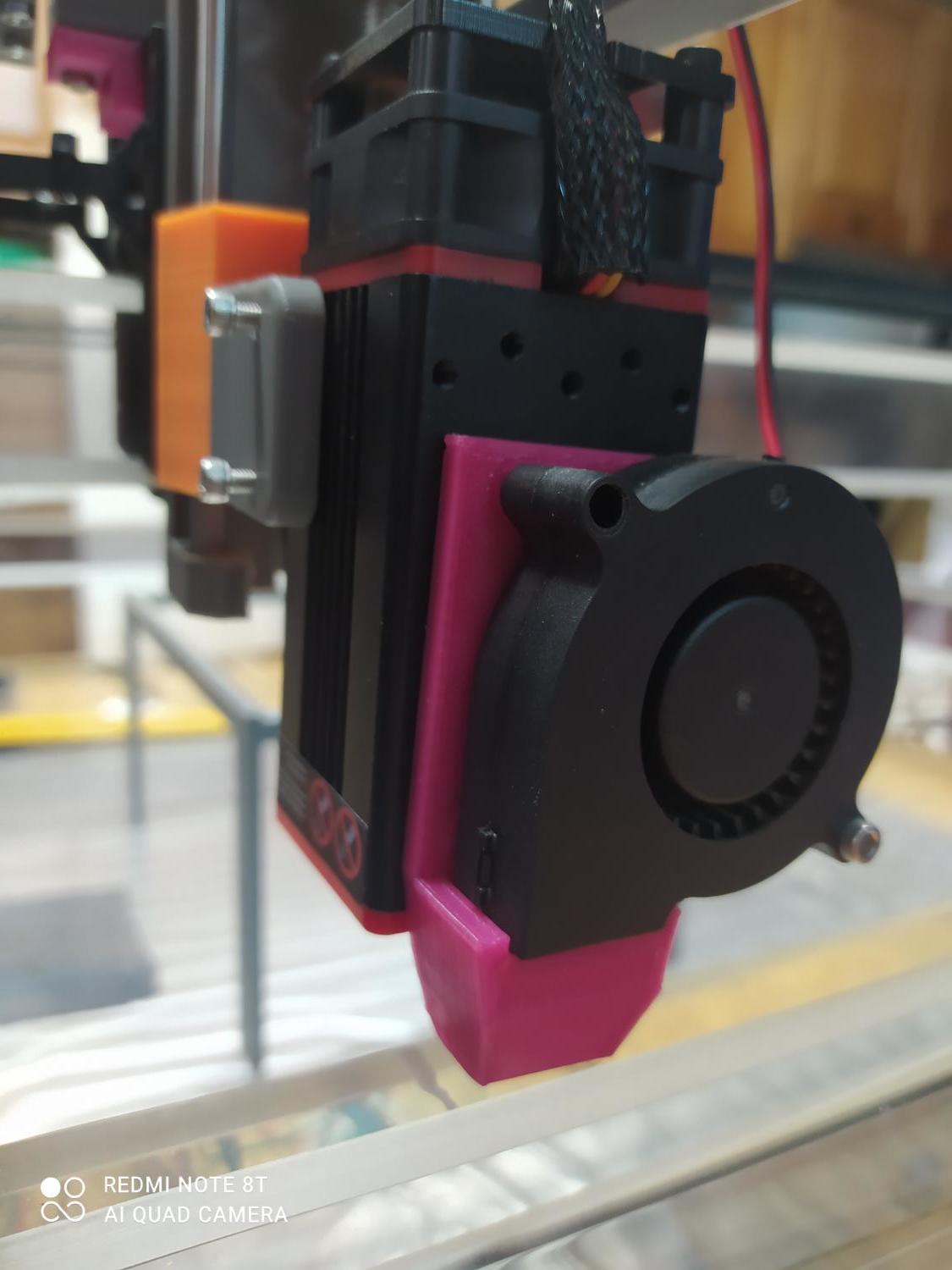
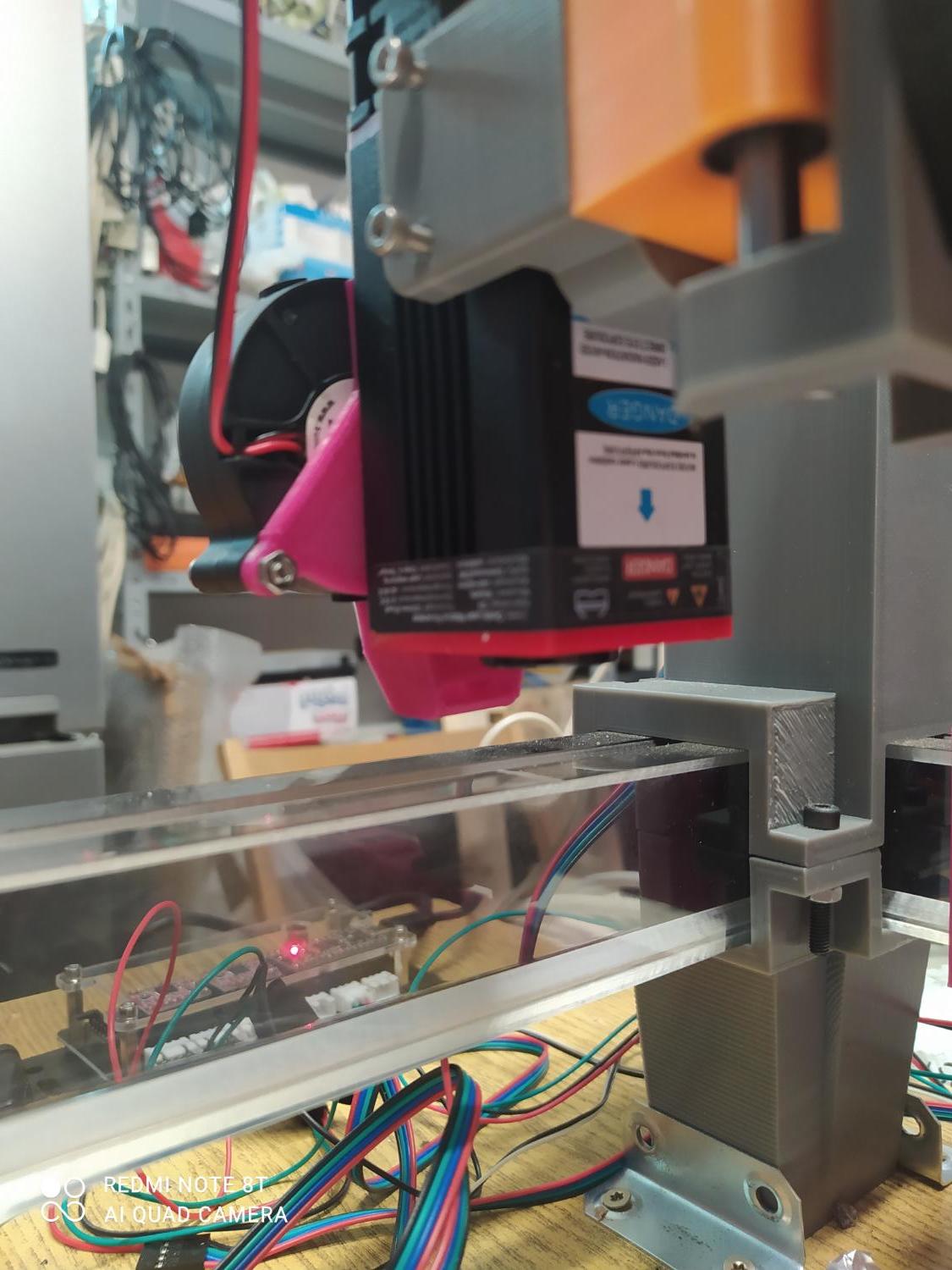
Come promesso ecco le foto del mio airassist
-
Delucidazioni.. o meglio Help?!
Killrob ha risposto a GeminiK nella discussione Problemi generici o di qualità di stampa
È stato semplice ho stampato un quadrato di 10x10mm alto 0.3 e l'ho misurato col calibro e l'altezza è di 0.3. Il pannello lcd mi dava 0.3 di altezza in Z Cura ti indica 0.375 perché probabilmente ti segna ache l'altezza dello spostamento prima di cominciare ad estrudere. infatti ho appena visto il gcode generato da cura e a linea 41 hai G1 F600 Z0.375 G0 F3000 X115.581 Y81.107 Z0.375 M204 S1800 M205 X8 Y8 ;TYPE:SKIRT che poi si abbassa a G1 F600 Z0.3 G1 F2400 E0 G1 X116.202 Y81.152 E0.04349 poco prima di cominciare ad estrudere invece nel gcode di S3D hai addirittura G1 Z0.400 F1002 ; process Process1 ; layer 1, Z = 0.200 T0 ; tool H0.200 W0.480 ; skirt G1 X70.345 Y82.576 F5400 che si abbassa a G1 Z0.200 F1002 G1 E0.0000 F540 anche lui prima di cominciare ad estrudere -
hai ragione anche tu, l'ho messo dopo e non ho postato la foto, domani lo faccio 😉
-
si ma intendevo che mi sono progettato anche l'airassist, oltre a tutta la engraver 😉
-
[Risolto] Creality CR-20 Pro: asse X si abbassa da solo quando nn in uso
Killrob ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
si, e disabilita tutto tranne Z, quindi non deve scendere di un micron, se lo fa è un problema meccanico ed è male -
Delucidazioni.. o meglio Help?!
Killrob ha risposto a GeminiK nella discussione Problemi generici o di qualità di stampa
no sbagliato, chi programma gli slicer tiene conto del livello che si fa del piatto, se fai una stampa con primo layer da 0.3, ti viene esattamente da 0.3 ed ho appena provato. -
che cosa è successo non lo so, quelo che mi chiedo.... hai trovato un firmware che ti funziona come vuoi tu... per quale cavolo di motivo sei andato a cambiare? Masochismo? Io sono mesi che sto con il 2.0.6 visto che nell'ultimo non ci sono delle novità senza le quali non potrei stare... Poi siete chiaramente padroni di fare quello che volete cone le vostre stampanti...
-
CR10S + Slic3r - Peggioramento qualità di stampa
Killrob ha risposto a Jocman nella discussione Problemi generici o di qualità di stampa
sarebbe una cosa ben strana una elettronica che va in pappa in questo modo, di solito o funziona o non funziona. Però hai anche provato di tutto ad eccezione di una macumba... io al momento non ho idee da darti... -
[Risolto] Creality CR-20 Pro: asse X si abbassa da solo quando nn in uso
Killrob ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
mi sembra veramente strano.... a parte il fatto che tutte le mie stampanti a termine stampa mi presentano il piatto, ma Z resta ben piantato dove l'ultimo comando gli ha detto di andare, se ti scrnde di qualche millimetro hai ancora della meccanica da sistemare. Finita la stampa, a meno che l'end gcode non disabiliti tutti i motori, non dovresti essere in grado di girarli a mano. -
Elegoo Mars 2 pro non stampa più
Killrob ha risposto a DocSal nella discussione Problemi generici o di qualità di stampa
di solito è un problema di temp di cura -
io me la sono progettata da solo 🙂
-
Delucidazioni.. o meglio Help?!
Killrob ha risposto a GeminiK nella discussione Problemi generici o di qualità di stampa
e potrebbe anche essere, @GeminiK che drivers usi? -
non lo dire a me che ho comperato solo la prima e le altre 3 me le sono fatte da solo 😉 L'ultima, la coreXY, l'ho anche progettata da solo, certo che ho fatto la scoperta dell'acqua calda ma, come dici tu, vuoi mettere la soddisfazione? p.s.: se vuoi farti una 300X300X400 prendi in considerazione anche tu una CoreXY perché 300X300 di piatto che scarrellano avanti ed indietro su Y per me vuol dire andarsi a cercare i problemi 😉 😄 😄 😄
-
Problema configurazione SKR1.3 TMC2208 e marlin 2.0 su Anet E12
Killrob ha risposto a Lillo83 nella discussione Hardware e componenti
ok allora ho capito, sembra materiale di riporto, a che percentuale di flusso lo stampi l'infill?