Hinokami
-
Numero contenuti
663 -
Iscritto
-
Ultima visita
-
Giorni Vinti
9
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Hinokami
-

Geeetech A10 Motore Estrusore anomalo [RISOLTO !!!]
Hinokami ha risposto a dinopoli nella discussione Problemi generici o di qualità di stampa
il comando per far avanzare l'estrusore è lo stesso sia che lo dai da firmware sia che se lo dai da gcode (sempre sia corretto il file si stampa). Non l'hai ancora collegata a repetier? Se non ricordo male, io ho un firmware vecchio sulla mia, se sospendi stampa, sposti l'estrusore con i comandi in Prepare (lo alzi giusto per capirci) e poi riprendi, dovrebbe riprendere da dove lo hai alzato, vedi se ti fa gli stessi rumori. Per preciso, i rumori che senti quando estrudi a mano da display mi sembrano normali. Per provare lascia stare il cubo, comincia con questo Super Bombul.stl -
Geeetech A10 Motore Estrusore anomalo [RISOLTO !!!]
Hinokami ha risposto a dinopoli nella discussione Problemi generici o di qualità di stampa
hmmm quando estrudi da firmaware il filo esce quindi non è un problema di motore. quando il l'asse Z è a home, quindi l'estrusore è in teoria a livello del piano, ci passa un foglio di carta A4 tra il nozzle e il pinao di stampa? Il nozzle poi è bello sporco 😁indica problemi di messa appunto. Ti consiglio, senza far torto a nessuno, di cercarti su youtube i video di help3D ti toglieranno molti dubbi. E anche tanto nervoso, come a vedere sia facile ma in pratica no 😏 -
Tutto, e non è una presa in giro. Non so come ti sia affacciato al mondo della stampa 3d, ma queste stampanti sono si economiche e permettono un facile accesso al 3D ma compensano decisamente con una notevole attenzione per ottenere buoni risultati di stampa. Io ti consiglio di collegare la stampante al PC, per effettuare le prime regolazioni è consigliatissimo. Se possibile fai un video.
-
Geeetech A10 Motore Estrusore anomalo [RISOLTO !!!]
Hinokami ha risposto a dinopoli nella discussione Problemi generici o di qualità di stampa
programma va bene repetier, è semplice e in italiano. Quello che devi fare praticamente l'ha scritto alep. Ma io procederei per gradi Hai collegato la stampante al PC? Se cerchi di impostare i valori solo con tentativi e stampe da SD ci metti una vita, lo dico per esperienza diretta. Una volta avviato il programma sulla destra c'è una colonna con varie tab tra cui controllo manuale. Tramite il pannello comandi puoi muovere i vari assi della stampante, inoltre c'è una textbox con titolo Gcode. li puoi scrivere i comandi elencati da alep e vedere cosa dice. La stampante una volta collegata a repetier va CONFIGURATA (sono 4 dati) in modo che il file GCODE sia adatto alla tua stampante. TI anticipo che su marlin l'estrusore per attivarsi deve raggiungere i 170 gradi, puoi anche fare a meno di inserire il filamento per provare, segna con un pennarello il cilindro dell asse del motore sull'estrusore, vedi meglio e come si muove link alla guida https://www.stampa3d-forum.it/repetier-host-guida-parte-1/ -- guardando il video con l'audio ho sentito i ticchettii del motore, credo con alta probabilità che il filo faccia fatica ad avanzare, o per il primo layer basso o per qualche impostazione e sopratutto hai tensore (io lo chiamo così) originale, dovrai cambiarlo. -
Geeetech A10 Motore Estrusore anomalo [RISOLTO !!!]
Hinokami ha risposto a dinopoli nella discussione Problemi generici o di qualità di stampa
Scusa, ma prima di smontare, aggiornare e vattelappesca, non hai verificato i valori di step dei motori del firmware? E un operazione che riesci a fare/modificare sia da display che da software via pc con i comandi GCODE. Può tranquillamente essere anche il file a darti problemi, il GCODE "disegna" il pezzo, lo può utilizzare una stampante 3d come una cnc, sono i comandi M,T eccetera eccetera che dicono alla macchina cosa fare per disegnarlo, e ognuna ha il suo, se mancano o rimpiazza coni valori a firmware o bho non saprei dirti cosa faccia (spero di non dire cazzate, sono neofita pure io). Di sicuro quando diciamo "file GCODE" si intende il codice completo per stampare ma non è un file universale dentro ci sono comandi specifici per tipologia e modello di macchina. Quindi ci può stare che alcuni file non vengano stampati. -
Stampante compatibile con ABS, ma non con PETG. E' possibile?
Hinokami ha pubblicato una discussione in Materiali di stampa
Ho comprato una seconda stampante un po più grande della geeetech i3, che poi è sua sorella, un po come tutte le concept prusa cinesi. Ho ben guardato che fosse compatibile con la stampa in ABS perché il PLA e facile e tutto quanto ma ha i suoi limiti per gli utilizzi "meccanici" o di durata nel tempo. Guardando a destra sinistra poi apprendo che come materiale alternativo all'ABS, che richiede una lavorazione che per una stampante casalinga è fastidiosa, c'è il PETG ma su alcune recensioni vedo che stampanti dichiarate compatibili con la stampa in ABS non lo sono invece col PETG (specifico, secondo l'autore della recensione). Qui sul forum mi pare che stampare in ABS o PETG sia praticamente la stessa cosa. Mi confermate o meno il mio dubbio? -
Errore firmware Marlin 1.1.x
Hinokami ha risposto a SERMAZ nella discussione Software di slicing, firmware e GCode
Giusto ieri sera, ho scritto l'1.1.X su una ANET A8 (Non so gli "entusiast" di questo modello come facciano ad usare il firmware stock), stessi problemi. Non monto leveling o altre modifiche perciò usavo il config standard del marlin perciò la cosa mi insospettiva parecchio. Da ricerche ho trovato che è l'IDE di arduino e creare problemi di compilazione (l'ultima versione), prova ad eliminare il commento sulla riga che ti da errore e riprova. -
Calibrazione Geeetech i3 pro B
Hinokami ha risposto a pierpari nella discussione La mia prima stampante 3D
Diminuisci altezza primo layer sul tuo slycer di solito 0.2 o 0.3) oppure allenti la vite dell'end-stop Z -
Asse Z: il mio nemico.
Hinokami ha risposto a Lothar nella discussione Problemi generici o di qualità di stampa
foto 1 Stampi sempre cosi o la vite dell'end-stop Z manca per caso? I collari a morsetto dovrebbero essere a contatto con il carrello, ma non è un problema. Se con tutte e 4 le viti si blocca vuol dire che c'è un attrito che genera tanto "sforzo" da bloccare il motore. Non so se hai mai cercato di opporti al movimento di un motorino elettrico ma di forza ce ne vuole. Infatti quasi tutti gli anti-wobble disaccoppiano le barre filettate da quelle lisce quel tanto che basta per escludere gli ondeggiamenti delle barre non diritte. Riesci a montare solo la flangia senza molla e fare una prova? -
geeetech i3 - problema HOME con ABL
Hinokami ha risposto a Basotuz nella discussione Problemi generici o di qualità di stampa
foto e video? -
Ok l'ho acquistata e ora..
Hinokami ha risposto a giannipe nella discussione La mia prima stampante 3D
Bho, io ho un clone cinese, tolto dalla scatola faceva schifo, col tempo e un po di esperienza in più i risultati si vedono. -
Asse Z: il mio nemico.
Hinokami ha risposto a Lothar nella discussione Problemi generici o di qualità di stampa
Ciao, io la stampante l'ho comprata usata ed era perciò già montata, ma non andava oltre i 100mm sull'asse Z, si bloccava il motore. Smontata e rimontata con un po più di attenzione ora non mi da più problemi. Ho scoperto cosi che le barre non sono proprio diritte ma il giunto elastico è più che sufficiente a risolvere il problema. Se fossi in te controllerei meglio le nuove barre. Inoltre ho spostato i collari con morsetto dall'esterno all'interno, in modo che quando tendo la cinghia X, i due carrelli dell'asse Z non si avvicinino. -
Io per goliardia cerco "dick" ma non trovo nulla lo stesso 😁
-
Ok l'ho acquistata e ora..
Hinokami ha risposto a giannipe nella discussione La mia prima stampante 3D
sono tutti compatibili, i dati vengono inviati in Gcode alla stampante e questo praticamente lo fanno tutti i software. I più usati sono Slic3r, Cura Ultimaker, Kisslicer e sono free. A pagamento c'è simplify3D che è molto considerato ma non ho mai avuto occasione di provare. Di slicer c'è inoltre una versione proprio per le varie prusa detta appunto Slic3r PrusaEdition credo dispongano già di profili pronti per le stampanti. -
Svelato l'arcano, sono i cavetti miei ad essere invertiti 😁
-
sembra sia in metallo, per quel prezzo non è male. i commenti su amazon, sia quelli positivi che quelli negativi rasentano un po il ridicolo. Verificherei le effettive dimensioni del volume di stampa, in rete trovi tutto il necessario, anche sul loro sito. Credo che nessuno qui, presa appena fuori dalla scatola, non abbia avuto problemi con queste stampanti da assemblare.
-
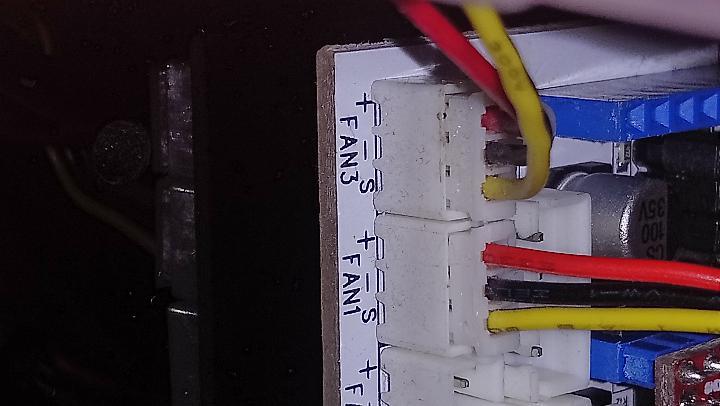
Hmmmmm 😏 O sbagli tu o sbaglia la geeetech (ironicamente si intende). Come intendo io, + 12V, - GND (anche se non è corretto), S segnale. Però come ho detto la ventola parte solo se metto nero giallo. Quando trovo il multimetro verifico. Preciso, questi sono i cavi originali.

-
Mi sto facendo un cavetto per connettere i normali molex tre pin della stragrande maggioranza delle ventole in commercio con i PH della geeetech 2560. Purtroppo ho dimenticato il multimetro da qualche parte ma mi pare che i 12 volt per la ventola siano sul cavo giallo "invece" che sul rosso. E' uno standard sui PH 2.0 oppure è la GT2560 fatta cosi? Già so che di tre pin utilizzano solo 2, ma che mi ricordi io il giallo dovrebbe portare il segnale della ventola (almeno nel mondo PC).
-
Piccoli difetti in stampa
Hinokami ha risposto a Hinokami nella discussione Problemi generici o di qualità di stampa
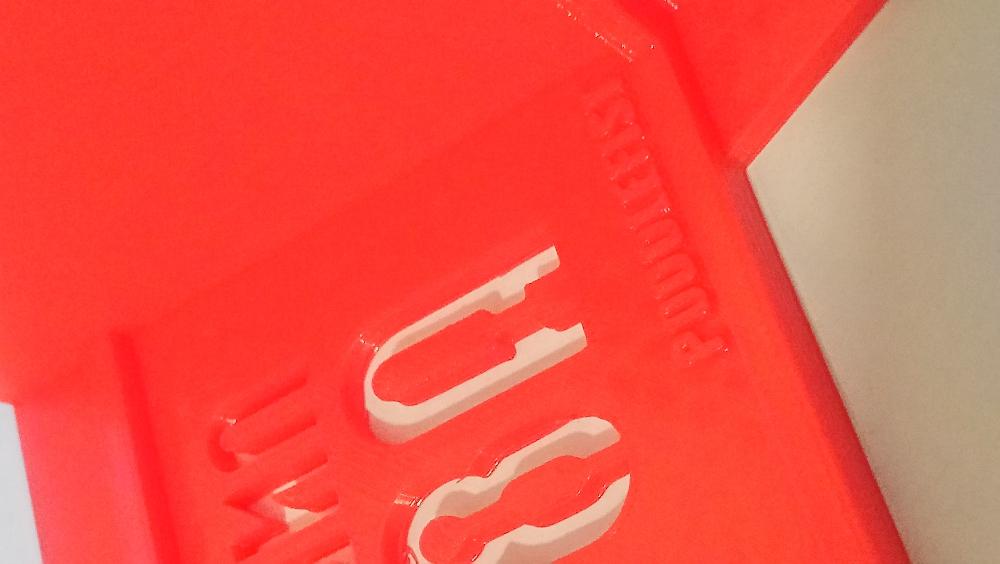
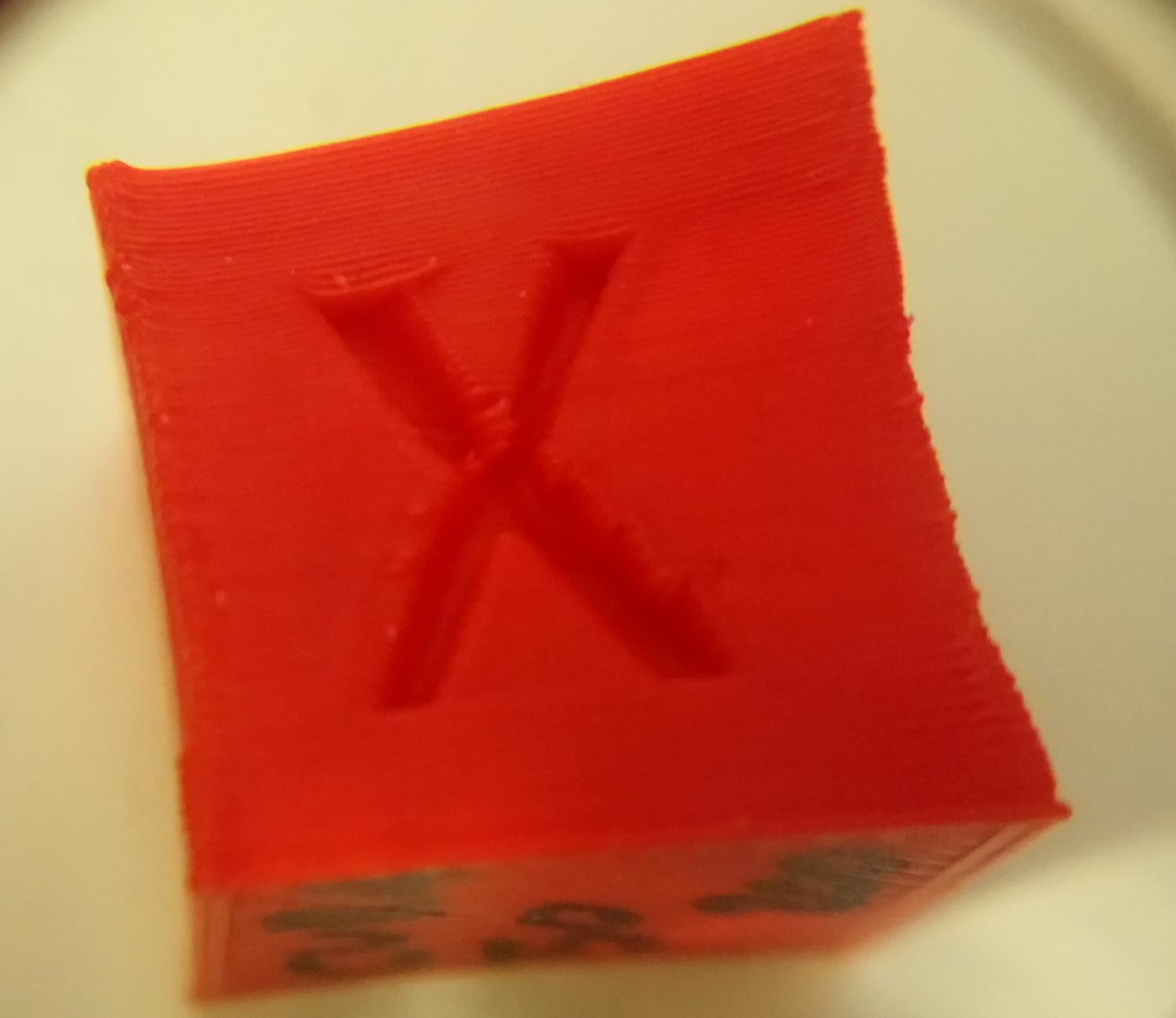
Stesse impostazioni ecco come stampa. Direi che la qualità totale della stampa è molto buona, la firma del macker si legge bene e non è grandissima. Eppure con le stesse impostazioni la X non mi viene, siccome i difetti si verificano sempre alla stessa altezza, non forrei fosse un problema meccanico.
-
Immaginavo servissero per il piatto, ho avuto la stessa idea, volevo sostituire i fermi di acrilico e i cuscinetti con gli SC8. Ho una I3 PRO B in acrilico, ti posso dire che cambiato il reggi cinghia del piatto e lubrificato con la vaselina tecnica non ho più sentito l'esigenza di sostituirli.
-
Chi dice cosa? Hanno esperienza diretta per avvalorare quanto dicono? Dove c'è movimento si consuma tutto prima o poi, e la resa è direttamente collegata alla qualità (cosi come il prezzo). Ora una 3D stile repeap non ha cosi tante sollecitazioni da consumare un cuscinetto in metallo in poco tempo, cosi come il polimero. Ti posso assicurare che ci sono prodotti SC8UU che non ti accorgi nemmeno della loro esistenza in quanto a silenziosità, "scorrevolezza" e durata, ma 1 costa il doppio dei quattro che hai linkato tu. Per una stampa amatoriale van bene tutti. Poi chiedi un consiglio, ma sono due pezzi molto differenti. Dove li installeresti?
-
Piccoli difetti in stampa
Hinokami ha risposto a Hinokami nella discussione Problemi generici o di qualità di stampa
Ma infatti con il PLA verbatim mi trovo benissimo, è già la seconda bobina che prendo. si, il nozzle è a 0.3 verificato. come ho detto, la stampa, in misura e accuratezza viene bene, sono quei dettagli che non riesco a migliorare. Non vorrei arrivare a stampare più lento di 40 mm/s se non estremamente necessario. La retraction influisce sulla stampa dei perimenti? -- potrebbe essere un problema meccanico come le vibrazioni? -- -
Piccoli difetti in stampa
Hinokami ha risposto a Hinokami nella discussione Problemi generici o di qualità di stampa
Qualche opinione? Se usate Slic3r mi dite le vostre velocità per quanto riguarda i perimetri? -
Piccoli difetti in stampa
Hinokami ha risposto a Hinokami nella discussione Problemi generici o di qualità di stampa
PLA verbatim. Non monto ventole per il filamento, ho provato con 190 e 200 di temperatura estrusore. -
Piccoli difetti in stampa
Hinokami ha pubblicato una discussione in Problemi generici o di qualità di stampa
Seguendo i consigli letti e riletti sul forum, ho migliorato la qualità di stampa dopo aver smontato e rimontato il blocco estrusore (l'mk8). Non riesco però ad eliminare alcuni piccoli difetti che sicuramente dipendono dalle impostazioni dello sclicer, perché cambiando software ottengo risultati differenti con lo stesso pezzo. Allego foto quello a sinistra è ottenuto con Slic3r quello a destra con CuraEngine, il difetto come potete vedere è lo "stondamento" della lettera X, non riesco a migliorarlo. Ho impostato velocità, jerk, calibrato step, non riesco a capire dove intervenire. Questi sono ottenuti con velocità a 50 mm/s, se abbasso a 40 la qualità con cura migliora ma non con Slic3r. I bordi esterni risultano flessi per via della lente che ho usato per le foto da smartphone altrimenti non riesco a farvi vedere il dettagli ma sono ben verticali e angolati. La cosa che mi incuriosisce però è un altra, prima per non saper ne leggere ne scrivere col 3D la stampante era impostata a cavolo, (estrusore 0.4 invece di 0.3, extrusion with di default eccetera eccetera) e la X veniva precisa. -- a seconda di come lo visualizza, quello superiore è con Slic3r, quello inferiore con CuraEngine --