Hinokami
-
Numero contenuti
663 -
Iscritto
-
Ultima visita
-
Giorni Vinti
9
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Hinokami
-

problemi di stampa primo layer
Hinokami ha risposto a gargia nella discussione Problemi generici o di qualità di stampa
hmmm, sbaglio io o le altezze dei layer sono in decimi di millimetro e non in millimetri come da foto? -
Software slicing e schede video
Hinokami ha risposto a Hinokami nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Però, leggerini , vorrà dire che lo sostituirò con altro PC che ho a disposizione. Dunque la scheda video serve solo alla qualità della visualizzazione dei vari pezzi. -
Software slicing e schede video
Hinokami ha pubblicato una discussione in Problemi di modellazione 3D, gestione mesh, esportazione in stl
Per configurare la stampante e provare le impostazioni ho dedicato un pc di recupero collegato via usb. Onesto; dual core, 4GB RAM, SATA III, NVIDIA GT9300 GE 512 RAM. Per gestire i cubetti da 20mm e i piccoli pezzi per migliorare la stampa non ho problemi. Ma ora che sto passando a pezzi più complessi il programma mi si blocca, presumo per la poca potenza disponibile. Gia il bench della barchetta non riesco a elaborarlo, slic3r si pianta mentre cura no (all'interno di RepetierHost). Il perché non me lo spiego. io mi trovo meglio con slic3r perciò è un problema. Credo che il problema sia la scheda video veramente al minimo per OpenGL. Cosa consigliate per la sostituzione? Se ne vale la pena. Disponibili ho una ATI HD 4350 512MB e una HD 4850 1 GB. Possono andare? -
GEEETech i3 pro B - Monitor con barre e non estrude.
Hinokami ha risposto a Ascalon nella discussione Problemi generici o di qualità di stampa
il link mi da pagina non trovata -
GEEETech i3 pro B - Monitor con barre e non estrude.
Hinokami ha risposto a Ascalon nella discussione Problemi generici o di qualità di stampa
Ma sopratutto, perché aggiornare il firmware quando la pro B ha già di suo il firmware per leggere la SD? o perlomeno la mia è arrivata così. Prima di scrivere il nuovo firmware, hai fatto un backup di quello vecchio? Se si, hai provato a riscriverlo? -
Prusa i3 pro b geeetech
Hinokami ha risposto a alessio2007 nella discussione Problemi generici o di qualità di stampa
Esposto cosi, non si capisce niente. Hai provato a muovere i motori da firmware? il display segnala temperature di piatto ed estrusore? -
Scheda Geeetech GT2560 bruciata?
Hinokami ha risposto a andyrok nella discussione Hardware e componenti
Bene, intanto un lieto fine 🤗 -
Test stampa e scoraggiamenti
Hinokami ha risposto a R. Daniel nella discussione Problemi generici o di qualità di stampa
0.2? Hai sostituito tu il nozzle? Di solito la geetech mette di fabbrica 0.3 o 0.4 -
Problema con stampante... comportamento anomalo senza apparente motivo
Hinokami ha risposto a marcottt nella discussione Problemi generici o di qualità di stampa
Può anche essere la SD, io stampo solo da SD e a forza di togliere e mettere non la vede più corettamente (sul PC, fortunamtamente la stampante non da problemi). -
Test stampa e scoraggiamenti
Hinokami ha risposto a R. Daniel nella discussione Problemi generici o di qualità di stampa
Ciao, sono nella tua stessa situazione, dopo le varie "peripezie" mi ritrovo con una stampa simile alla tua. Fortunatamente per un breve periodo la mia stampante ha funzionato bene quindi parto dal presupposto che sono io incapace a configurare il nuovo estrusore. Credo che questo problema sia dovuto ad un estrusione troppo abbondante cosi come una velocità di stampa troppo elevata ma ancora non ho trovato la qudratura tra tutte le impostazioni. Mi pare che cura engine su repetier prenda l'impostazione dell'estrusore direttamente dalla stampante. Mentre su slic3r lo puoi impostare da programma. Tu che dimensione hai messo al nozzle? -
Scheda Geeetech GT2560 bruciata?
Hinokami ha risposto a andyrok nella discussione Hardware e componenti
Non per frenare i tuoi entusiasmi, ma se si sono rovinati i fusibili vuol dire che un sovraccarico alla scheda c'è stato, e se ho ben capito il problema nasce da uno dei driver dei motori, dove appunto passa la corrente più alta. Quando ti arriveranno i fusibili, stacca i motori e controlla con la guida di Alep la tensione (o Vref) sulle "schedine rosse" prima di usare la stampante. -
ACCOPPIAMENTO CINGHIA-PULEGGIA PUO' CAUSARE PERDITA PASSI??
Hinokami ha risposto a lorenzo_03 nella discussione Problemi generici o di qualità di stampa
Come hai visto, gli step influiscono sullo spostamento angolare dei motori, perciò sulle misure. Per disallineamenti del pezzo i problemi sono altri. Prova a eseguire questa calibrazione, ho scelto la prima che mi è venuta, su thing ce ne sono decine. Puoi verificare col calibro o un righello se l'altezza è sempre la stessa o lo spostamento cambia? Quel difetto me lo dava quando ho stretto troppo la cinghia Y , oppure quando l'estrusore sbatte addosso al pezzo (magari perché si è deformato durante la stampa), facendo saltare il motore Y. -
ACCOPPIAMENTO CINGHIA-PULEGGIA PUO' CAUSARE PERDITA PASSI??
Hinokami ha risposto a lorenzo_03 nella discussione Problemi generici o di qualità di stampa
Non è detto che i tuoi driver (i componenti che hai visto in foto da ALEP) necessitino di quei jumper, controlla bene, la scheda geeetech usa 2 tipi di driver quelli appunto di alep, A4988 e i DRV8825, hanno jumper diversi, e mi pare che di A4988 ci siano 2 versioni diverse per amperaggio, non vorrei che i jumper settassero qualcosa di particolare. Una letta al manuale per vedere non farebbe male 😉 -
ACCOPPIAMENTO CINGHIA-PULEGGIA PUO' CAUSARE PERDITA PASSI??
Hinokami ha risposto a lorenzo_03 nella discussione Problemi generici o di qualità di stampa
Solitamente si, errori lievi sugli assi X e Y sono problemi "meccanici" tipo cinghie, attriti, regolazioni di step e quant'altro. Se descrivi meglio il problema di stampa, perdita di passi è un po generico, il cubo come viene quando sbaglia? Si sovrappone, si disallinea, buchi? Può essere che hai teso le cinghie troppo fin dall'inizio. TI anticipo già che se ti viene alto il doppio hai un problema sui passi dell asse Z. -
i3 pro b GEEETECH i3 Pro B - problemi estrusione
Hinokami ha risposto a Hinokami nella discussione Problemi generici o di qualità di stampa
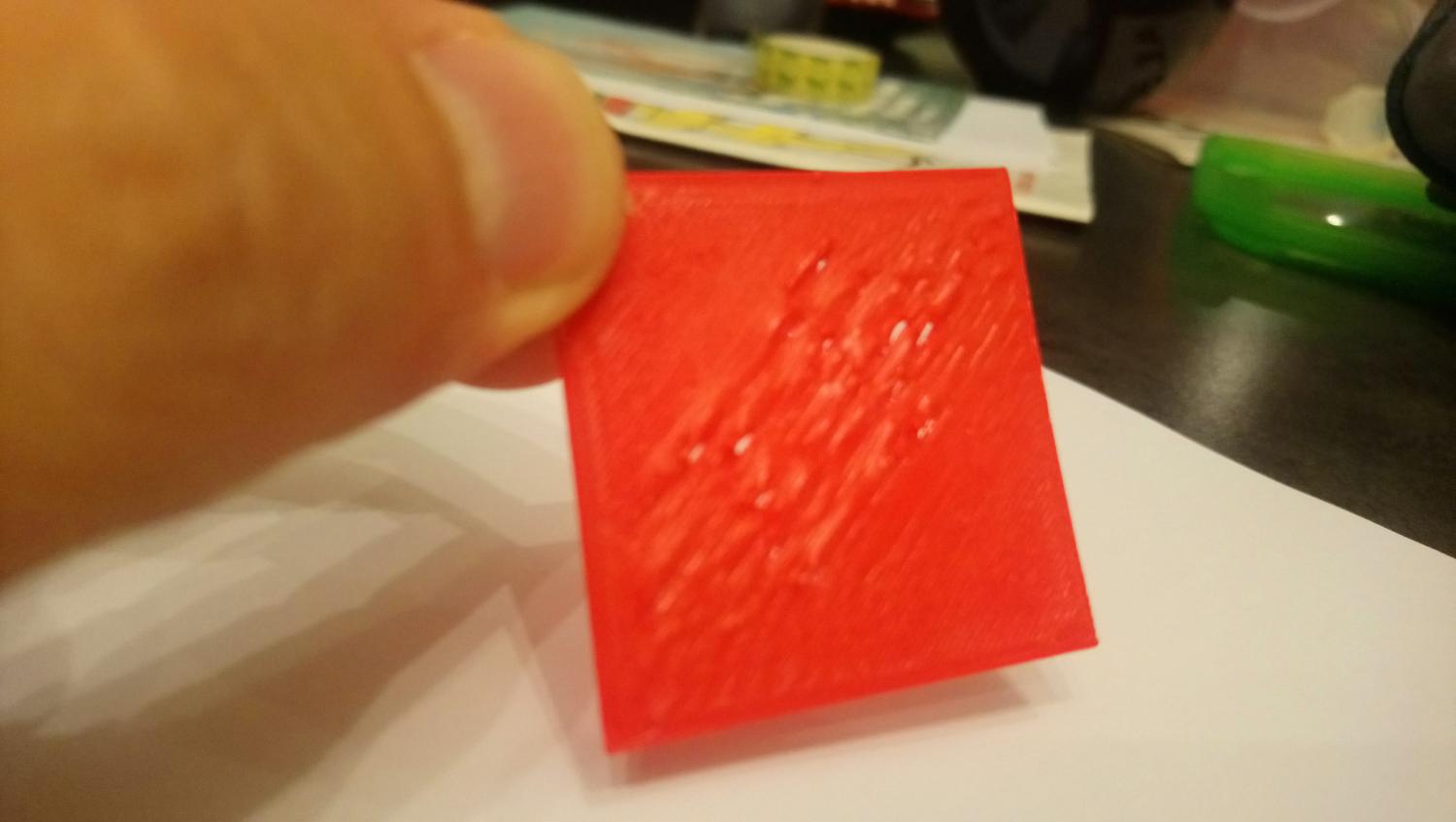
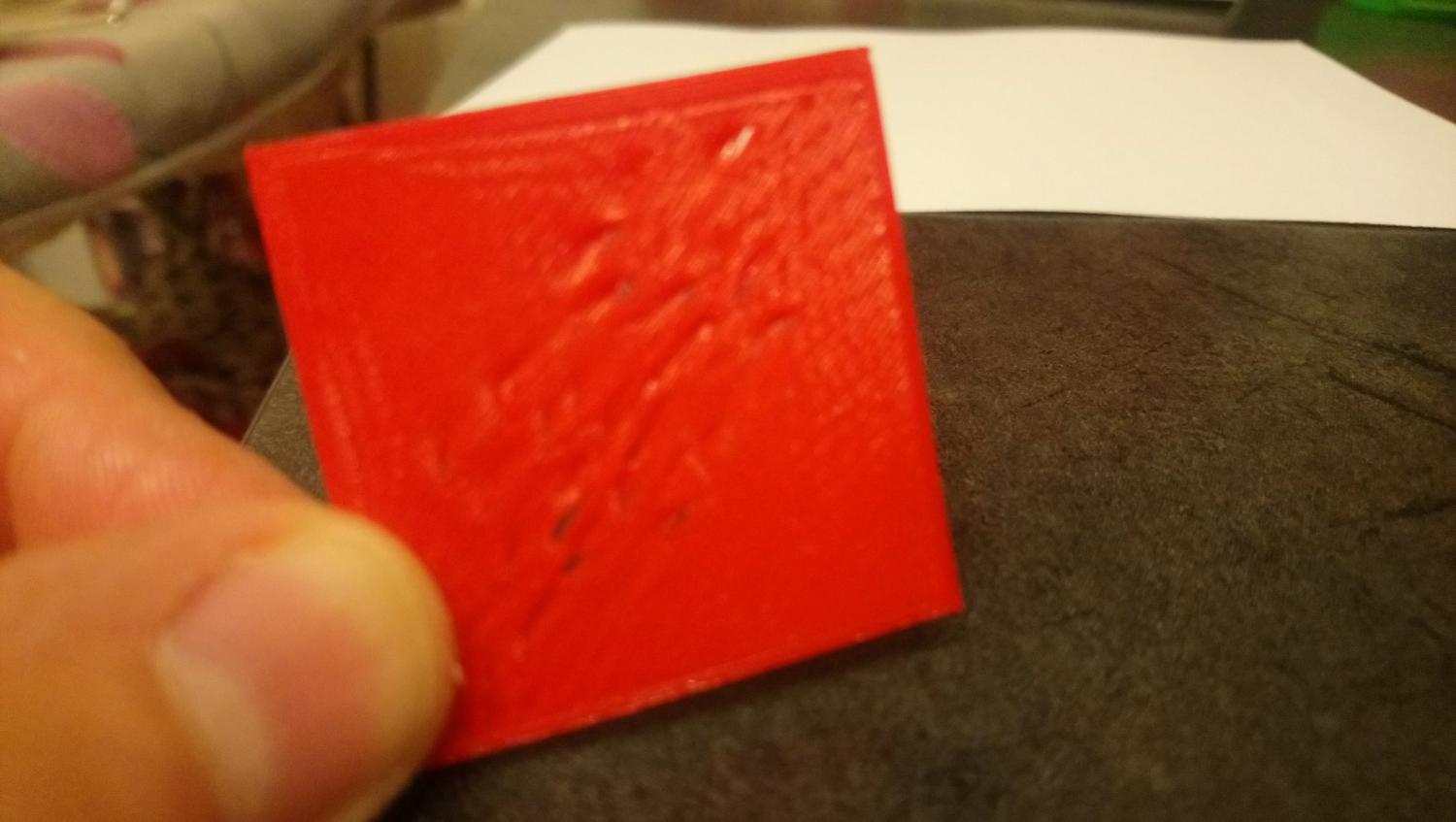
Posto qui giusto per continuare nella discussione. Il filamento umido cosa comporta? Cercando si legge di tutto. Aumenta di diametro? Si irrigidisce? Il mio ho notato che sembra "adesivo", dopo l'infornata lunga, quando srotola, ma anche al tatto, sembra abbia una patina appiccicosa attorno. -- Aggiungo -- Sto reimpostando slic3r per migliorare la qualità di stampa, questo è un quadrato 40x40x1 Non riesco a capire dove sia il problema. Calibrato il piano manualmente, altezza layer 0.2, primo 0.2, nozzle 0.3. Estrusione predefinita 0.3 primo layer 0.3 temp nozzle 200 primo secondo 190 piatto 65 primo 55 altri.
-
ACCOPPIAMENTO CINGHIA-PULEGGIA PUO' CAUSARE PERDITA PASSI??
Hinokami ha risposto a lorenzo_03 nella discussione Problemi generici o di qualità di stampa
A memoria non mi ricordo i valori dei passi, dovrebbero essere 400 (per X e Y) e vanno modificati in base a come si comporta la stampante. Il valore di Y per il piano risolve il problema se durante la stampa il piano scatta per raggiunti limiti di movimento, se l'errore te lo da stampando un cubo di 20mm o 40mm il problema è altrove, tendi bene la cinghia. A stampante spenta avviti il tensore sul fronte stampante, e muovi il piano con la mano, lentamente, per non creare correnti nei motori, che da spenti funzionano come le dinamo delle biciclette; Quando "sforza leggermente" sei apposto, se tendi troppo il motore fa fatica e potrebbe bloccarsi durante il movimento. Hai controllato la tensione di riferimento dei driver sulla scheda? -
ACCOPPIAMENTO CINGHIA-PULEGGIA PUO' CAUSARE PERDITA PASSI??
Hinokami ha risposto a lorenzo_03 nella discussione Problemi generici o di qualità di stampa
Le cinghie mal tese possono si causare la perdita dei passi, ma che la cinghia si sposti ai lati della puleggia è normale, basta che non esca ai lati o si arrotoli su se stessa. Quindi controlla se è ben tesa, senza esagerare, poi controlla i passi sui sul motore Y nel firmware o nel software che usi per collegare la stampante, immagino sia repetier-host. Che misura hai messo per l'asse Y sulle impostazioni del piano? La geeetech dice che X e Y sono 200mm ma per esperienza ti dico che Y è meglio se lo imposti a 190-195. -
i3 pro b GEEETECH i3 Pro B - problemi estrusione
Hinokami ha risposto a Hinokami nella discussione Problemi generici o di qualità di stampa
hai lasciato l'ingranaggio dentato in ottone originale? -
i3 pro b GEEETECH i3 Pro B - problemi estrusione
Hinokami ha risposto a Hinokami nella discussione Problemi generici o di qualità di stampa
Con un po di tempo in più ho fatto varie prove. Alla fine ho messo il filamento in forno per un oretta e il problema dei ticchettii si è notevolmente, ma notevolmente, ridotto. Con tutte le volte che ho smontato e rimontato l'estrusore comunque mi ritrovo con una qualità di stampa orrenda. Ho preso occasione e ho smontato l'asse Z perché aveva problemi ad un motore, dopo una certa altezza, si bloccava e si disallineava. Risolto, ma la barra filettata sinistra è sicuramente "imbarcata" lo si vede a occhio nudo quando gira. Resta comunque il problema dei "tick" anche se sporadici, ma credo siano da imputare quasi sicuramente a problemi di avanzamento del filamento. @Gigi Tu che, se non ho capito male, hai lo stesso gruppo estrusore mio, Hai lasciato l'ingranaggio che trascina il filamento originale o l'hai sostituito? Potresti dirmi i valori di step dell'estrusore che hai sul firmware? -
i3 pro b GEEETECH i3 Pro B - problemi estrusione
Hinokami ha risposto a Hinokami nella discussione Problemi generici o di qualità di stampa
provato a ripubblicare -
i3 pro b GEEETECH i3 Pro B - problemi estrusione
Hinokami ha risposto a Hinokami nella discussione Problemi generici o di qualità di stampa
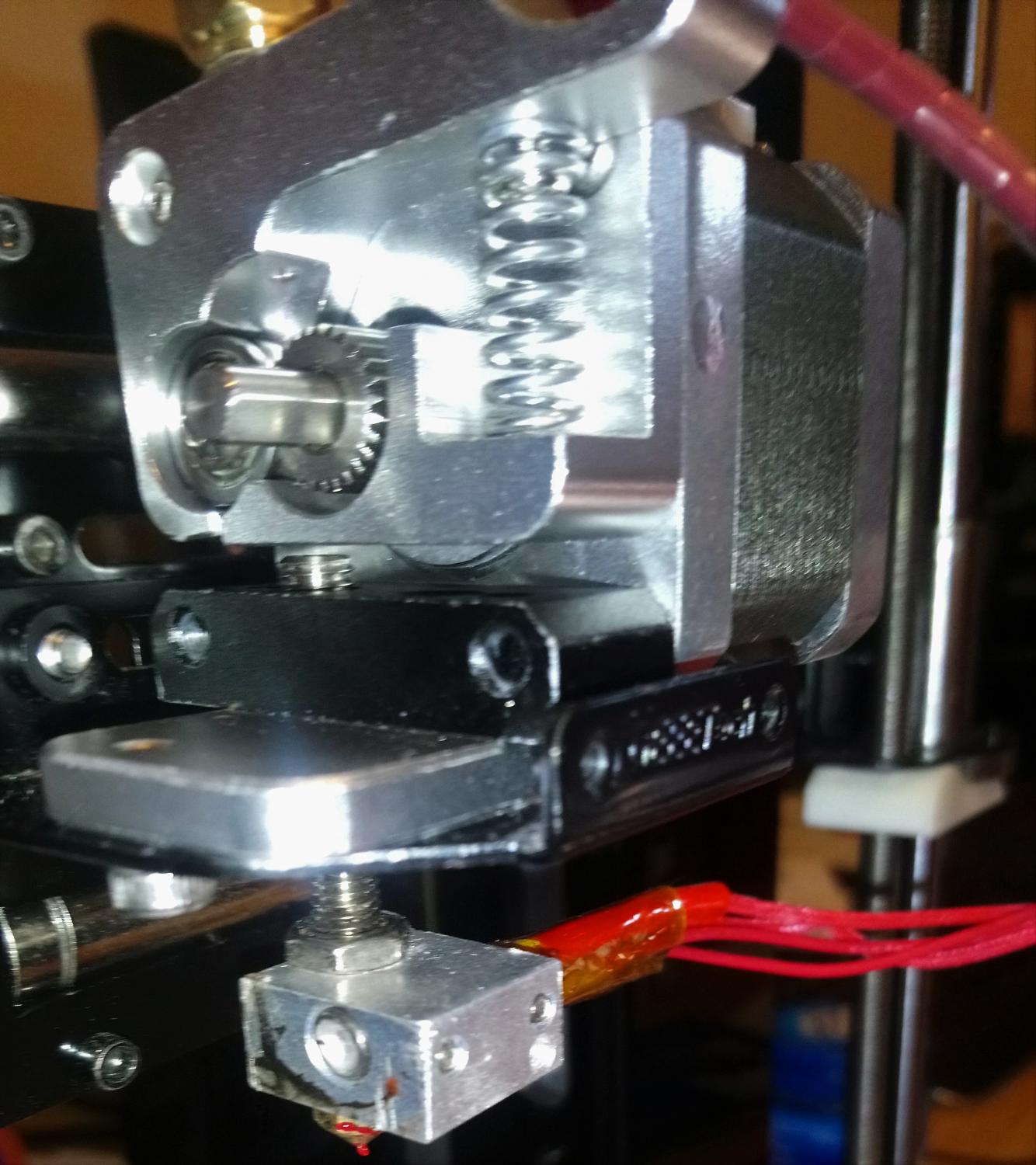
Rieccomi 😅. Fatto varie prove, riportato la gola a livello del blocco nero. Il problema è lo stesso. Visto che era in dotazione alla stampante ho sostituito tutto l'hot-end con uno nuovo di pacca. Il problema rimane. Per vedere cosa succede quando saltella ho lasciato senza ventola e dissipatore in modo da vedere il motore e il trascinatore. Praticamente salta la ghiera che trascina, non il filamento. -- modifica -- Aggiungo un video, ne avevo fatti 2 in cui il secondo è quello senza la ventola-dissipatore ma non mi è venuto bene. metto solo il primo dove si sentono gli scatti dell'estrusore. -
i3 pro b GEEETECH i3 Pro B - problemi estrusione
Hinokami ha risposto a Hinokami nella discussione Problemi generici o di qualità di stampa
Che possa essere un problema? 🤨 -
i3 pro b GEEETECH i3 Pro B - problemi estrusione
Hinokami ha risposto a Hinokami nella discussione Problemi generici o di qualità di stampa
Ecco qui, come vedi tra il supporto nero e il trascinamento in alluminio ci saranno 3 mm, ho avvitato la gola per alzarla. Già che c'ero ho provato ad estrudere a mano inserendo un pezzo di filo, mi sembra di poter escludere che il nozzle o la gola siano intasati, esce regolarmente.
-
l'estrusore della geeetech riesce ad arrivare alla temperatura del PETG? Mi pare che venga dichiarato massimo ai 240.
-
i3 pro b GEEETECH i3 Pro B - problemi estrusione
Hinokami ha risposto a Hinokami nella discussione Problemi generici o di qualità di stampa
sono via per lavoro, appena posso lo farò.