ShareMind
-
Numero contenuti
613 -
Iscritto
-
Ultima visita
-
Giorni Vinti
36
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di ShareMind
-

ABS quanti problemi
ShareMind ha risposto a blulaserstar nella discussione Problemi generici o di qualità di stampa
@Elvis74 StickFilament dovrebbe avere sia PCABS, sia ABSPC, ma temo che le temperature di estrusione siano piuttosto elevate. -
Mai provata la vibrofinitura?
ShareMind ha risposto a blulaserstar nella discussione Materiali di stampa
@AMaker La burattatura potrebbe funzionare meglio per gli oggetti stampati in resina, in quanto più duri. Questo metodo viene in genere utilizzato per sbavare/levigare/lucidare i pezzi metallici prodotti con microfusione o spin casting. Su materiali "morbidi" come le materie plastiche e soprattutto anisotropici (es. legno) produce generalmente risultati pessimi. -
Problema dimensioni stampa Makerbot
ShareMind ha risposto a genver nella discussione Problemi generici o di qualità di stampa
Teoricamente l'outline overlap non dovrebbe variare la larghezza del modello, ma controllare la sovrapposizione tra bordi esterni e infill. Un valore esagerato dovrebbe dar luogo più a problemi Z (eccesso di materiale) che non a differenze dimensionali XY. -
Benvenuto nel forum. Speriamo in una tua attiva partecipazione.
-
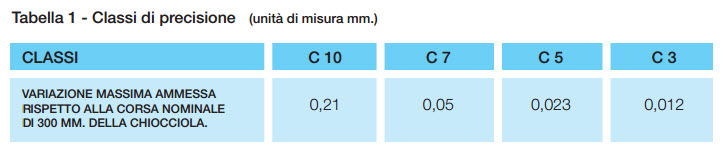
@i3D Ciao I3D. Per quanto riguarda le stampanti 3D, il gioco assiale della chiocciola è irrilevante. Rispetto invece alla variazione massima rispetto alla corsa nominale della chiocciola (su 300 mm), che è un parametro rilevante, la tabella è riportata nell'immagine. Anche una vite G7 GY rullata (la categoria peggiore) riporta una Vm di 0,21 mm, che riferita allo spessore di un layer tipico (0,01 mm) comporta un potenziale errore di 0,00007 mm nel posizionamento. Nelle stampanti migliori sono comunque montate viti G7 GW e G7 GE, rispettivamente con Vm di 0,07 (max) e 0,03 (max). In altre parole, non tenendo conto dei ritiri del materiale, queste stampanti sono teoricamente in grado di garantire una precisione di 0,07/0,03 mm sull'altezza di un solido di 300 mm, o di 2,33333e-6 rispetto alla posizione e spessore di un layer di 0,01 mm. Ma mi sa che stiamo andando fuori tema.... Qui si parlava di un concorso di stampe...

-
Veramente non ho mai rimosso la bobina se non quando era necessario cambiare colore o materiale, né mai sigillato le bobine usate. Alcune sono aperte da un anno e stampano benissimo. Penso che il problema di Albo sia più legato ad un insufficiente taglio termico dell'estrusore, con la temperatura che si propaga verso l'alto, e ad una eccessiva lunghezza del percorso non guidato tra il pignone e l'ingresso del filamento nell'hot end. Qualche immagine dell'estrusore aiuterebbe a capire se si può apportare qualche modifica al sistema di raffreddamento, o ridurre il percorso non guidato.
-
@mau2068 Salve Sig. Campana, I parametri di stampa sono pubblicati nel post. Il profilo usato è quello dello Z-ABS.
-
@vitri Il punto non è sicuramente la nazionalità di un prodotto, ma la qualità, anche naturalmente in rapporto al prezzo. Certamente se pubblicassi delle immagini di stampe effettuate, questo potrebbe essere utile ad altri partecipanti al forum per valutare meglio la macchina. Personalmente il raffronto con ShareBot, che non considero esattamente un punto di riferimento in termini qualitativi non dice molto: immagini dei tuoi lavori potrebbero essere più eloquenti.
-
Aurora 3D Printer Ardentissimo
ShareMind ha risposto a Heimdall nella discussione Problemi generici o di qualità di stampa
Temo che Marlin abbia discontinuato il supporto del Full Graphic Smart Controller. -
Indecisione prima stampante 3D
ShareMind ha risposto a Salvatore94 nella discussione La mia prima stampante 3D
Quoto soltanto in parte il proverbio (Chi più spende, meno spende...). La questione è che i "produttori" di stampanti RepRap (che in realtà più che produrre acquistano e rivendono componenti), hanno generalmente dei volumi di affari molto contenuti. Questo implica che ordinano ai loro fornitori forse trenta viti trapezoidali, quaranta motori, cento cuscinetti etc. Gli sconti che ottengono sono naturalmente contenuti, rispetto a produttori (veri) che acquistano 3000 viti trapezoidali, 4000 motori etc. In poche parole, grazie anche a sistemi di assemblaggio e produzione automatizzati, una logistica più funzionale, maggiore prevedibilità degli andamenti delle vendite grazie a reti di agenti/distributori, i produttori di stampanti brand pagano le loro forniture molto meno. Questo si riflette sul rapporto prezzo/qualità dei loro prodotti, che sono migliori e costano meno dei DIY. Quindi, tranne il caso di kit prodotti industrialmente (ce ne sono pochissimi in commercio), per quando riguarda le cosiddette RepRap a prezzi molto bassi corrisponde generalmente una qualità infima. Quanto alla proposta di farsi stampare le parti da un service, la convenienza è tutta da vedere. -
@i3D Scusa la risposta tardiva. Si, i 20° sono riferiti all'orizzontale. I supporti vengono generati per quelle superfici con inclinazione uguale o minore di 20 gradi. Generalmente è sufficiente. Con la Zortrax il layer minimo è di 0,09 mm. Apparentemente è uno spessore elevato, ma molte macchine che dichiarano layer di 0,05 mm o addirittura 0,02 mm stampano in realtà molto peggio. Basta considerare le tolleranze: una macchina che ha una tolleranza Z di 0,01 mm implica che i riposizionamento in Z può avvenire con +/- 0,01 (ovvero... in un intervallo di 0,02 mm). E' chiaro che diventa difficile stampare realmente con una risoluzione che è un decimo della tolleranza... Nel caso Zortrax, la tolleranza Z è di 0,00125 mm, e questo determina l'accuratezza della deposizione. Il software (obbligato per quanto riguarda la Zortrax) è ZSuite. Ho usato la versione 0.96.
-
Kiwi, stampa che si blocca
ShareMind ha risposto a Baburla nella discussione Problemi generici o di qualità di stampa
La ventola di raffreddamento dell'elettronica gira? -
Problema dimensioni stampa Makerbot
ShareMind ha risposto a genver nella discussione Problemi generici o di qualità di stampa
Prima di modificare gli EStep e il flow rate oltre il 5%, converrebbe misurare il calibro del filamento che stai usando. L'ammontare dell'errore (circa il 20%) fa comunque pensare ad un parametro dello slicer completamente sballato. Potrebbe avere ragione I3D. -
Ciao Steel, benvenuto. Se il budget è uno dei criteri di valutazione, considera che sebbene i kit siano generalmente abbordabili, introdurre delle modifiche (spesso indispensabili per ottenere buone prestazioni e qualità) può essere molto costoso. Sostituire l'hot end, l'alimentatore, magari le viti e le guide con componenti di qualità può far lievitare i costi a cifre molto superiori a quelle necessarie per acquistare una buona stampante ready-to-use.
-
Rimuovere supporti pla
ShareMind ha risposto a Stefano Ghiotti nella discussione Materiali di stampa
Purtroppo la difficoltà di rimozione dei supporti è uno dei punti deboli del PLA. -
Castelli Romani
ShareMind ha risposto a MaxBel nella discussione Problemi generici o di qualità di stampa
Se puoi arrivare a Roma, possiamo darti una mano. -
Atom 2.0 - Il più accurato kit Delta in commercio
ShareMind ha pubblicato una discussione in Notizie sulla stampa 3D
Salve a tutti, ShareMind annuncia con piacere la distribuzione dei kit Delta Atom 2.0, una stampante estremamente accurata e precisa destinata agli appassionati dei sistemi DIY che non accettano compromessi qualitativi. Per il momento, segnalo un link sul nostro sito con le principali caratteristiche della macchina. A breve riceveremo i primi sample e potrò pubblicare un articolo dettagliato su questa affascinante Delta. http://www.sharemind.eu/wordpress/?p=2700 -
Come ripeto, ho personalmente stampato senza problemi con i filamenti PlastInk. Ti allego una immagine (il modello stampato è semplicemente la twisted bottle inclusa nella penna USB CraftBot):
-
Il tuo problema è piuttosto strano. Personalmente ho stampato con diversi filamenti PlastInk senza difficoltà, e senza la necessità di aggiungere un convogliatore come quello suggerito da Thingiverse. Sei certo di aver usato temperature/velocità di stampa corrette e di non avere l'ugello intasato?
-
@vitri Si, posso. FiloAlfa, TreeDFilaments, PlastInk, StickFilaments. Per le prime tre, la produzione è sicuramente Italiana e di buona qualità. StickFilaments ha filamenti di buona qualità, ma non potrei giurare su dove avviene la produzione.
-
Autospegimento della stampante a fine stampa
ShareMind ha risposto a krashone nella discussione Hardware e componenti
Come complicarsi la vita. Ma perché non compri una bella presa temporizzata (meccanica c.a. 8€, elettronica con LCD c.a. 12€). La programmi per l'autospegnimento ad un orario che tenga conto di quando finirà la stampa è sei a posto. Naturalmente il GCode deve prevedere un homing a fine stampa o quantomeno un abbassamento del piano o sollevamento dell'estrusore. -
ABS quanti problemi
ShareMind ha risposto a blulaserstar nella discussione Problemi generici o di qualità di stampa
Per stampare bene l'ABS ci vogliono stampanti progettate per l'ABS (e dei buoni materiali). Attenzione ad usare temperature di estrusore troppo elevate con estrusori con tubo PFTE. Potrebbe fondere, con la caduta dell'hot end sul pezzo durante la stampa. E' già successo.... -
Velocità di stampa al grammo?
ShareMind ha risposto a pintale nella discussione Problemi generici o di qualità di stampa
I parametri in gioco sono molti: A) Materiale. In base al profilo scelto (Z-ABS, Z-ULTRAT, Z-HIPS, Z-GLASS) i tempi cambiano. Layer. Ovviamente, per stampare un oggetto a 0,09 mm ci vuole quattro volte il tempo necessario per lo stesso oggetto a 0,39 mm C) Velocità selezionata (Normal o High). La variazione è di circa il 30%. D) Caratteristiche del modello. Se sono previsti molti movimenti di traslazione, il tempo ovviamente aumenta. E) Infill. Anche il tipo di infill influisce sul tempo di stampa, in modo variabile a seconda della geometria del modello. Giusto a titolo di riferimento, un modello del personaggio di un pinguino (stilizzato) che ho appena stampato, con peso complessivo di 29 gr., ha richiesto con profilo Z-ABS, velocità Normal, infill Light e layer 0,19 mm, un tempo di 2h30 min. Quindi parliamo circa di 0,19 gr/min. Lo stesso modello stampato con velocità High richiede 2h3m (0,235 gr/min). Lo stesso modello stampato con infill Mesh (vuoto) sempre con velocità High peserebbe appena 13 grammi, ed impiegherebbe 1h12min, quindi 0,17 gr/min. -
Indecisione prima stampante 3D
ShareMind ha risposto a Salvatore94 nella discussione La mia prima stampante 3D
Good luck.... -
@FrancescoCostaP Scusa, ma per valutare un'alternativa alla Zortrax (M200) ci vorrebbe una macchina con una vite Z a ricircolo, estrusore All Metal 360°, piano di lavoro che non necessita di lacca/vinavil/nastri, livelli automatici, hardware 32 bit, microstep 1:128, software proprietario etc. etc. Mi pare che nella IRA3D non ci sia traccia neppure di una di queste caratteristiche... L'impressione è che siamo davanti a una Mankati, oltretutto prima serie...