eaman
-
Numero contenuti
6.692 -
Iscritto
-
Ultima visita
-
Giorni Vinti
595
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di eaman
-
Per me su una stampante 3D non hanno un gran senso, peso e prezzo. Magari se uno vuole provare a fare una macchina senza VFA indotti da pulley e cinghie
-

si parte? Creality K1C o Bambu Lab A1 Mini
eaman ha risposto a blengyo nella discussione La mia prima stampante 3D
Il piatto in PEI si solleva, e' magnetico, appeno lo pieghi la stampa si stacca. Non toccarlo mai con le dita se no si unge, nel caso lavalo con sapone e acqua calda. Pinzette in metallo per il filamento, taglierino, deburrer, lime varie, pistola ad aria calda -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
eaman ha risposto a Cubo nella discussione Nuove idee e progetti
La adattiva non viene salvata a meno che lo dichiari esplicitamente, non si carica. -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
eaman ha risposto a Cubo nella discussione Nuove idee e progetti
Be' bisogna piuttosto che controlli la console mentre stampa: dovresti vedere che prima fa le bazze per la mesh adattiva (che non viene salvata di default) e poi carica la prima mesh (default) che hai salvato. Comunque questa roba c'e' nella documentazione se te la sei persa 🙂 -
Neptune 4P: stampante economica, open source, per smanettoni non principianti.
eaman ha risposto a eaman nella discussione La mia prima stampante 3D
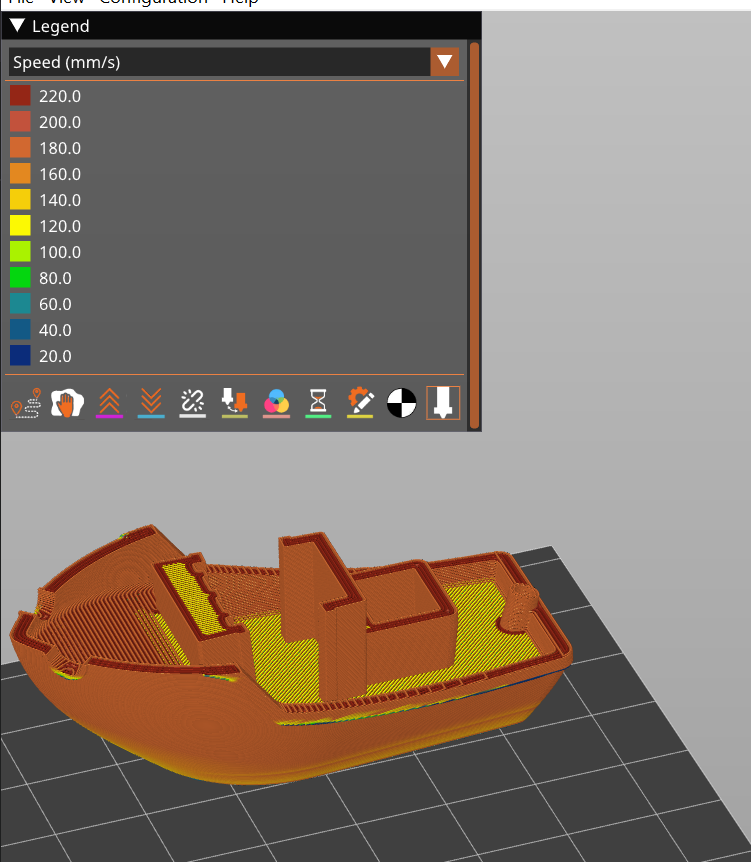
Forse ho trovato una direzione per risolvere il "leggero" (a seconda dei gusti) z-banding sopra ai 140mm/s: https://drive.google.com/file/d/1sTHUbAnGNLwwWpDrvgP9OlkK0qBMIdQE/view che non e' niente di sorprendente: e' una guida per mettere in squadro la N4P. La cosa furba e' come viene fatto: per bilanciare il gantry e soprattutto tutte le stramaledette ruotine che nella mia originariamente una coppia erano meno tese consiglia di mettere uno spessore tra gantry e telaio, smollare le varie viti e poi serrarle mentre si fa' pressione sul gantry in modo che la torsione delle viti a brugola - bulloni non faccia ruotare le stesse dentro le sedi dei fazzoletti che serrano il gantry. Oltre a quello ho messo la stampante su un paver (un blocco di cemento) 40x40 da 13kg che costa anche poco (ma la schiena non ringrazia) dato che ho scoperto che il tavolo dell'IKEA su cui poggia e' imbarcato. Diavolo ci ho squadrato sopra un'altra stampante che su quello stampa ok ma e' imbarcata se la metto su un altro tavolo.. Risultato a destra un po' migliorato rispetto la vecchia a sx per lo z-banding anche con perimetri esterni stampati a 180mm/s: Ora mi ci vorrebbe un nozzle di buona qualita' ma non mi sembra che ce ne siano di marca, penso che provero' a infilarci un volcano standard CHT nickelato e immagino mi tocchera' ridisegnare i fan duct perche' e' piu' lungo del nozzle bastardo che la Elegoo ci ha messo.
-
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
eaman ha risposto a Cubo nella discussione Nuove idee e progetti
Questo non ci vuole, altrimenti ti carica la vecchia mesh salvata. -
Anycubic vyper motore estrusore nn gira
eaman ha risposto a maxl70 nella discussione Hardware e componenti
WOW sembra una storia proprio avvincente, tienici aggiornati! -
problemi stampa creality k1c
eaman ha risposto a datterus nella discussione Problemi generici o di qualità di stampa
Bisogna che lo smonti e ci guardi: magari hai un frammento di filamento fratturato da qualche parte. A vedere quella foto sembrerebbe heat creep, tipo la ventola del dissipatore che non gira, magari prova a stampare qualcosa di "normale" di una decina di cm. -
si parte? Creality K1C o Bambu Lab A1 Mini
eaman ha risposto a blengyo nella discussione La mia prima stampante 3D
Te fai presto: cerca le differenze tra PLA* e PETG, sono gli unici che puoi usare a parte il TPU. Cosi' alla grezza il PLA+ 2 e' il materiale piu' facile, veloce e con migliori prestazioni che puoi stampare ma il PETG ha il suo perche' e costa un po' meno. Oddio non l'ho ancora provato (ho provato il PLA matte Jayo che e' buono) pero' immagino sia il Sunlu rimarchiato. -
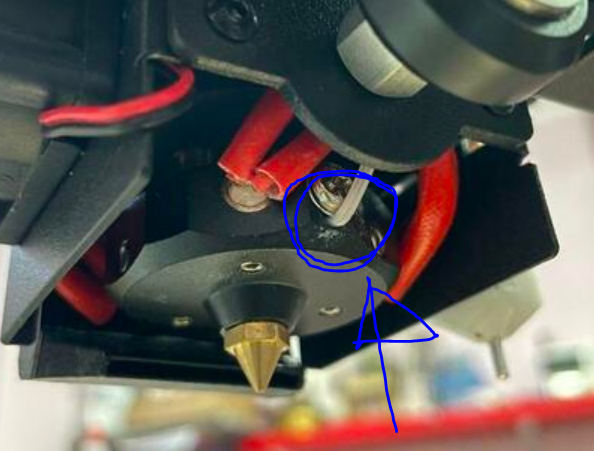
Forse non mi sono spiegato bene: il termistore all'hotend non deve essere serrato, deve solo stare in posizione senza comprimere il tubo.
-
Potrebbe essere anche la vite del termistore troppo serrata, sempre che ci sia la vite! Controlla o fai una foto / trova un'immagine di come e' serrato il termistore.
-
Acquisto nuova stampante 3d - aggiornamenti
eaman ha risposto a Rosssiiii nella discussione La mia prima stampante 3D
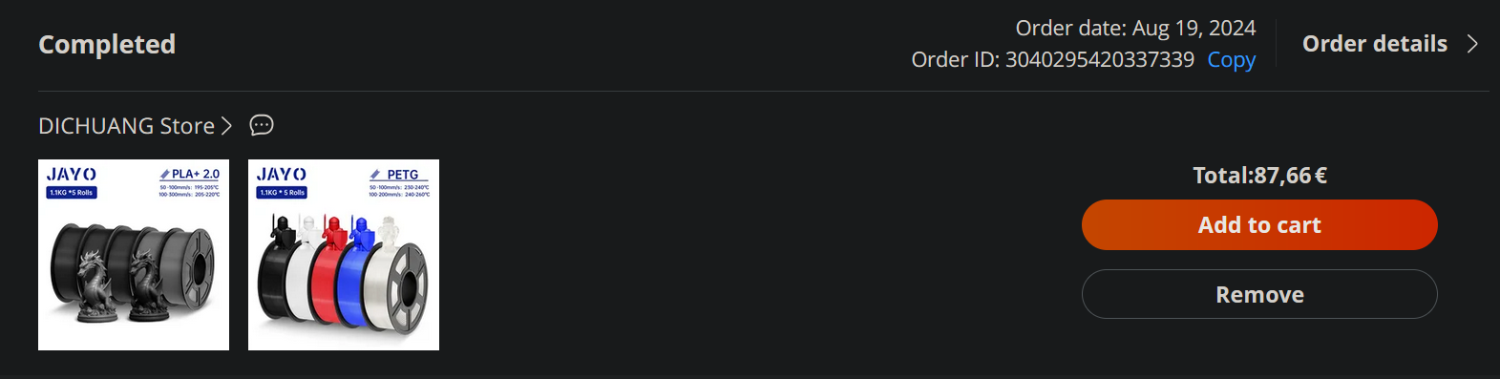
PLA non si compra piu' ormai (...), si compra il PLA+ e c'e' anche il PLA+ 2 e il META e gli hi flow e i matte... Cioe' non c'e' una miscela unica e se vuoi ci sono dei PLA di alta qualita' che costeranno 60e al KG, quindi fatti i tuoi conti. Ma in realta' quello che compri con brand Cinesi e' tutto un rebrand di Sunlu o eSun, posto che siano realmente separati. Posso dirti che il Jayo che ho appena comprato e' arrivato dentro i cartoni della Sunlu. Oh io non li conosco tutti, ma se vuoi stare sicuro al 100% puoi comprare direttamente dal sito ufficiale, a rotazione hanno delle offerte anche li'. -
si parte? Creality K1C o Bambu Lab A1 Mini
eaman ha risposto a blengyo nella discussione La mia prima stampante 3D
Occhio che non li puo' stampare quelli, e' solo PLA, PETG e TPU. Non andare a comprare dell'ABS o del nylon! -
si parte? Creality K1C o Bambu Lab A1 Mini
eaman ha risposto a blengyo nella discussione La mia prima stampante 3D
Congraturazioni! C'e' anche il PLA+ 2 ora a poco: https://www.aliexpress.com/item/1005007440388324.html Anche il PETG dallo stesso negozio costa poco: Quello arriva dalla Germania in 3 giorni.
-
Anycubic vyper motore estrusore nn gira
eaman ha risposto a maxl70 nella discussione Hardware e componenti
Ma se invece la tieni cosi' e passi a Klipper e ti inventi qualcosa per pilotare l'estrusore? Il tuo amico Lucignolo ne capisce di firmware? -
Anycubic vyper motore estrusore nn gira
eaman ha risposto a maxl70 nella discussione Hardware e componenti
E' una Anycubic: o ti fai spedire una mobo da loro oppure auguri perche' suppongo che ci sia da ricablare tutto per montare una scheda standard. Quindi comunque devi aspettare di sentire l'assistenza. Se vuoi un consiglio per la prossima volta: evita le Anycubic per fare queste affari: -
Problemi di stampa con anycubic kobra 3
eaman ha risposto a Paulyn_21 nella discussione Problemi generici o di qualità di stampa
Cosi' ad occhio ti si potrebbe essere gonfiato il filamento e hai sovraestrusione, fagli fare 8 ore di asciugatura. Pero' sembra che tu abbia degli accumuli di materiale sul nozzle, sara' mica PETG? Ci vorrebbe un nozzle ricoperto in nickel / electrocoated, prova a guardare se hai degli sbrodoli che ti restano sul nozzle. -
Anycubic vyper motore estrusore nn gira
eaman ha risposto a maxl70 nella discussione Hardware e componenti
Allora hai risolto: se non ha mai funzionato ti fai spedire una nuova scheda e ti sbatti a sostituirla oppure restituisci proprio tutta la stampante se sei ancora in tempo. -
Anycubic vyper motore estrusore nn gira
eaman ha risposto a maxl70 nella discussione Hardware e componenti
Non modificare il firmware. Ma l'estrusore ha mai funzionato? L'assistenza che dice? Sono loro che ti devono cambiare la scheda nel caso. -
Orca Slicer: Configurazione Accelerazioni
eaman ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
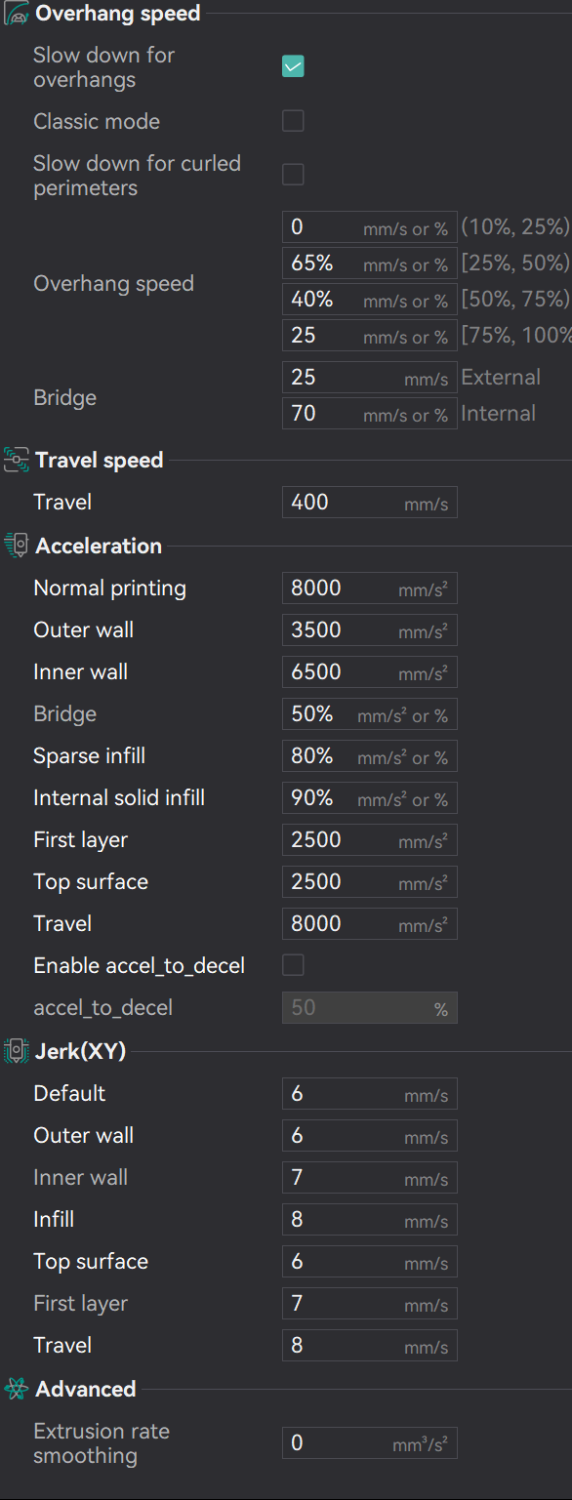
Piglia l'algoritmo che ti fa le vibrazioni e smoothing che ti stanmo bene, se decidi di usare tipo zv / mzv ma vibrano tanto usa un'accelerazione minore, non usare degli smoothing superiori a ~0.15 IMHO -
Orca Slicer: Configurazione Accelerazioni
eaman ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
Il mio sentimento e' che l'outer wall dovrebbe andare <= alla accelerazione che ti consiglia SHAPER_CALIBRATE (...), l'inner wall e' a tua discrezione tra quello e 80% dell'accelerazione massima. L'accelerazione max e' per i Travel, il solid infill Occhio che anche la corner velocity influisce, poi se cambi molto dovrai rivedere sia pressure advance che la ritrazione: ridurli. -
Orca Slicer: Configurazione Accelerazioni
eaman ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
...in che senso? C'e' espressamente inner e outer walls! 😛
-
Orca Slicer: Configurazione Accelerazioni
eaman ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
Che io sappia nei [Printer] profile imposti gli hard limit della macchina. Le accelerazioni da usare, se impostate, sono nel [Process] -
si parte? Creality K1C o Bambu Lab A1 Mini
eaman ha risposto a blengyo nella discussione La mia prima stampante 3D
Allora sei a posto, metti il filamento e lo tieni dentro un filament dryer. Con l'AMS Lite saresti fregato perche' sta all'aria aperta, a te basta un dry box con eventualmente un pezzo di reverse bowden (2mm almeno) se vuoi fare proprio il perfezionista. Oddio, il dry box magari non e' perfettamente ermetico ma 'sticazzi, alla peggio lo accendi e risolvi. -
Problemi di stampa con anycubic kobra 3
eaman ha risposto a Paulyn_21 nella discussione Problemi generici o di qualità di stampa
Hai provato a cambiare il nozzle e asciugare il filamento?