eaman
-
Numero contenuti
6.695 -
Iscritto
-
Ultima visita
-
Giorni Vinti
596
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di eaman
-
No be' intendo partire anche da USB ma poi comandare l'installazione da remoto, non fare proprio il boot da rete. Peraltro potrebbe provare a installalo win pari sul disco da un altro PC (con tutti i driver) e poi sbatterglielo dentro. @Lorenz_Keel: Ma sei intenzionato a risolvere o ci stai dando a mucchio? Perche' nel primo caso bisognerebbe sapere se hai un integrata / scheda video, quali, piu altre cose per le quali non sto a darti il tormento per niente 😉
-
he a saperlo, si puo' fare un installazione via rete di Windows?
-

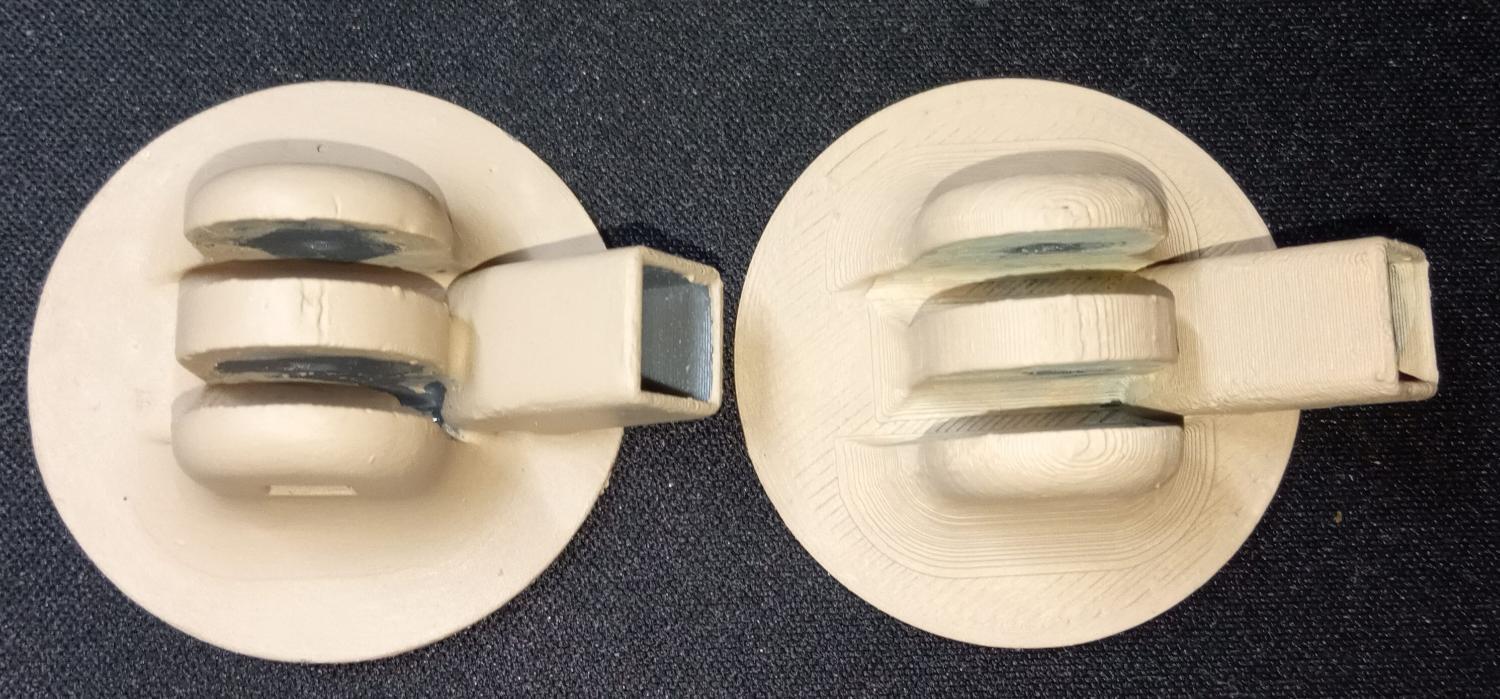
Smothering, lisciare PLA | PTEG | ... con resina
eaman ha pubblicato una discussione in Problemi generici o di qualità di stampa
Non so se ci avevate gia' provato, oggi ho provato a fare lo smoothering di un pezzo in PLA+ con la resina da mSLA e mi sa che' funzia molto bene. In pratica basta spennellare un po' di resina sul pezzo (preferibilmente tondeggiante perche' un po' di dettagli se li mangia), lasciarlo curare e si ottiene una copertura bella glossy, al che' si puo' carteggiare un po' con il vantaggio che sulla resina si fa da Dio e eventualmente fare un altro strato se non e' bastato. Stesso pezzo, materiale (PLA+) , gcode, verniciato a pennello (tira su i bugni), dx grezzo e sx resinato e colorato. Ho notato che si puo' tirare anche completamente liscio in modo da verniciarlo a strati sottili come si fa "con la roba vera". Nota: e' un pezzo di un paio di cm stampato a 0.12mm, grezzo.
-
...pioveva talmente forte che manco mi sono attentavo ad andare a vedere se l'avevo lasciato fuori🤣, pensavo di averlo inbucato da qualche parte 😛 La scheda madre e' stata dentro un sacco pieno di riso per tipo 4 giorni prima che mi attentassi a farlo partire.
-
Problemi di retrazione
eaman ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
Yep, anche io spesso e volentieri lo tengo giusto nel sacchetto stagno e verso fine bobina capita che lo lascio proprio fuori. Pero' tanto per dire l'altro giorno che era piovuto e avevo la bobina montata ho trovato il filamento (quasi finito quindi arrotolato stretto) spezzato in 2 punti. -
malfunzionamento asse Z??
eaman ha risposto a Sofia Polenta nella discussione Problemi generici o di qualità di stampa
Eh ma biosgnera' pur scoprirlo! Comunque anche quella e' gia' in Spagna o CZ e dicono e spergiurano che e' gia' sdoganata. 🙂 -
Vale la pena sottituire una stampante?
eaman ha risposto a Lorenz_Keel nella discussione Nuove idee e progetti
Una volta si facevano le CNC con gli avanzi dei floppy disk, una penna o il laser di un lettore CD: Se avete modo di ravanre negli avanzi di una azinda / negozio / ente pubblico... -
malfunzionamento asse Z??
eaman ha risposto a Sofia Polenta nella discussione Problemi generici o di qualità di stampa
Oppure questa che e' meglio e costa sempre meno. -
Oddio, ci sarebbero anche delle utility per leggere le temperature, i portatili sono un po' stronzetti e non gradiscono spazi chiusi. Immagino tu abbia gia' pulito le ventole e i dissipatori se lo hai aperto.
-
livellare piatto ender 3
eaman ha risposto a boccione nella discussione Problemi generici o di qualità di stampa
Coincia dal guardare un video: https://www.youtube.com/results?search_query=ender+3+levelling -
Per tagliare cartone e legno sottile (diciamo entro i 4mm) puoi usare un modulo laser a diodo, anche relativamente poco potente se non hai fretta di tagliare. E' possibile mettere uno di questi in una stampante 3D ma considera che sono due tipi di processo produttivo antitetici: additivo FDM - sottrattivo laser. In pratica: col laser ti serve una grande superficie di lavoro dato che a fare cose di qualche metro bastano pochi minuti. Per altro dato che una macchina dedicata costa un 100-150e io non vedo proprio il motivo di incasinarsi mettendo un laser in una 3D.
-
Ma per surriscaldamento, un problema software o per vergogna?
-
Bho' io in questo momento sto usando un i3 4160 con 16GB di RAM, pero' c'e' da dire che e' installato su Windows LTSC con qualunque cosa disabilitata. Se vedete la piccola fiammiferaia all'angolo chiedete se ha una CPU usata da vendermi... 😪
-
Ah no, in pratica e' un sistema operativo live, che gira da chiavetta, quindi se te stacchi il tuo disco e quello funzia direttamente potrebbe voler dire che il problema e' il boot loader: con una sola opzione la baracca parte diretta senza magia cieca. Quindi dato che per altro parte da USB potresti re installare windows su un ssd (mentre ti tieni stretto fino all'ultimo quell'HD che al momento funzia).
-
Masse'! Io borbottero' sommessamente per un po', giusto l'altro giorno ho stampato un mega raccoglitore per i miei cavi di rete che penzolano ovunque... Borbottero e mugugnero' di protocolli e standard guardando voi giovinastri spaciugare, che e' quello che facciamo sempre noi vecchietti amministratori di rete... Tanto ormai non ci ascoltano neanche i nipotini. 👴
-
[Risolto] Componenti che si staccano durante la stampa
eaman ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Dopo ti tocca andare a stampare sul balcone del tizio dell'altro thread. 🤡 EDIT: 'spetta che taggo @DocSal cosi' magari si fa una risata con noi, se no' sembra che ridiamo di lui 😛 -
Si. Peraltro se te fossi capace di prendere tipo una chiavetta USB con Ubuntu, staccare il disco attuale...
-
Considera che un i3 di oggi e' un i5 - i7 delle passate stagioni. 8GB di RAM erano gia' pochi 4-5 anni fa, direi che il minimo sia 16GB ma dipende se il PC lo prende all in one preconfezionato, mica detto che riesca a scegliere la RAM... Il problema del Ryzen 3600 e' che poi gli ci vuole una scheda video, un dramma peggio delle CPU oggi 😞 😞 Io pure sono un fanatico della RAM e dei monitor pure! Dho anche dei mouse mi sa, dopo non averli usati per decenni 😛 , mi sono preso pure lo spacemouse. 🤠
-
Ma perche' dato che le stampanti stanno ferme non usate il cavo di rete? Funziona sempre e da' zero problemi. Se non avete cablato andate su powerline, wifi e' per le cose che vaganti che non hanno bisogno di essere sempre raggiungibili e stabili.
-
E' un brutto periodo per comprare PC, costa tutto troppo... Certo che se non ti serve manco la scheda video hai un problema in meno, ma la bazza ora e' che si compra la roba delle vecchie generazioni e la si paga pure molto 😞 Comunque ad occhio ti basterebbe un i3, basta che non fai del rendering e va' bene tutto... Piuttosto compra un buon monitor e dei buoni mouse se vuoi disegnare.
-
He ma caro mio, se te vuoi la stampante in rete ma poi non sai trovare l'IP delle tue macchine... Bisogna che vai a vedere il DHCP che IP va' a dare alle tue robe, per altro la RPI ha anche il cavo di rete 😉 Evvabbe'... Dho, capisco che pero' magari fai prima o e' piu' divertente comprare un display luccicoso piuttosto che sminare gli IP e i MAC adress del tuo DHCP.🧙♂️
-
Aiuto per firmware
eaman ha risposto a Specialx nella discussione Software di slicing, firmware e GCode
Quelli che pensano di essere particolarmente furbi hanno poca fortuna in informatica, i sistemisti buoni sono quelli che si cagano un po' sotto: -
La stampa cade dentro la vaschetta dopo 1 ora
eaman ha risposto a Elena90 nella discussione Problemi generici o di qualità di stampa
Bo' se vuoi prova a postare il progetto di stampa con relativi supporti e impostazioni, magari qualcuno riesce a vedere qualche problema. Magri anche solo uno screenshot dallo slicer...