FoNzY
-
Numero contenuti
6.831 -
Iscritto
-
Ultima visita
-
Giorni Vinti
515
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di FoNzY
-

Creazione Firmware per Anycubic mega x +Btt SKR v1.4
FoNzY ha risposto a madein3d_it nella discussione Software di slicing, firmware e GCode
puoi fare una foto al driver da sotto? che marca sono sti driver? -
Creazione Firmware per Anycubic mega x +Btt SKR v1.4
FoNzY ha risposto a madein3d_it nella discussione Software di slicing, firmware e GCode
hai due modi per configurare questo tipo di driver. stand alone e uart. (in realta' c'è anche spi) in stand alone la potenza fornita al motore, il microstepping, il ciclo.... in uso sono gestiti dal driver stesso (usando i ponticelli e la vite posta sul driver) per attivare questa modalita' quando imposti il driver su marlin scrivi: define tmc2209 standalone in modalita' uart tutti i parametri sono gestiti dal firmware, nemmeno a dirlo...molto meglio cosi' è la modalita' predefinita quindi ti basta: define serial port -1 (questo vale solo per le skr) e define tmc 2209 -
Creazione Firmware per Anycubic mega x +Btt SKR v1.4
FoNzY ha risposto a madein3d_it nella discussione Software di slicing, firmware e GCode
credo che l'errore sia dato dal fatto che non riesce a comunicare in modalita' uart. jumper,pin diagonali e porte seriali controllate? -
Creazione Firmware per Anycubic mega x +Btt SKR v1.4
FoNzY ha risposto a madein3d_it nella discussione Software di slicing, firmware e GCode
se non gli dici che schermo è o se ha uno schermo come fa ad utilizzarlo? in marlin trovi gli lcd supportati quindi supponendo che il tuo si chiama "fonzy" in marlin in config.h cerchi //define Fonzy_lcd e lo cambi in define Fonzy_lcd ora come si chiama il tuo lcd? forse sta scritto dietro lcd? cosi rischi di bruciare lcd e\o mb, pensa prima di agire 😅 -
Salti di punti / Righe
FoNzY ha risposto a Andrea72 nella discussione Problemi generici o di qualità di stampa
il primo layer ha un problema di estrusione, probabilmente perche' vai abbastanza veloce con 200 gradi che sono pochini. le "linee" mancanti sono i punti di ritrazione\inizio layer, o hai troppa ritrazione o ancora una volta è la temperatura il top layer è ancora problema di estrusione, prova ad alzare la temperatura -
Creazione Firmware per Anycubic mega x +Btt SKR v1.4
FoNzY ha risposto a madein3d_it nella discussione Software di slicing, firmware e GCode
collegala ad usb, selezioni la porta da visual studio e carici il fw. le volte successive ti bastera' mettere il firmware nella sd ed accendere -
Creazione Firmware per Anycubic mega x +Btt SKR v1.4
FoNzY ha risposto a madein3d_it nella discussione Software di slicing, firmware e GCode
dipende perche' fallisce la build? ti consiglio seguendo la guida di cambiare una cosa alla volta ed ogni volta compilare in modo da capire dove sta l'errore. per prima cosa seleziona il processore,la board e compila, se fallisci sai da dove cominciare -
Creazione Firmware per Anycubic mega x +Btt SKR v1.4
FoNzY ha risposto a madein3d_it nella discussione Software di slicing, firmware e GCode
avoglia a crearlo 😅...4`5 persone 6/12mesi e lo fai 😅 quella scheda usa il firmware marlin che puoi scaricare qui> https://marlinfw.org/ il firmware che scarichi è vergine e devi impostare tutto (tipo di scheda,tipo di driver,tipo di sensori,dimensioni stampante, etc..) se mastichi bene l'inglese questo video è una bomba: -
Estrusore smette di funzionare.
FoNzY ha risposto a Torque nella discussione Problemi generici o di qualità di stampa
non tanto il motore ma il driver dovrebbe avere la protezione termica -
Impostare stampante Custom su Cura Slicer
FoNzY ha risposto a Fabietto81 nella discussione Software di slicing, firmware e GCode
ma che cappero di hot end è 😅 posizioni l'oggetto sul piano, poi selezioni il secondo estrusore, vedrai l'oggetto cambiare colore in cura. premi "slice" e verra' stampato con il secondo estrusore. se invece hai problemi di natura meccanica, eletronica è piu' complicato p.s. tieni presente che c'è impostato l''estrusore 1 di default per supporti,skirt etc... -
aggiungerei un paio di cosette: non è consigliabile superare i 250 con hot end standard perche' si consuma il ptfe all'interno del hot block. 140mm\s è realisticamente il limite al quale il tuo hot end puo' stampare, mi pare che per layer da 0,2 con ugello da 0,4 i 13mm3\s degli hot end normali sia 190mm\s ma è un calcolo puramente teorico quindi sei gia' molto vicino al limite
-
Estrusore smette di funzionare.
FoNzY ha risposto a Torque nella discussione Problemi generici o di qualità di stampa
smette di girare? sei sicuro? è molto strano questo evento e sinceramente non saprei a cosa imputarlo...sicuro che semplicemente non si intasi l'estrusore e che il motore giri a vuoto\si incastra e non ce la fa a girare? fossi in te farei cosi: smonta hot end, cambia l'ugello con uno nuovo, cambia all'interno dell'hot end il tubicino di plastica ptfe con uno nuovo e rimonta tutto. smonta l'estrusore e puliscilo da ogni possibile residuo di plastica. è un po' senza senso questa affermazione, ovviamente se usi il profilo per una stampante direct avrai problemi con una bowden ma oltre alla ritrazione che potrebbe causare un blocco dell'hot end se impostata male gli altri parametri ti peggiorano solo la qualita' di stampa e sicuramente non ti bloccano l'hot end -
la mb la trovi in giro, la schedina manda una mail a creality e vedrai che te la mandano loro, stesso discorso cone la mb, se non la trovi basta contattare loro.
-
piu' che consigliata è l'unica strada disponibile 😅 se stasera apri ed hai una gran botta di c trovi un cavo rovinato e la risolvi cambiando 1 cavo, se i cavi sono ok l'unica cosa è la mb. la mb non è facile da riparare perche' molti componenti sono solo su mercato cinese quindi anche volendo l'unica soluzione è cambiarla e pazienza. quella mini vite sulla schedina che hai messo le foto a che serve?(cerchiata in blu) aspetta un attimo: guardando alle foto che hai postato.... quei due contatti sono sicuramente staccati, non sono entrati nel buco e sono stati spinti indietro, che non sia solo questo il problema?

-
M300: riprodurre un suono
FoNzY ha risposto a Cubo nella discussione Software di slicing, firmware e GCode
il comando non funziona perche richiede "definespeaker" e non buzzer. i beep che senti sono dal buzzer. non credo ci siano soluzioni alternative -
Creality Ender 3 Neo
FoNzY ha risposto a Carlo Di Paolo nella discussione Problemi generici o di qualità di stampa
per forza è 0,2 come fa stampare a 0? se l'ugello toccasse il piano (punto 0) non ci sarebbe lo spazio per estrudere il filamento. mm o cm? non ha troppo senso fare un test su uno spessore di 2mm. stampa il classico cubo di calibrazione e poi eventuali discrepanze sono da imputare ad un valore step\mm sbagliato. è normale che i valori step\mm siano leggermente fuori, quelli impostati di fabbrica sono basati su un calcolo perfetto scaricati cura originale, va molto meglio -
Impostare stampante Custom su Cura Slicer
FoNzY ha risposto a Fabietto81 nella discussione Software di slicing, firmware e GCode
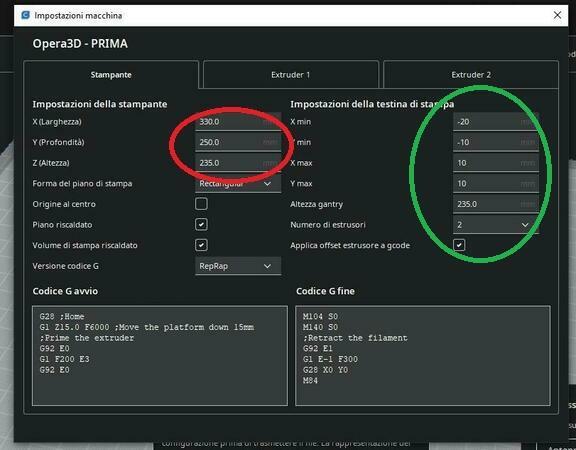
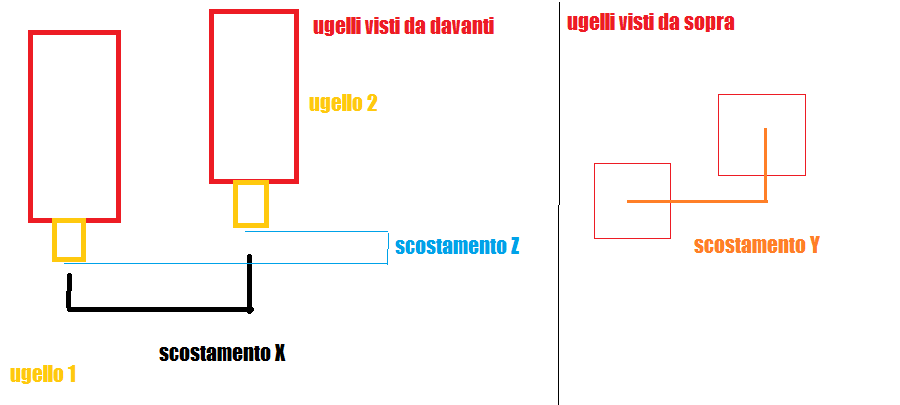
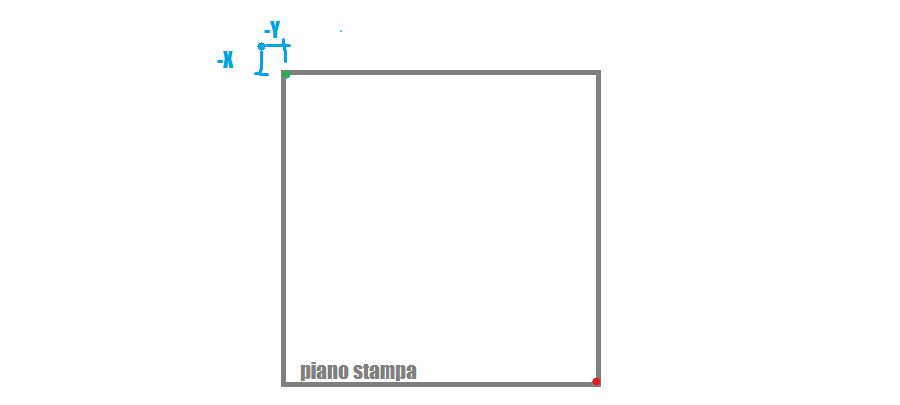
ti basta inserire le dimensioni del piano 330,250,235 nei rispettivi assi. (rosso) in verde è la posizione dell'ugello nel punto di home, metterai 0,0 come min se l'ugello va in home nell'angolo del piano, se va in home fuori dal piano metterai dei valori negativi. ad esempio nella mia stampante l'ugello va in gome a x-30 (quindi sta 3cm fuori dal paino, prima del piano e Y-20.) come valori massimi metterai 250,235 che sono i punti massimi del piano. in verde il punto home con cordinate min 0,0 in blu il punto home con cordinate negative in rosso il punto massimo con cordinate 250,235 (vista dall'alto) gli estrusori puoi lasciare cosi il n1 e mettere "scostamento ugello" in base alla posizione tra il primo ed il secondo ugello.
-
parametri iniziali
FoNzY ha risposto a luca sagristano nella discussione Problemi generici o di qualità di stampa
fossi inte mi sbrigherei a togliere il numero di telefono da internet prima che cominciano a chiamarti dal guatemala per proporti un nuovo contratto telefonico -
ho la sensazione che non sia facile stampare filamento decente, se aggiungi anche l'incognita del materiale in ingresso secondo me diventa molto difficile specialmente se mischi diversi filamenti. comunque è da tenere in considerazione, intanto guardo abs su ebay per fare una prova va bene anche quello quello delle bottiglie è pet, il pet senza G è molto difficile da stampare. ho guardato sembra un giocattolone molto costoso, con la cartuccia da stampante 3d estrudi lentissimooooo..... fosse costato 100eur poteva valere la pena provare... il sistema mi sembra molto giocattoloso e come ho detto il pet è un bel mostro da stampare, non credo che il gioco valga la candela...
-
i driver sono saldati hai ben poco da fare, puoi aprire per cercare un eventuale cavo danneggiato scervellarsi per cercare il guasto rischiando di spender giorni per poi scoprire che poi quel componente non esiste in commercio sarebbe una gran perdita di tempo... p.s. visto che la vite per la vref di E sta sulla scheda madre, quella vite che sta sulla schedina z2 v1.2 a che serve lo sai?
-
ahhhhhhh, e mica lo avevi detto... rimane da guardare alla scheda madre, se hai modo di scambiare i driver c'è questa possibilita' se i driver sono saldati la scheda va dritta nel secchio
-
dipende...molto probabilmente si io ho ancora dei dubbi su i cavi.... sicuro di aver provato tutte le combinazioni possibili? dei 4 cavi? sai usare un tester?
-
ho trovato una foto dove si vede chiaramente, è solo una prolunga.
-
ti confermo al 100% che quella scheda non ha driver montati sopra,puoi fare una foto alla scheda madre vera e propria? se guardi ai connettori chiamati E ed X su questa scheda puoi vedere che le piste passano da un connettore all'altro senza alcun componente nel mezzo quindi ogni eventuale problema è prima (scheda madre) o dopo motore\connettore. ogni eventuale danno su questa scheda dovrebbe essere anche visivo e non sembra esserci (integrati a parte) per quanto riguarda il motore X: il cavetto che entra nel motore ha 4 fili, prova a scambiare i fili nel connettore. prova a scambiare i due fili esterni se il problema rimane prova a scambiare i due fili centrali. guardando al cavo nella foto diventerebbe 1324 o 4231
-
secondo me dalle foto quella scheda non governa il motore, mai vista prima ma troppi cavi arrivano e partono...mettere il driver li non avrebbe troppo senso... le boolboard con driver integrati hanno solo 2 cavi in entrata... p.s. ho gurdato meglio c'è un driver su quella scheda ma dovrebbe essere per L’estrusore o no? cioè, spiega meglio... anche se cambi cavi o motore il problema rimane su quello stesso asse? (al motore collegato in X)


.thumb.jpg.7bf39c4f86d56ecae58b5326ce826a33.jpg.54ce2bc9a0d3557eeed6347ef455435b.jpg)