FoNzY
-
Numero contenuti
6.838 -
Iscritto
-
Ultima visita
-
Giorni Vinti
516
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di FoNzY
-

Download Firmware da scheda
FoNzY ha risposto a Marcello66 nella discussione Software di slicing, firmware e GCode
uhm..........hai taggato me invece di @Alep 😄 -
Mi serve un consiglio - Scanner per corpo umano
FoNzY ha risposto a Bart nella discussione Scanner 3D
economico non credo esista, purtroppo non posso aiutarti, non conosco scanner cosi grandi.... puoi provare a vedere i prodotti della shining 3d ma non so' se sono idonei allo scopo.... -
Mi serve un consiglio - Scanner per corpo umano
FoNzY ha risposto a Bart nella discussione Scanner 3D
scusa ma non ho capito cosa intendi..... -
si è un mk10. io i disegni li ho presi da uno youtuber chiamato sgabolab ma come ti ho detto la mia solzuone non è ideala per abs. per il PLA uso la scelta piu' economica ma cerco di amntenere la miinima decenza stando intorno ai 20eur\kg per l'abs purtroppo non so'', ne uso pochissimo ed uso quello zortax ho usato un folgio di depron fissandolo con il nastro in kapton. non è che sia perfetto ma ormai resiste da parecchio
-
Rapporto di trasmissione per motore passo passo
FoNzY ha risposto a albemasci nella discussione Hardware e componenti
si chiarissimo! puoi sempre fare un riduttore "casalingo" se sul motore monti un puleggia Diametro 20-30mm sulla vite puoi montare una D15mm ed hai un rapporto quasi di 1:2. parlando delle viti direi che l'idele sarebbe una vite con passo di almeno 18 ma ancora meglio 20 o piu'. quindi direi che una vite con passo 15-18 puoi pensare di mettere il riduttore. da 18-32 il riduttore non serve. nel video credo usi una 15 e come vedi il riduttore non lo usa. anzi usa i nema 14 (o sono nema 17 corrti) parlando di prezzi sei su 1 euro al cm per le viti. 150 per la chiocciola e altri 100 per i supporti (fino a passo 20 poi molto di piu') io metterei nema 23 di media qualita', neinte di speciale quelli che trovi a 40 euro o giu di li. -
vantaggi sicuramente si, la precisione diventa molto piu' alta. dati i costi del sistema ne vale la pena nella stampa fdm? quasi sicuramente no. non importa quanto migliore sia la meccanica nella fdm il limite è dato dall'estrusione. parlando in assoluto è un sitema molto milgiore ma se consideriamo i beneficiin relazione ai costi, l'idea è da scaretare.(nella maggir parte dei casi)
-
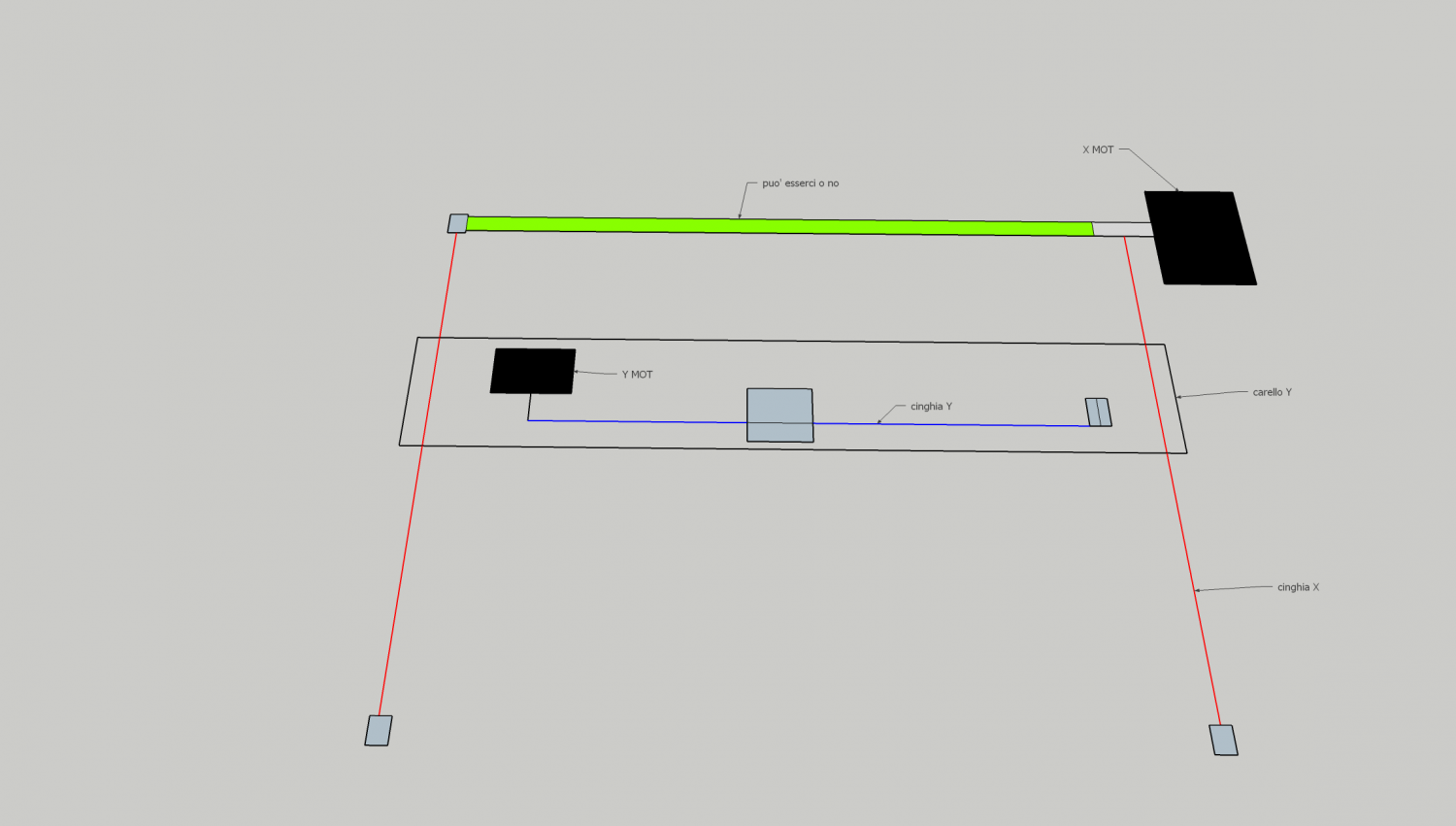
l'ho fatta io perche' non ne ho trovate, è un po' bruttina. il motore X è fisso. mentre il motore Y viene mosso in X insieme al suo asse.

-
la prima foto è un sistema cartesiano. la diferenza sta nel fatto che sono state aggiunte tante puleggie per tenere il motore di Y fermo mentre spesso il motore Y è montato direttamente sull'asse. è sempre meglio ridurre il carico in movimento e quindi l'inerzia in linea di massima.... in questo caso non so' quanto sia necessario, considerando che si potrebbe mettere anche un nema 14 sull'asse y e che comunque il peso di un nema 17 classico è veramente di pochi centinaia di grammi non so quanto convenga mettere tutte quelle puleggie ed allungare le cinghie del 400% per risparmiare un peso di 200 grammi sull'asse ed aumentare l'area di stampa di 4cm. potrebbe essere utile se il gruppo estrusore è composto da 2 estrusori direct (con motore sul carello) e si vuole risparmiare un po' di peso altrimenti è piu' semplice usare il sistema classico con stepper Y direttamente sull'asse. la seconda foto è un sistema core XY. qui i vantaggi ci sono nonostante le cinghie e le puleggie in piu'. i motori compiono 1\2 rotazione per spostare l'asse della stessa distanza rispetto alle cartesiane(anche se a fine stampa il numero di rotazioni è identico alla cartesiana) questa configurazione ha il vantaggio di avere una velocita' di stampa poco piu' alta. i motori sono fermi(meno inerzia) e l'area di stampa è poco piu' larga (come sopra) se dovessi scegliere uno dei due sistemii sceglierei il secondo (core xy) che ha come vantaggi seppur minimi: velocita' piu' alta, area di stampa piu' larga, necessita' di motori meno potenti per compiere lo stesso lavoro della cartesiana. svantaggi: cinghie lunghe e puleggie il primo sistema: area di stampa piu' larga ma lo svantaggio è avere tante puleggie e cinghie molto piu' lunghe tra questo sistema ed il classico con il motore sull'asse preferei il classico sistema.
-
Acquisto stampante 3D Semiprofessionale
FoNzY ha risposto a Gianluca81 nella discussione La mia prima stampante 3D
purtroppo queste due stampanti che hai citato sono ben lontane da essere definite semi-professionali, per avere un prodotto semi professionale devi pensare di raddoppiare il tuo budget (2000 almeno per una zortrax m200+)il secondo estrusore non peggiora nulla, puoi non usarlo se non serve pero' è ovvio che influisce sul prezzo. la qualita' di stampa è in linea con tutte le altre stamnpanti della fascia cosi come la velocita'. con questo budget io mi orinterei di piu' su una tronzy x5s in modo da avere ancora soldi per cambiare le parti piu' critiche ed avere una buona affidabilita'. -
posta una foto dei parametri che stai usando e dicci anche il tipo di materiale. il problema è che sei basso di primo layer ma prima di fare ipotesi vorrei vedere i parametri usati...
-
Estrusore non si riscalda
FoNzY ha risposto a Marc nella discussione Problemi generici o di qualità di stampa
rs componenti li ha. lo stesso identico firmware non credo funzioni, ma se editato un poco probabilmente funziona -
Anet A8 problema temperatura hotend
FoNzY ha risposto a Domenico82 nella discussione Hardware e componenti
probabilemtne è un danno alla scheda madre. per prima cosa controlla con un voltimetro che i cavi non siano danneggiati. poi sempre con il voltimetro la tensione in uscita dal connettore cartuccia sulla scheda madre. -
Estrusore non si riscalda
FoNzY ha risposto a Marc nella discussione Problemi generici o di qualità di stampa
la causa piu' comune è che il transistor relativo all'uscita "piano" si sia guastato. i transistor in questione sono segnati nella foto.non ricordando qualè l'uscita dell'estrusore e quella del piano ti ho segnato le coppie. trasistor rosso-->uscita rossa transistor blu-->uscita blu questi transitor (troppo piccoli per leggere il nome dalla foto) hanno 3 piedini che chiameremo ABC ti serve il voltimetro che devi impostare su continuita' diodi.(la modalita' dove fa bip quando tocchi le punte) la punta rossa la chiameremo +, la nera - metti la punta + su A e la - su B--->leggi il valore poi fai l'opposto - su A , + su B ---> leggi il valore stessa cosa con A-C e B-C..... se almeno una volta fa BIP il transistor è rotto. se non fa bip, fai lo stesso test con l'altro transistor, i valori devono essere uguali altrimenti uno è rotto. se è rotto devi pensare a sostiturilo, costano pochi centesimi ma non so quanto sia facile trovarli..... se i transistor non sono guasti il problema è molto piu' serio....
-
qualità piccoli oggetti
FoNzY ha risposto a Claudio Carabelli nella discussione Nuove idee e progetti
quel parametro di riferisce al numero massimo di ritrazioni non al numero effettivo di ritrazioni, mi smebr astrano che sia stato quello a creare il problema..... -
Rapporto di trasmissione per motore passo passo
FoNzY ha risposto a albemasci nella discussione Hardware e componenti
veramente non saprei cosi ho fatto un piccolo test.... sulla mia cnc un nema 23 muove l'asse con il madrino (solo lui pesa 4kg) tranquillamente a 80mm\s un riduttore direi che non serve ti basta un buon motore.... -
Rapporto di trasmissione per motore passo passo
FoNzY ha risposto a albemasci nella discussione Hardware e componenti
sono stampanti auto costruite e quindi senza nome....(o almeno io non so di marchi che fanno questo tipi di stampanti) un utente fece un post a riguardo di queste stampanti e posto questo video: https://www.youtube.com/watch?v=9pZyN5D0a4Y lo è sicuramente, ma nella fdm questa precisione non serve o per meglio dire non si trasforma in qualita' vista la complessita' del sistema di estrusione che tra le altre cose funziona a gravita'. purtroppo no, non ho iente da consigliarti per rimanere nei prezzi hobbystici -
si smonta lo stringi filo in alto e poi guardi dentro, è il modo piu' facile, per smontare hot block devi riscaldarlo poi svitarlo segundo "le regole" diciamo che il PLA vuole essere raffreddato il piu' velocemten possibile quindi se hai un flusso alto è solo meglio. invece l'abs no, esso vuole essere raffreddato il meno possibile in modo che non deformi ma ci sono anche dei casi dove va raffreddato anche se non è la norma. nessun problema sono qui pe questo 😁 l'iudeale sarebbe una camera riscaldata ma è piuttosto complessa.... per un uso hobbystico basta una camera chiusa in modo che i 100 gradi del piano riscaldino un po' tutto il resto... la qualita' di questo abs nonostante il prezzo è piuttosto bassa, puoi prendere il tempo con un cronometro 3 ore e si deforma sempre! questa è la cosa da fare! prima bisogna capire come sono le cose, bravo! la mia tronxy impiegava 40 minuti per raggiugnere la temperatura di 80 gradi con il smofet meno di quelli necessari per l'ugello. ho anche io isolato il bed, è molto grande ne vale la pena a lungo termine....
-
qualità piccoli oggetti
FoNzY ha risposto a Claudio Carabelli nella discussione Nuove idee e progetti
uhm........deve venire meglio...ma non so quanto sia possibile ottenere un risultato buono con lo 0,4mm -
Problema con estrusore stampante 3D
FoNzY ha risposto a AlessandroS nella discussione Problemi generici o di qualità di stampa
potrebbe essere il driver del motore, le sue connessioni, i cavi del motore...... -
problema anycubic kossel delta 3d
FoNzY ha risposto a francescoball nella discussione Problemi generici o di qualità di stampa
è un problema che puo' essere causato da innumerevoli fattori..... tendi le cinghie,controlla lo scorrimento, che sia liscio e lineare e magari posta anche i parametri di stampa.... -
qualità piccoli oggetti
FoNzY ha risposto a Claudio Carabelli nella discussione Nuove idee e progetti
hai l'ugello da 0,35? per prima cosa potresti cambairlo con un 0,2. credo che quello sia PLA quindi il pianoa 50 gradi non serve.... devi aumentare la ritrazione e diminuire la distanza minima di ritrazione (0,1) ed anche aumentare il numero massimo di ritrazioni (9999) riporta il flusso a 100% è una stampa difficile per una fdm, gli altri parametri sembrano buoni..... -
per quanto riguarda l'ugello non c'è nessunissimo vanatggio a sostituirlo, se in quello originale manca il tubo in PTFE basta rimetterlo. l'unica parte che fa la differenza è l'ugello in se o per meglio dire la sua dimensione. essendo in ottone è ragionevole pensare che si degradi relativamente veloce e che quindi il foro da 0,4 diventi un poco ovale, quindi se vuoi la qualita' puoi pensare di sostituirlo ogni 1000 ore. per quanto riguarda i condotti di raffreddamento il discorso è molto complesso....ci sono infinite soluzioni, realisticamente tutte molto simili magari puoi pensare che se credi di stampare quasi sempre in PLA il sistema deve essere decente. quello che monta la tronxy è gia' decente di suo ma nella mia invece di tenere 2 ventole 1per il materiale e 1 per l'estrusore ne ho tenuta solo 1 che raffredda attivamente l'estrusore (che è una parte necessaria) e poi sfoga l'aria sul pezzo stampato (soluzione inadatta per ABS che tanto non uso) se vuoi stampare a lungo con abs (+3 ore) la camera calda è necessaria ed anche un ABS di qualita'. il piano della tronxy è gigante quindi un mosfet è praticamente necessario ed è una buona diea usare un secondo alimentatore per il mosfet a 24v.
-
Rapporto di trasmissione per motore passo passo
FoNzY ha risposto a albemasci nella discussione Hardware e componenti
stampanti cosi sono gia' state fatte e quindi è possibile farlo sicuramente....ne vale la pena? forse no..... esistono stepper con riduttore intesi come blocco unico...forse ci saranno anche dei riduttori da montare su un motore che gia' possiedi ma visto che le ricircolo di sfere sono costose tanto vale prendere uno stepper degno! -
tean E120339 settaggio assi
FoNzY ha risposto a PyroBat nella discussione Problemi generici o di qualità di stampa
il problema è il firmware....ma non del microprocessore, il firmware della scheda. il firmware gestisce tutti parametri della scheda madre, ad esempio dice alla scheda madre che sul pin n.x è montato l'end stop dell'asse y etc.... tra le migliaia di parametri ha anche quelli relativi alle dimenisoni del piano che attualmente sono impostati a 150mm.... quindi devi scaricare un firmware compatibile,EDITARLO e poi caricarlo sulla scheda..... -
Alternative alla colorazione con il pennello?
FoNzY ha risposto a Bipolar nella discussione Materiali di stampa
si ma il discorso non cambia...il pennello è poco piu' contrallabile del pennello se non hai la mano "ferma" esce un macello anche con il pennarello....