FoNzY
-
Numero contenuti
6.838 -
Iscritto
-
Ultima visita
-
Giorni Vinti
516
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di FoNzY
-
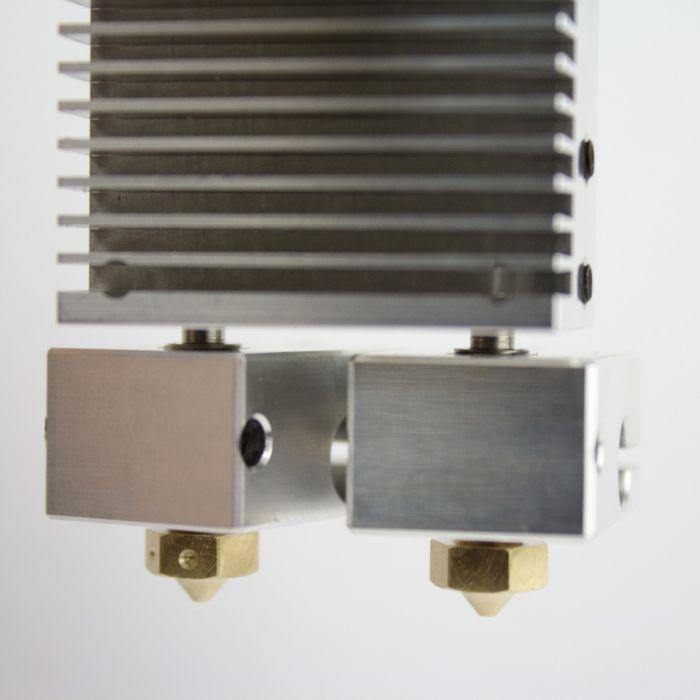
la tua scheda madre supporta un secondo estrusore? se la risposta è si allora ti serve: un secondo driver stepper, dato che ci sei ne prendi due almeno cambi anche l'altro (questo forse un pelo migliora le cose) un secondo motore nema 17 con spingifilo. un hot-end, come ho detto la differenza è quasi nulla quindi o prendi il "china" che trovi su amazon o ebay a pochi euro oppure ti fai spennare per bene da e3d 😅 (non consoco altri brand di estrusori) i miei consigli sono di prendere un driver decente ed un kit con doppio ugello tipo questo o simili:

-
usa le bottiglie d'acqua, sai quanto pesano e non si rompono 😄
-

Ronzio a Motori Abilitati
FoNzY ha risposto a albemasci nella discussione Software di slicing, firmware e GCode
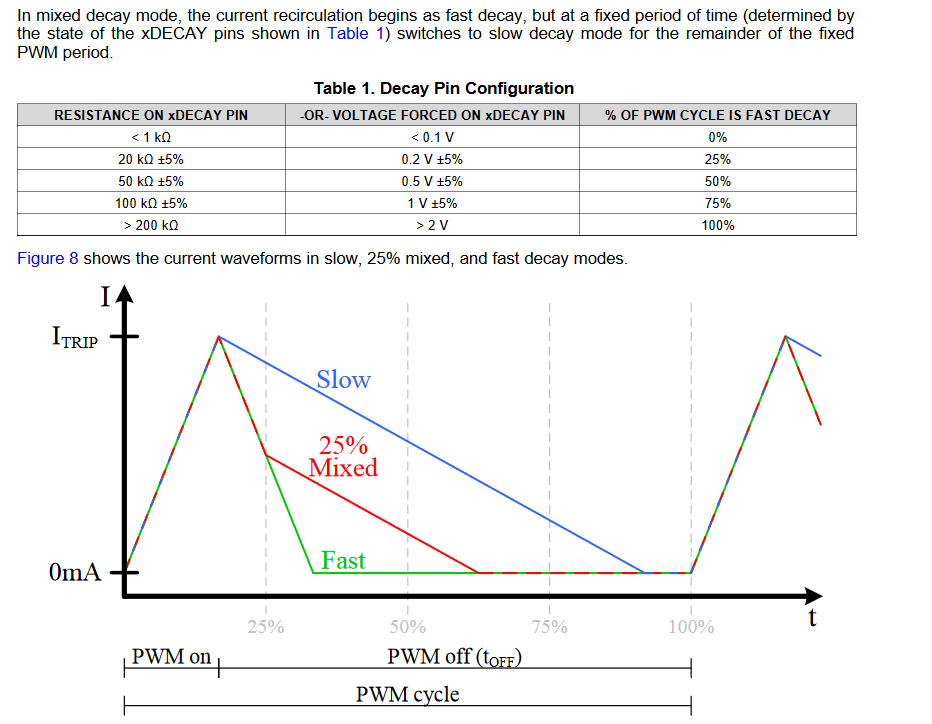
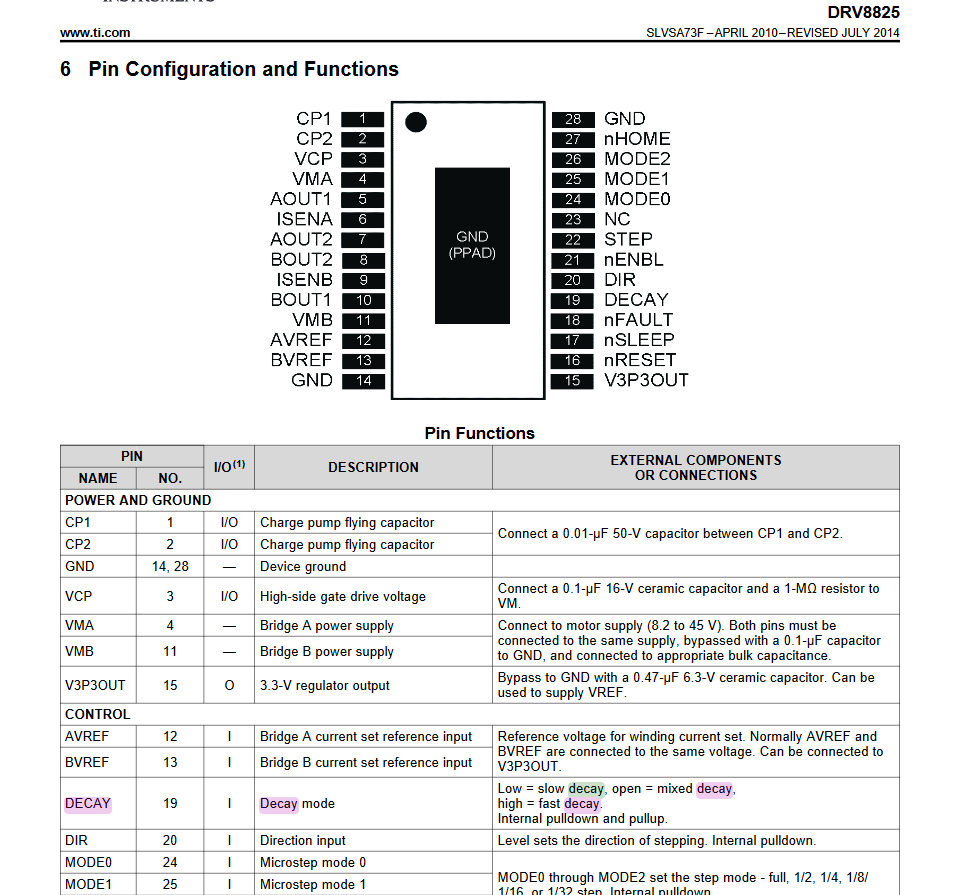
è un problema di "tasso di decadimento" attualmente impostato come variabile (credo, se tu dal manuale lo capisci sei piu' bravo di me) prova ogni modalita' e vedi quella che riduce il rumore....
-
anet a8-linee orrizzontali nell'oggetto stampato
FoNzY ha risposto a Berax99 nella discussione Problemi generici o di qualità di stampa
pla a 210 gradi è un troppo, tra 190 e 200 è la normalita' (anche se l'estrusione sembra buona) step\mm di Z, sicuro che siano giusti? io non insisterei con la qualita' a 0,1 su una cinese è praticamente impossibile, se provi a 0,2? se gli step\mm di Z sono corretti l'unica cosa che mi viene in mente è che sia il layer a 0,1 il problema....i dati che hai postato sono buoni.... -
Anycubic Photon - nessuna stampa
FoNzY ha risposto a Yakuza83 nella discussione Problemi generici o di qualità di stampa
la resina solidifica nella vaschetta perche è la luce della stampante stessa a filtrare nella resina che si addensa e precipita verso il basso... tutto normale che succeda sopratutto se la stampa fallisce...... la stampa fallisce perche' non poggia sul piano, la stampa deve poggiare sul piano! stampare i supporti tra piano e "oggetto" non è mai una buona idea, la bae dell'oggetot deve posare sul piano. da quello che vedo sembra anche che ci siano tempi di esposizione troppo brevi o una calibrazione di Z sbaglaita.... -
anet a8-linee orrizzontali nell'oggetto stampato
FoNzY ha risposto a Berax99 nella discussione Problemi generici o di qualità di stampa
basandomi sulla foto sembrano layer troppo alti.... ma se non ci dici i parametri di stampa come facciamo?!? dovresti dirci il materiale,la temperatura,la velocita', il diametro dell'ugello, l'altezza del layer......... -
un estrusore diverso non migliora ne la qualita' ne le performance realisticamente... cmabaire un "hot end" con un uno nuovo non porta ad evidenti benefici.... il migliore è un singolo estrusore doppi ugello (1 motore per ogni ugello). avere piu' filamenti nello stesso ugello rende il passaggio da un colore\materiale all'altro piu' lento.... quando cambi filamentod evi ettendere che questo nuovo vada a riempire l'interno dell'ugello prima di essere estruso causando un estrusione di vecchio filamento anche dopo il cambio (un po' contorto ma spero sia chiaro) bowden, al contrario di quanto pensano in molti ogni filamento puo' essere stampato con il bowden usando un minimo di accortezza... il vantaggio del bowden è ridurre il peso sull'asse....gli svantaggi..... non ce ne sono?!
-
il modo corretto di connettere la stampante al pc è prima di accendere la stampante e poi connetterla al pc, in generale questa è la normalita' per ogni accessorio da pc, no ha senso connettere cose spente.... la connessione errata giustifica l'apparente danno subito? assolutamente no, se è stata questa la causa probabilmente sarebbe successo lo stesso anche con una connessione da manuale.... nel caso si fosse veramente bruciata dovresti verificare il cavo usb (nel dubbio buttalo) e poi anche la porta usb del pc, la quale deve fornire un voltaggio stabile altrimenti in futuro è certo che brucerai altre perfiferiche...... purtroppo si,deve trovarlo!. se il pc non rileva hardware purtroppo significa che c'è un danno fisico alla periferica oppure il cavo usb (o la porta usb del pc) sono guasti... posta uan foto della scheda madre vista da sopra senza cavi e possibilmente uan foto ben fatta...magari se sei fortunato si vede il componento bruciato....
-
SEmbra che questo filamento non si sciolga bene, sembra come se si solidifichi all'istante appena uscito dall'ugello ma poi come nell'altra stampa quandod eve fare un ponte si "ammoscia".....
-
la qualita' del pezzo stamapato in hsm è....terrfficante😭 sembra come che sia stampato ad una temperatura troppo bassa, sembra che a 260 è dove si hanno avuto i risultati migliori... stranamente a differenza del PLA sembra che hsm non digerisca bene il gap senza supporto, non gli importa della variazione dell temperatura, precipita verso il basso! sembra anche che forse vada stampato piu' lentamente la qualita' è veramente bassa...uhmmmmmmmmm🤔... almeno non smebra soggetto a deformazione ed il colore nero "grafite" mi piace... la ventilazione come è stata impostata?
-
Problema con stampante 3D Anet A8
FoNzY ha risposto a DomenicoMauro nella discussione La mia prima stampante 3D
quindi l'asse y non va in home? se provi a muovere l'asse da lcd o da pc cosa succede? potrebbe essere l'end stop guasto che riuslta premuto anche se non lo è, controlla i cavi dell'end stop ed il pulsante stesso, se hai a disposizione un multimetro l'operazione è piuttsato facile altrimenti puoi provare a scambiare i pulsanti. -
se ci sono due millimetri come fa' ad andare a zero con un off-set di 2 decimi? qualcosa non torna....🤔 il primissimo layer come viene stampato? bene o male?
-
GEEETECH A10 ESTRUSORE BLOCCATO
FoNzY ha risposto a Francesco C. nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
la ventola è necessaria, nel caso non fuznioni controlla che il problema non sia la ventola (motore guasto) e poi con un voltimetro la scheda madre (i terminali dove è collegata la ventola). la ventola estrusore puoi anche colegarla direttamente all'alimentatore in modo che parta e rimanga a velocita' costante da quando accendi a quando spegni la stampnte. non preoccuparti cambia la forma dell'estrusore ma "i pezzi" ed il funzionamento sono gli stessi.... -
GEEETECH A10 ESTRUSORE BLOCCATO
FoNzY ha risposto a Francesco C. nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
il problema è dovuto all'espansione del filo nella "gola" dell'estrusore(secondo me causava anche il problema dell'estrusione a tratti) problema molto comune nelle stampanti "cinesi". la gola non è altro che una vite cava posta all'interno del corpo dell'hot end nella quale deve essere presente un tubo in materiale plastico (ptfe, lo stesso del bowden) che ha il compito di isolare dal calore il filo altrimenti si scioglie troppo in alto (rispetto all'ugello) ed a casua della pressione si gonfia e crea un tappo, devi smontare l'estrusore e controllare se c'è questo tubo, nel caso non ci fosse usi il bowden per "crearne uno". controlla inoltre che la ventola dell'estrusore funzioni correttamente altrimenti tubo o non tubo si blocca ogni 20 minuti. video su come sostituire il tubo: https://www.youtube.com/watch?v=jmmfh2An5Mc dopo aver smontato l'estrusore avrai sicuramente problemi di livellamento del piano dati dal fatto che inevitabilmente quando lo rimonterai l'estrusore sara' un po' piu' alto o un po' piu' basso, ma non demordere! bastera una calibrazione 😁 capisco cosa si prova, non farti abbattere dai 1000 problemi che danno le stampanti cinesi, tieni duro e alla fine farai delle ottime stampe! P:S. se stai usando il filo cinese in dotazione con la stampante è normale avere problemi di estrusione perche' il diametro non è uniforme -
se hai seguito alal lettera il manuale ma hai questo problema, qualcosa si è piegato nella stampante,ma in questo caso dovrebbe essere ben visibile ad occhio nudo.....
-
Ender 3: problemi di posizionamento del finecorsa Z
FoNzY ha risposto a steven nella discussione Hardware e componenti
non c'è un altezza specifica alla quale posizionare il fine-corsa, devi posizionarlo in modo tale che quando viene premuto(il finecorsa) il piano rimanga a circa 1mm dall'estrusore. questa distanza(1mm) questa distanza è facilemente regolabile con le viti del piano. prima di posizionare il fine corsa allenta le viti del paino a circa' meta' della corsa in modo che quando avrai regolato il fine corsa ed il piano è a circa 1mm è facile regolare le viti in quanto hai parecchio margine sia a stringere che a svitare. -
consigli su aumento qualità di stampa
FoNzY ha risposto a CICCIO1990 nella discussione Presentazioni
il piano puo' rimanere a temperatura ambiente per il PLA, quindi puoi lasciarlo spento. il flusso deve essere al 100% per la stampa(non primo layer che deve essere 115\120%), altrimenti c'è un problema da qualche parte (ugello con foro irregolare) la velocita' è buona, anche un po' troppo bassa..... linee di perimetro 2\ top\bottom layer 2 se l'estrusione è buona lascia 180 gradi ma 180 gradi sembrano un po' pochi.... valori intorno a 190\195 sono piu' "normali" gli angoli risultano con depositi indesiderati perche c'è poca ritrazione velocita' dir trazione 40mm\s distanza 5mm (dati indicativi, sei libero di ritoccarli un minimo) 2 linee di skirt belle distanti dal pezzo in stampa marca del filo? se è quello fornito con la stampante è normale che sia difficile da stampare.... controlla le cinghie che non siano lente e che non ci sia un gioco eccessivo nell'asse Z. -
150+dogana+ perdite varie di tempo+ costo spedizione = vale 50 euro? dipende dalla tua voglia di litigare con il prossimo 😅 dogana e spedizione sei su i 30 euro almeno,se spediscono da europa ok(spedizone un po' piu' lenta ma pazienza)
-
si, è molto comune ma puoi usare un qualsiasi vetro per risolvere il problema.... si, il 99% delle stampanti usano filamenti da 1,75 e se parliamo della fascia "cinese" o medio\basa allora siamo al 100%. io uso sketchup con plugin .stl export, sketchup è intuitivo ma ha molti limiti.....
-
I moduli aggiuntivi TL-Smoother funzionano?
FoNzY ha risposto a Elaboratore nella discussione Hardware e componenti
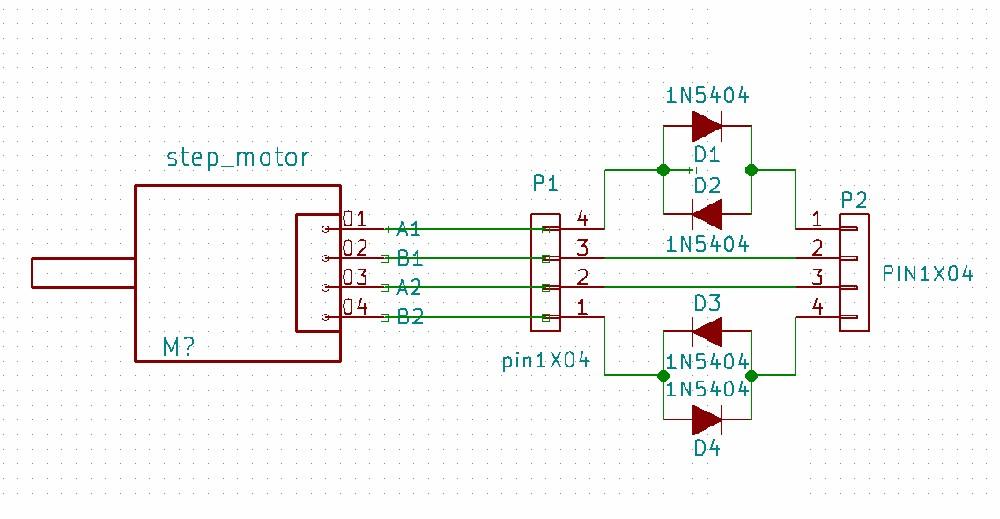
se si gira il motore il display si accende, ma non credo che sia un test affidabile, se paragoniamo la debole inerzia durante la stampa alla forza necessaria per girare il motore e far accendere il display(o comunque generare una tensione di 1v) le due forze testate sono veramente impari..... anche nell'eventulaita' dell'inerzia che generi tensione(non da accendere il display ma solo un disturbo) un buon driver sicuramente non ne risente..quindi la domanda è, meglio un buon driver o un pessimo driver con questi smother? (quella in foto è quello che ho testato) per quanto riguarda il posizionamento dei diodi nella configurazione a 8...uhmmmm..... solo un modo possibile.....ogni linea ha 2 diodi 😄
-
a te non interessa che il paino sia parallaelo rispetto al terreno ma rispetto all'estrusore. regolare il piano con una livella lo livella rispetto ad un ipotetico piano ideale ma realisticamente parlando il pavimento sara' un po' storto, il tavolo dove è poggiata la stampante anche e quindi regolare il piano con livella fa in modo che esso non sia paralello con l'estrusore. devi regolare il piano per prima cosa portando le viti di regolazioni a circa meta' corsa utile (in modo che possano essere avvitate e svitate senza problemi) poi devi agire sull'end stop di Z in modo che il punto 0 corrisponda ad una altezza di +1\0,4mm (quando va in home deve rimanere circa 1mm tra piano ed estrusore). regoli le viti in modo che questa distanza diventi quella del foglio di carta. per una calibrazione piu' accurata poptresti usare uno spessimetro.
-
Nuova Creality CR-10s, piatto di stampa graffiato
FoNzY ha risposto a Paulfranky nella discussione La mia prima stampante 3D
il problema è che il piano è troppo alto rispetto alla posizione dell'end stop. quando hai regolato il piano probabilmente lo hai alzato in Z e quindi adesso l'end stop invece di essere a 0 è in posizione -0.5mm. c'è una vite di regolazione sull'end stop di Z devi regolarla in modo da alzare di poco il punto 0 -
Problemi con scheda SD Prusa
FoNzY ha risposto a Alessio_VV nella discussione Problemi generici o di qualità di stampa
la scheda sd deve essere <di 4gb -
I moduli aggiuntivi TL-Smoother funzionano?
FoNzY ha risposto a Elaboratore nella discussione Hardware e componenti
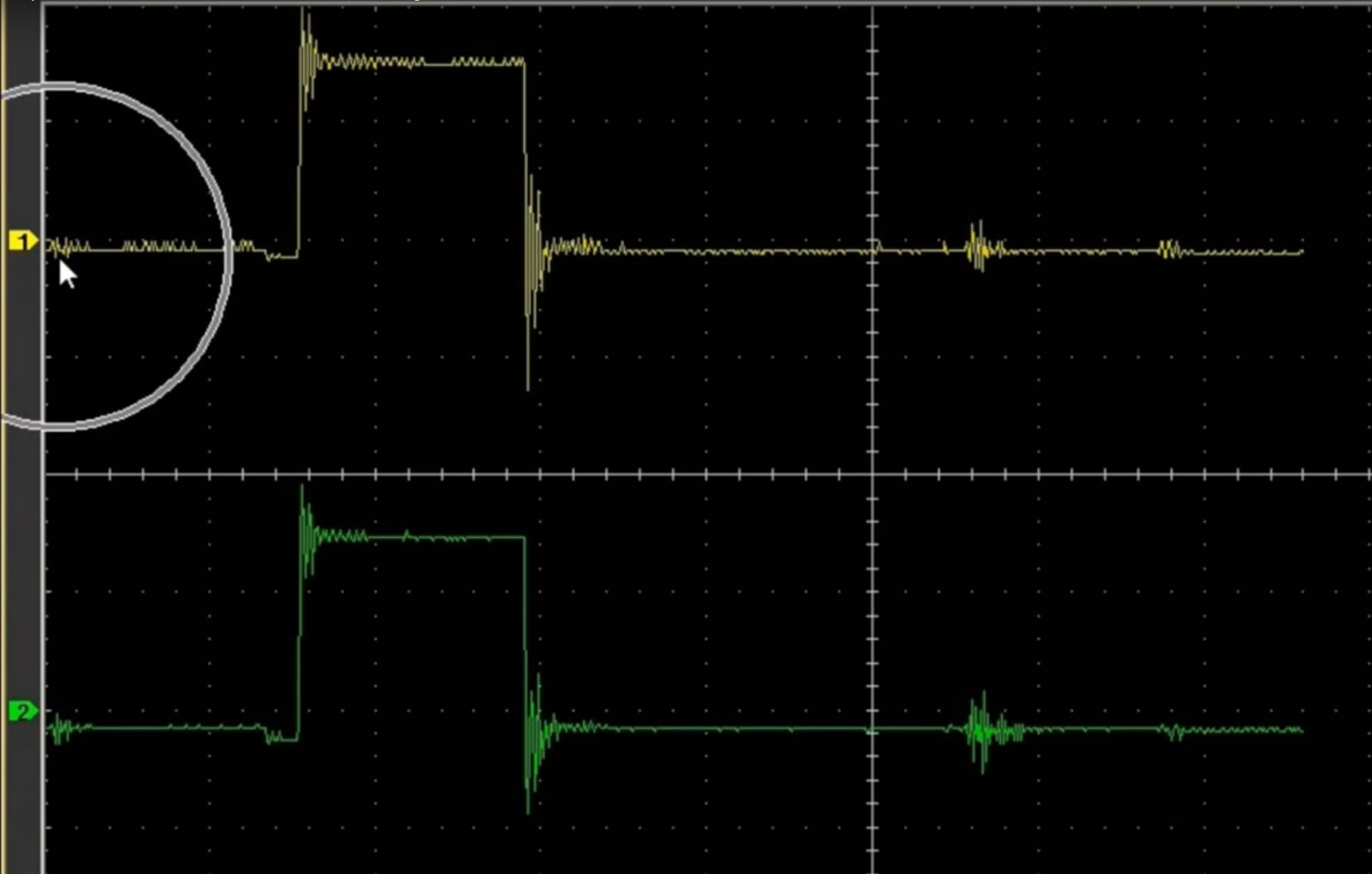
nel canale 1 vedi un onda generata dal driver stepper, nel canale 2 vedi la stessa onda dopo essere passata nello smoother... come vedi è super inutile... le considerazioni da fare sono che un driver migliore avrebbe generato un onda molto piu' pulita, infatti sono rimasto sorpeso da quanto sia irregolare ma d'altronde è un driver da pochi euro.... il tl smoother non fornisce alcuna sorta di miglioramento, sebbene migliori di pochissimo la forma dell'onda ne amplifica i disturbi(quando ce ne sono)...conviene prendere un driver stepper migliore piuttosto che questi diodi
-
il comando è x200 ma metti 195 in modo da avere un poco di amrgine. il numero dopo la X è la posizione assoluta, non puo' essere negativo, puo' esere solo un valore >\= 0 e <\= limite corsa