albemasci
-
Numero contenuti
104 -
Iscritto
-
Ultima visita
Obiettivi di albemasci
")
Newbie (1/14)
3
Reputazione Forum
-
Problema non meglio identificato
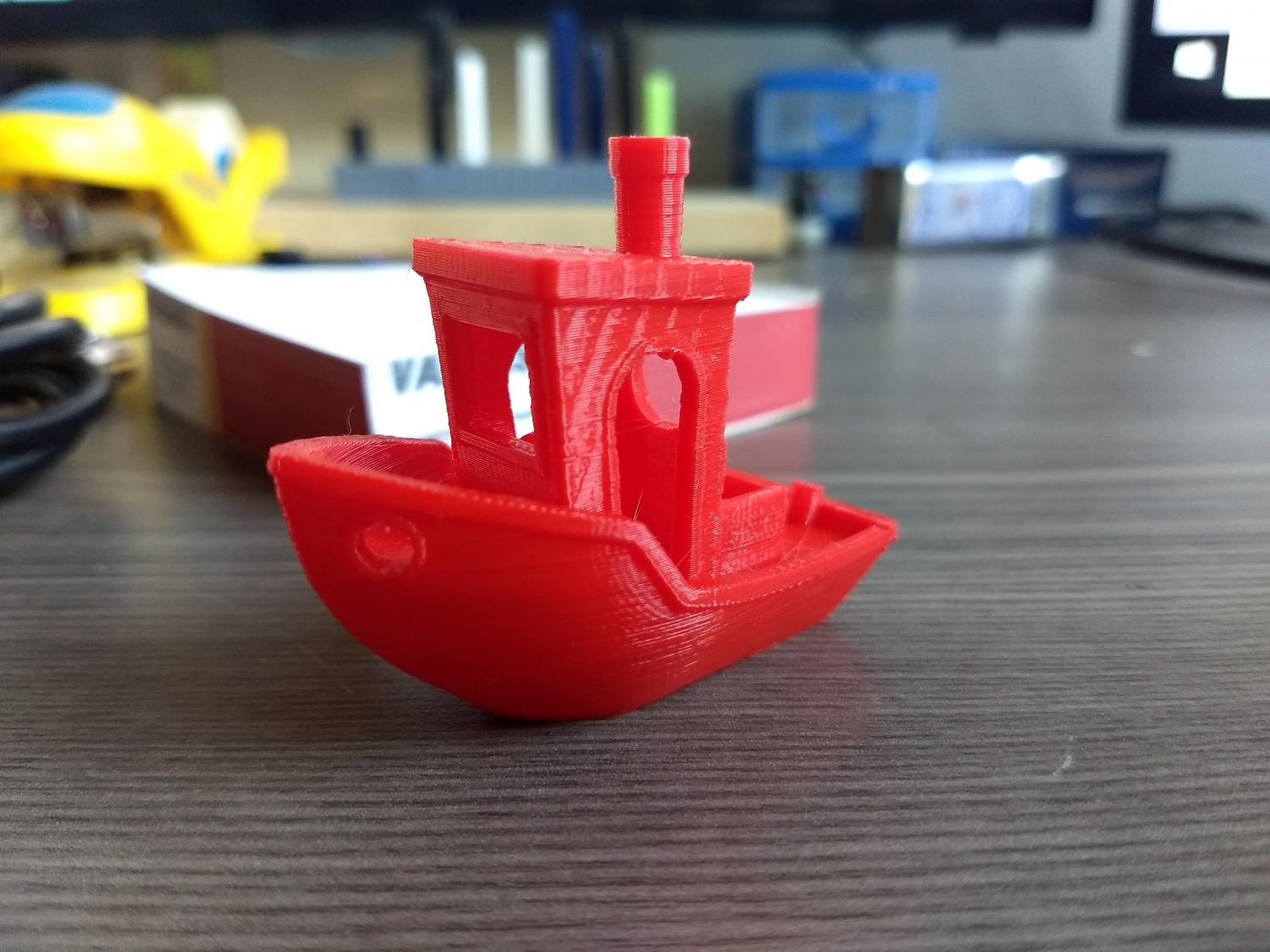
albemasci ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti! Dopo aver smanettato un po' coi settaggi della stampante che ho finito di programmare qualche giorno fa, risolvendo per ora i più comuni difetti di stampa, sono arrivato a un punto morto. In sostanza, sulle pareti dell'abitacolo della benchy, mi appare una sorta di motivo a righe diagonali; inoltre, gli angoli dell'abitacolo, non sono regolari accanto all'oblò. Per adesso sto lavorando a layer alti 0.2. Allego foto: Sapete indicarmi cosa potrebbe causare questi problemi?
-
Rapporto di trasmissione per motore passo passo
albemasci ha risposto a albemasci nella discussione Hardware e componenti
Grazie del suggerimento! Se mi addentrerò in questa avventura, poi vi posto i risultati! 😁 -
Rapporto di trasmissione per motore passo passo
albemasci ha risposto a albemasci nella discussione Hardware e componenti
Ottimo! sai dirmi il modello dello stepper? Almeno do un'occhiata alle caratteristiche e mi faccio un'idea! Ad ogni modo, con il passo delle viti dovrei impostare molti steps/mm per ottenere buone velocità; magari i motori ci riescono comunque, ma non sono certo sia un modo efficiente di usare gli stepper: a quanto leggevo su internet, sembrerebbe che gli stepper per loro natura siano più efficaci a gestire alte forze di torsione piuttosto che alte velocità. Nella mia piccolissima esperienza, un po' tutti gli stepper perdono passi con l'aumentare della velocità, cosa che sembrerebbe confermare quello che ho letto. Per questo volevo un "riduttore" (che poi non credo sia propriamente un riduttore, in quanto fa il contrario, ma non saprei proprio come chiamarlo, non sono esperto.. 😁) che faccia corrispondere più rotazioni a una singola rotazione dello stepper motor. Non so se mi sono spiegato.. -
Rapporto di trasmissione per motore passo passo
albemasci ha risposto a albemasci nella discussione Hardware e componenti
Certo, sicuramente una sls o sla sarebbe un modo più efficiente di spendere soldi se l'unico obiettivo fosse il risultato.. Ma hai detto bene, per me è un hobby, e il divertimento nella progettazione e costruzione sono sul piatto della bilancia! 😁 Se sai indicarmi siti tipo RS con prezzi non hobbistici, anche solo per curiosità, sono tutto orecchie! -
Rapporto di trasmissione per motore passo passo
albemasci ha risposto a albemasci nella discussione Hardware e componenti
Interessante, me lo immaginavo ma non lo sapevo! Avevo solo visto le CNC... mi diresti qualche modello, così magari guardo meglio come sono fatte e mi faccio un'idea? Concordo, molto probabilmente non ne vale la pena.. ma ero curioso di vedere dove andavo a cadere con i costi: penso sia un meccanismo più preciso rispetto alle classiche cinghie/pulegge, non avendo il problema della, seppur piccola, flessibilità delle cinghie. Visti, ma anche in questo caso li ho trovati solo con rapporti che diminuiscono la velocità in favore della coppia! Ma forse non so io dove cercare, ho guardato solo su aliexpress, ebay e banggood! Qualche dritta su dove guardare? -
Rapporto di trasmissione per motore passo passo
albemasci ha risposto a albemasci nella discussione Hardware e componenti
Un esperimento! Vorrei progettare una stampante 3d con tutti gli assi che si spostano tramite viti a ricircolo di sfere! Il "riduttore" mi serve perché gli step/mm necessari sarebbero troppo alti, e sicuramente i motori perderebbero passi.. -
Rapporto di trasmissione per motore passo passo
albemasci ha pubblicato una discussione in Hardware e componenti
Qualcuno sa se esistono dei "riduttori" (gearbox) per motori passo passo che diminuiscano la coppia in favore della velocità? Se si, dove posso trovarli? Ne ho trovate solo che fanno l'inverso.. -
Credo che N/m stia a significare il momento angolare a distanza di un metro, quindi la conversione dovrebbe essere 12.7N/cm=0.127N/m Non voglio sbilanciarmi sul motore adatto o meno per l'estrusore, credo che sia sufficiente ma lascio ai più esperti la sentenza! 😀
-
Firmware flashato.. ma non rilevo modifiche!
albemasci ha risposto a albemasci nella discussione Software di slicing, firmware e GCode
Grazie mille, Alep, non solo per aver risolto il problema, ma anche per la spiegazione interessante e utilissima sull'EEPROM! 🙂 -
Firmware flashato.. ma non rilevo modifiche!
albemasci ha pubblicato una discussione in Software di slicing, firmware e GCode
Ciao a tutti! Ho voluto fare un test cambiando una puleggia alla stampante. Fatta l'operazione, ho modificato gli steps/mm nel firmware (Marlin 2.0): era impostato su 200 (puleggia da 16, cinghia gt2, 1/32 di passo), quindi avendo messo una puleggia da 20 ho portato a 160. Questa è l'unica stringa su cui ho messo le mani: #define DEFAULT_AXIS_STEPS_PER_UNIT { 200, 160, 800, 838 } In sostanza, dopo averlo flashato, non cambia niente! Gli steps/mm mi restano a 200. Ho provato altri valori per sicurezza, e stesso risultato. Preciso che sto usando una MKS Sbase 1.3 e uno stepper esterno per l'asse Y. P.S. ho provato a lanciare un M502 (factory reset) da pronterface prima di effettuare l'ultimo flash, con lo stesso risultato! -
MK4Duo 1.3.7: L'asse Z non risponde allo Z Homing
albemasci ha risposto a albemasci nella discussione Software di slicing, firmware e GCode
manualmente si muove correttamente, e non rileva l'endstop attivato (verificato da pronterface con comando M119). In realtà, ho risolto il problema... cambiando scheda madre! 😀 Sarò io che non sono esperto, ma la mia esperienza con la minitronics 2.0 è stata pessima! Fortunatamente avevo una vecchia MKS Sbase 1.3, che ho programmato con relativa facilità con Marlin 2.0. Peraltro, i motori si muovono molto più silenziosamente senza che abbia fatto niente.. meglio così 😀 Grazie mille, in ogni caso, a tutti! 🙂 -
MK4Duo 1.3.7: L'asse Z non risponde allo Z Homing
albemasci ha risposto a albemasci nella discussione Software di slicing, firmware e GCode
... Nessuno ha idee? Io ho riletto tutto, ma non riesco proprio a capire dove possa aver sbagliato, e non so più cosa provare.. 😔 -
MK4Duo 1.3.7: L'asse Z non risponde allo Z Homing
albemasci ha risposto a albemasci nella discussione Software di slicing, firmware e GCode
Grazie mille per la risposta Alep, persino la notte! 😁 Purtroppo mi risultano tutti "not triggered".. E purtroppo non posso fare un homing solamente dell'asse Z perché ho attivato l'opzione Safe Homing: il mio piano di stampa non si estende fino al sensore quando gli assi x e y sono sul finecorsa, e con safe homing dovrebbe spostare la sonda in un punto predefinito (nel mio caso il centro del piano).. Questi sono i parametri che ho impostato (in realtà erano già pronti così, ho solo decommentato): #define Z_SAFE_HOMING #define Z_SAFE_HOMING_X_POINT ((X_MIN_POS + X_MAX_POS) / 2) #define Z_SAFE_HOMING_Y_POINT ((Y_MIN_POS + Y_MAX_POS) / 2) Di fatto, chiedendo un homing di tutti gli assi, la stampante fa questo: Homing dell'asse x (corretto) Homing dell'asse y (corretto) Spostamento del sensore al centro del piano di stampa (corretto) FINE. Semplicemente la stampante, a quel punto, non esegue l'homing dell'asse Z come dovrebbe! Nessun movimento né verso l'alto né verso il basso. Ho provato a spostare manualmente l'asse Z affinché dopo, con spostamenti verso l'alto, risultasse alla stampante che l'asse è sopra lo zero. Stesso risultato.. 😖 -
MK4Duo 1.3.7: L'asse Z non risponde allo Z Homing
albemasci ha pubblicato una discussione in Software di slicing, firmware e GCode
Ciao a tutti, Sto installando una minitronics 2.0 (come alcuni di voi sanno bene, avendoli già torturati con i miei post di troubleshooting. E a proposito, grazie ancora a tutti per l'aiuto!) Il problema è questo: quando eseguo un homing, Gli assi X e Y eseguono l'homing correttamente, ma dopo l'asse z resta fermo. L'asse Z funziona correttamente, e lo stesso vale per la sonda a induzione che utilizzo (lanciando il comando M119 per vedere lo stato degli endstop, risulta "Not Triggered", e avvicinandola al piano di stampa diventa "Triggered". Ho provato ad abassare il feedrate dello Z homing fino a 2mm/s: niente, asse immobile. Con pronterface o da monitor, invece, risponde perfettamente ai comandi di movimento.. Ho la sensazione che sia una sciocchezza, ma non riesco a trovare il problema.. Qualcuno sa aiutarmi? -
Ronzio a Motori Abilitati
albemasci ha risposto a albemasci nella discussione Software di slicing, firmware e GCode
Di rientro dalle vacanze, ho avuto modo finalmente di rimettere le mani sulla scheda! Leggendo quello che mi hai inviato, e sbirciando al volo su internet, mi sembra di aver capito che non sia niente di problematico, salvo il rumore! Quindi ho pensato di ignorare la cosa, almeno per ora ma forse anche per sempre: il rumore non è un problema per me. Piuttosto, è sorto un problema ben maggiore! 😖 A qualsiasi VREF (da 0,5V a 1,2V), e con gli stepstick ben raffreddati, sembra che i motori vogliano ignorare gli spostamenti di oltre 10mm per volta. Semplicemente si fermano come se stessero perdendo passi! Però, almeno nella mia esperienza, in caso di perdita di passi, il movimento viene interrotto e poi riprende. Qui proprio cessa! Questo accade, ad esempio, se richiedo un homing dell'asse X: Il motore si sposta di poco verso il finecorsa, poi si ferma. La cosa assurda è che a 0,5V e a 1,2V non noto assolutamente nessuna differenza! Ho controllato i finecorsa da repetier, e risultano correttamente "not triggered" normalmente e "triggered" se premuti... EDIT: Ho risolto! Ho disabilitato la disabilitazione degli assi in disuso (scusate il gioco di parole) agendo su queste stringhe: #define DISABLE_X false #define DISABLE_Y true #define DISABLE_Z false #define DISABLE_E false Ho mantenuto Y, dato che funzionava bene (uso uno stepstick diverso per quello)! Ho poi risolto il problema del ronzio prolungato, agendo su questo parametro: #define DEFAULT_STEPPER_DEACTIVE_TIME 1 che prima era settato a 120 (secondi). In questo modo, dopo un secondo il ronzio cessa. Spero possa essere d'aiuto a qualcuno, grazie ancora per l'aiuto @FoNzY! Albe.