Cubo
-
Numero contenuti
1.145 -
Iscritto
-
Ultima visita
-
Giorni Vinti
13
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Cubo
-

Orca slicer top surface
Cubo ha risposto a Loro.08 nella discussione Software di slicing, firmware e GCode
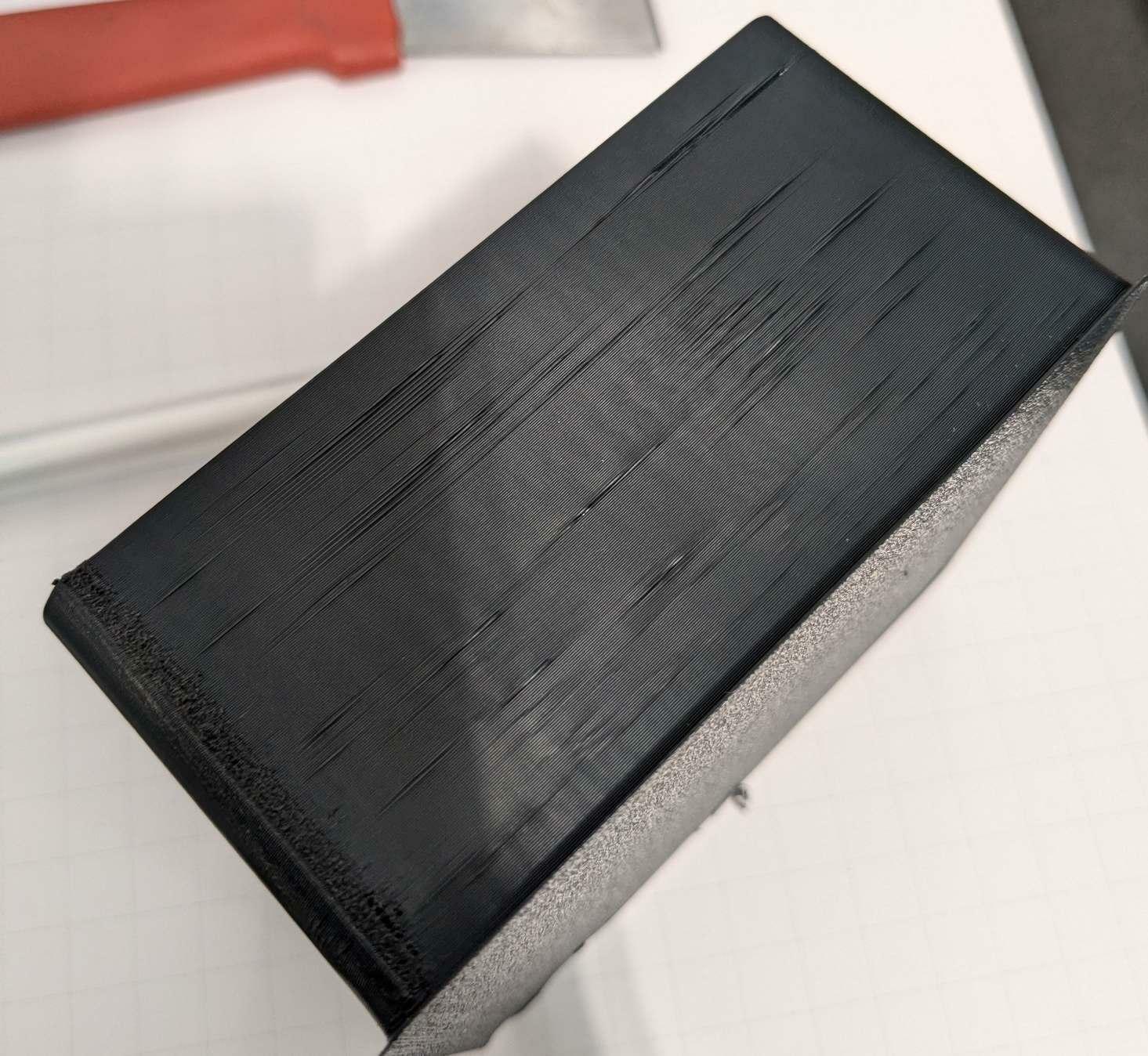
Un altra cosa che noto ora: si intravede la trama dell infill sottostante. Forse hai messo troppi pochi strati superiori, se sono tropo pochi è difficile avere una superficie regolare. Di solito io ne metto almeno 2-3 se non mi interessa l'estetica (con due quasi sicuramente hai difetti), sennò anche 5 o più. Altra cosa che può aiutarti è infittire l infill. -
Qell'effetto è dovuto alle cinghie che vibrano a causa delle accelerazioni troppo forti. Se ha l'input shaper portesti ricalibrarlo, altrimenti credo tu possa solo ridurre le accelerazioni (probabilmente hai le impostazioni nello slicer). Ps. Sugli ultimi strati si vedono gli effetti di un flusso sovrabbondante, a me quelle cose capitano quando inizia a staccarsi dal piano la stampa, si solleva e quindi l'ugello va a stampare troppo vicino "sbrodolando" ai lati.
-
Orca slicer top surface
Cubo ha risposto a Loro.08 nella discussione Software di slicing, firmware e GCode
Cioè ti abbassa leggermente lo z-offset per le superfici superiori ? Mai vista quella funzione ma non significa che non esiste. Credo invece esista la possibilità di calibrare il flusso specificatamente per la top surface, nel tuo caso andrebbe ridotto un pochino. Su orca in alto dove ci sono i test precaricati c'è anche quello per il flowrate e se ricordo bene stampa dei quadratini variando il flusso e permette quindi di scegliere quello con la top surface migliore (sono da fare due passaggi, uno con le variazioni piu grossolane e uno piu fino). -
Goccia di materiale sul primo strato
Cubo ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
Forse il primo layer è troppo schiacciato, si accumula pressione e appena si alza il nozzle (ad esempio con lo z hop) esce il materiale compresso... Poi 250 gradi mi sembrano tantissimi per il petg -
Consiglio stampante a resina offerte black friday
Cubo ha risposto a Cubo nella discussione La mia prima stampante 3D
Voi come la filtrate ? Ho visto che mi hanno dato un mbuto di carta ma quello mi basta la prima volta solo. Prendo in ferraente un "passino" con una griglia fina di inox ? O anche di plastica ? -
Consiglio stampante a resina offerte black friday
Cubo ha risposto a Cubo nella discussione La mia prima stampante 3D
Ho un dubbio sull'altezza layer. Di default sta a 0,050mm ma su un video consigliavano di mettere un multiplo degli step del motore (che non saprei come calcolare, o meglio non so il passo delle viti e gli step per ° del motore). Voi che dite ? Ps. Ma la resina la posso lasciare nella vascheta in eterno se tengo il coperchio chiuso ? -
Consiglio stampante a resina offerte black friday
Cubo ha risposto a Cubo nella discussione La mia prima stampante 3D
Presa (essendo la prima a resina che prendo ho preferito Amazon... Però 40euro di differenza non son pochi). Nell'attesa sto guardando un po di tutorial su come iniziare. Una cosa non ho ancora trovato: si possono fare pezzi pieni o non conviene? Poi ho visto che alcuni stampano "inclinato". È per avere meno deformazioni o per sfruttare meglio lo spazio? -
Prima di cambiare materiale, se vuoi cambiare e forse migliorare un po' l'aspetto, puoi provare la funzione "fuzzy skin". Aiuta a nascondere gli strati, un po come fanno anche i filamenti caricati. Non l ho mai provata però.
-
Consiglio stampante a resina offerte black friday
Cubo ha pubblicato una discussione in La mia prima stampante 3D
Vorrei sfruttare quest'ultimo giorno di offerte per prendere una stampane a resina. Obiettivo: spendere bene e stare sotto i 300 euro. Cosa mi conviene prendere ? Ho visto queste: PHOTON MONO 4 https://amzn.eu/d/dgG3jx4 (189€) PHOTON MONO X 6K https://amzn.eu/d/1ENOlYi (239€) Così a sentimento sarei tentato di andare uslla seconda... ma faccio bene ? 🤔 Poi mi servirebbe anche della resina per iniziare e non ho proprio idee... Esiste qualcosa che somigli al "pla" delle fdm ? (intendo per semplicità di utilizzo). Potrebbe essere una lavabile in acqua tipo questa ? https://amzn.eu/d/9pQp5K2 Grazie in anticipo -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
Dentro la mia macro START c'è lo Z-tilt e il bed mesh (li ho messi li perché per prendere e riporre il "mio" clicky probe ho un gcode apposta)... comunque dopo quello io alla fine dello start gcode lascio l'ugello a 4mm dal piatto. Lo slicer (orca), quando crea il gcode di un modello, dopo il mio start gcode decide di abbassarsi a 0.45mm prima di spostarsi nel primo punto della skirt per iniziare a stampare... Posso mettere quello che voglio nello start gcode, è lo slicer che poi fa abbassare l'ugello e lo sposta sfiorando il piatto (quando dovrebbe fare il contrario, prima spostarsi e poi abbassarsi...) 🤷♂️ -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
Io uso la skirt per sistemare i difetti della primissima estrusione. Quindi non mi serve stare vicino al piatto per evitare oozing (tanto il filamento mancante poi finisce nella skirt), il problema è che lo fa "da solo" e non dipende dallo start gcode. Il mio start gcode è questo: Però se creo un gcode mi fa questo all'inizio (salto la prima parte dello start gcode che è uguale): Ho il sospetto che quello 0.45 (a cui si mette prima di spostarsi verso l'area di stampa) possa essere un parametro dello slicer... Di sicuro non è nello start gcode.. 🤔 Forse dovrei essere io a dirgli di mettersi sopra l'area di stampa dopo aver raggiunto la temperatura, cioè dopo G1 Z4 dovrei dargli G1 X[primo punto skirt x] Y[primo punto skirt Y] Z4 però non so come dargli X ed Y, non so se sono parametrizzate come la temperatura del piatto per esempio [first_layer_bed_temperature] -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
Problema un po' stupido: In una stampa dopo la mesh la testa va tutta avanti a destra e scalda l'ugello ad una distanza di sicurezza di 5mm circa, poi si mette ad altezza z=0.2 e va a stampare strisciando a volta un po' sul letto. Come faccio a fare in modo che prima si metta sopra a dove deve iniziare a stampare e poi scenda all'altezza del primo layer ? 🤔 E' una cosa che si imposta da slicer per caso? -
Avvio la stampa ......finisce dopo 41 ore !!!
Cubo ha risposto a biandrea nella discussione Problemi generici o di qualità di stampa
Dovresti rivedere il modello per otimizzarlo per la stampa 3D. Non ho capito se lo hai già fatto, ma quello che farei io è tagliare la turbina a metà, in corrispondenza delle parti "affilate" che splittano il getto. E poi reincollarle ovviamente. Inoltre la parte tonda che dovrebbe convogliare i getti verso la direzione opposta di arrivo, la modificherei lasciandogli degli "scarichi" in corrispondenza della parte superiore della stampa. In quelsto modo non hai più l'acqua che è reindirizzata perfettamente indietro e perdi un po' di efficienza, ma stampi meglio. Oppure dovresti pensare di stampare le pale singolarmente. Probabilmente si trovano anche prestampate ad iniezione da qualche parte però se la sfida è stampare in 3D allora vale la pena considerare quanto sopra. -
Potrebbe esserci una discrepanza nei parametri della sezione velocità. Prova a confrontarli con quelli di cura. Potrebbe essere che il profilo ha accelerazioni e velocità più lente ma poi la stampante usa le sue di default più veloci.
-
X-max 3 problemi superfici orientate verso il retro stampante
Cubo ha risposto a Cubo nella discussione Problemi generici o di qualità di stampa
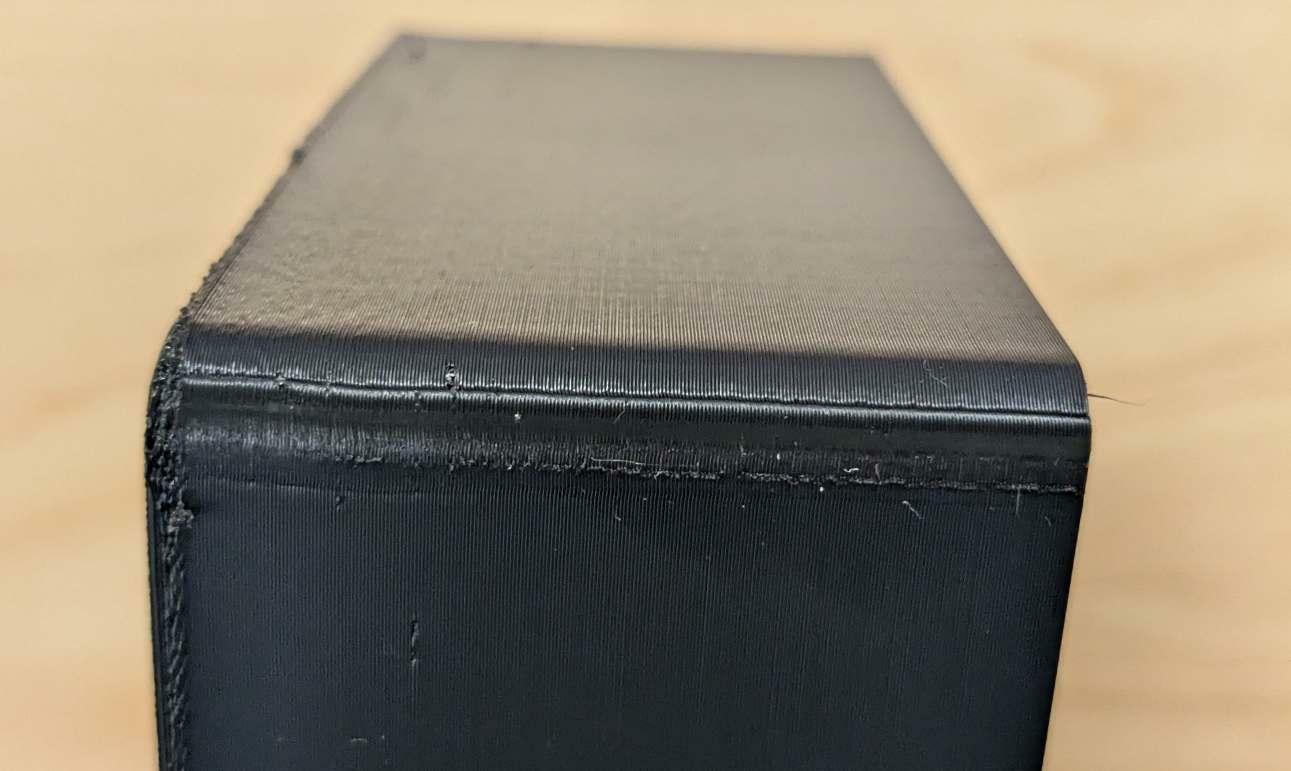
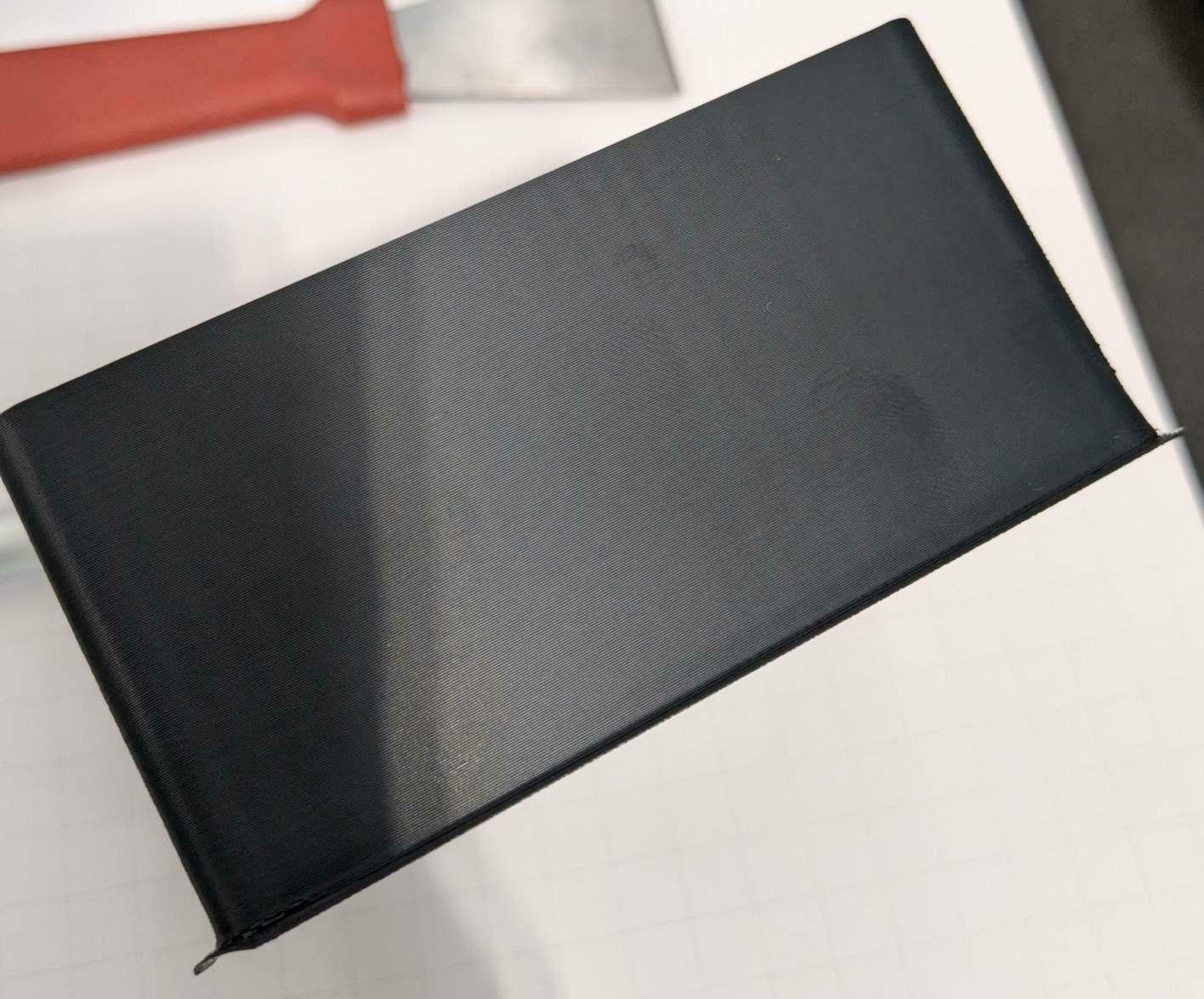
Test con profili standard qidi (filamento, stampante, impostazioni stampa, tutto default) Ho spostato davanti la giunzione per vedere se magari era un problema della parte finale delle linee (prima la giunzione era dietro) Retro: Giunzione che ora viene decente davanti (quindi prima veniva male solo perché era dietro) Una nota: il profilo di default per l ASA stampa a 260°C. Quando me ne sono accorto, a metà stampa, ho provato a calare a 255 e infatti da metà in poi è leggermente migliorato. Quindi stampare caldo peggiora, però sembra strano che sia un problema di raffreddamento. Se fosse dovrebbe affiggere tutte le linee, invece peggiora solo l'ultima parete sembra. Farò un test stampando a 235°C sempre ASA (che sarebbe troppo freddo)...
-
Lk1 spegnimento automatico
Cubo ha risposto a pietromasini nella discussione La mia prima stampante 3D
I've read that cutting the power off is not appropriate and can result in some problems with the software sometimes. For that I know there are some small "ups" that can provide energy to the raspberry to properly shutting down after the power is interrupted. Unfortunately I don't know how to install them but I think there are some guides. https://biqu.equipment/products/btt-ups-24v-v1-0-resume-printing-while-power-off-module?_pos=1&_sid=afd44ed8e&_ss=r -
Io resto dubbioso sui sacchetti sotto vuoto, li ho usati sino a poco fa (su una ventina di bobine) ma ogni volta che tiravo fuori le bobine non erano mai asciutte del tutto, infatti mettendole poi nell'essicatore questo segnava sempre una umidità alta. Tra l'altro, col tempo, quasi tutti i sacchetti perdevano il vuoto iniziale. Al momento ho deciso di lasciare tutte le bobine aperte e, quando serve, le metto nell'essicatore per un oretta prima di stampare (e poi le lscio li durante la stampa). Per ora non ho avuto problemi con pla e petg.
-
X-max 3 problemi superfici orientate verso il retro stampante
Cubo ha risposto a Cubo nella discussione Problemi generici o di qualità di stampa
Ho provato a stampare senza nessuna ventola attiva (tranne raffreddamento hotend). Retro: Lato: Proverò a stampare col profilo per asa di qidi ma penso non cambi nulla (quello che uso è derivato da quello). L'unico sospetto che mi rimane è un problema meccanico quando la testa di stampa si muove da sx a dx. Questo accade sempre e solo nelle pareti posteriori perché stampa sempre in senso orario i perimetri. C'è un modo per far stampare in senso antiorario per caso? (così si invertono i sensi di percorrenza e vedo se è un problema di movimento lungo x) 🤔
-
problema con disegno per stampa in vase mode
Cubo ha risposto a lever63 nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
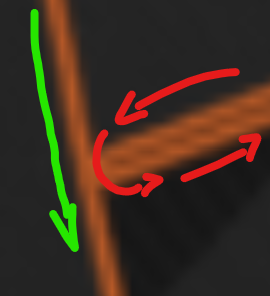
Potrebbe anche essere la distanza interna tra le pareti esterne, che poi diventano le traiettorie di stampa in vasemode. Se la distanza è troppo piccola, meno di due volte la larghezza delle linee, allora non riesce a passare con l'estrusione e salta dei pezzi. Per esempio qui: Lo slicer deve fare il perimetro con la traiettoria rossa per passare attorno al piccolo taglio nel modello. Se il taglio si avvicina troppo alla traiettoria verde, poi non riesce più a fare quest'ultima (o viceversa) perché la prima traiettoria ci passa sopra e va in conflitto. Tempo fa avevo provato a fare un modello per stamparlo in vasemode ed avevo visto proprio questo: distanze tra le superfici esterne che internamente al modello misuravano meno di due volte la line widh mi facevano saltare degli strati. Imho dovrebbero semplicemente permettere l'interferenza tra le linee in vasemode. Non sarà ottimale ma risparmia un sacco di problemi e poi per la produzione di aeromodelli bisogna necessariamente mettere le linee vicine perché si saldino tra loro e creino una struttura resistente...
-
orcla slicer aiuto
Cubo ha risposto a skg1196 nella discussione Software di slicing, firmware e GCode
Non capisco il senso di aggiungere "pareti di infill" invece che semplici pareti... 🤔 Credo di non aver mai visto questa funzione né su orca né su cura -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
0.16x0.75x140 = 16,8 mm cubi per secondo È molto più di quanto mi sarei aspettato dall hotend stock, anzi direi quasi sicuramente che il nozzle è un cht o un volcano 🤔 -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
A me è uscito lucido sui lati pur andando forte (sarà il volcano che lavora bene). -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
Il problema è che io uso questi e non li fanno rivestiti ☹️ Però magari è la volta che mi faccio la nichelatura in casa, non dovrebe essere difficile 🤔 Comunque forse sto stampando troppo veloce perché la stessa stampa andando più lento (sono scedo da 22mm^3/s a 20) mi ha fatto meno difetti. Ho sempre sentito dire che col petg bisogna andare più lento. Io non ho problemi di flowrate però forse non è solo quello che conta. Voi a che velocità lo stampate il petg? (Io nella stampa più veloce tutta sputacchiata andavo a 350mm/s circa, nozzle 0.4 altezza 0.2)
-
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
Cubo ha risposto a Cubo nella discussione Nuove idee e progetti
Sto provando a stampare PETG... è normale che il nozzle si sporchi tantissimo e che addirittura sputacchi in giro pezzetti ? 😅 Questa è la seconda stampa che faccio, dopo la prima il nozzle era compleamente rivestito di petg fino a dove arriva il silicone. Ho già controllato e non è roba che trafila da sopra (anche perché ho i nozzle con un unica gola che va da estrusore ad ugello quindi sarebbe impossibile) Potrebbe sembrare nella foto che ci sia sottoestrusione ma è l'interfaccia dei supporti. Le pareti del modello stanno venendo perfette.
-
Io ho il sunlu, quelli che è riscaldato sia sopra che sotto. Lo uso anch'io come dice Fonzy, leggermente aperto, altrimenti l umidità non esce.