Cubo
-
Numero contenuti
1.145 -
Iscritto
-
Ultima visita
-
Giorni Vinti
13
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Cubo
-
Ho trovato il post dove avevo messo le foto dei piatti presi da hmp: Ps. Ricordo che avevo provato a passarli con la lima ma i solchi erano troppo profondi (ci avrei messo 1 ora a pulire i bordi del piatto da 300..)
-
Anch'io ho preso i piani della mia stampante su hmp, però occhio che arrivano con dimensioni leggermente abbondanti e con taglio tutt'altro che pulito e non in squadra perfetta. Io me li ero portati a misura ed in squadra con una troncatrice da legno (ho scoperto che l'alluminio si taglia benissimo con le lame da legno).
-

Curiosità firmware prusa core one
Cubo ha pubblicato una discussione in Software di slicing, firmware e GCode
Domanda forse banale: la nuova prusa core one (come la XL penso) si basa su klipper o prusa ha un suo firmware proprio (non klipper personalizzato)? -
X-max 3 problemi superfici orientate verso il retro stampante
Cubo ha risposto a Cubo nella discussione Problemi generici o di qualità di stampa
No dobbiamo ancora smontarla. Il fatto è che stampa male su un lato, ma stampa 😅 quindi essendoci sempre un sacco di cose da fare non ci abbiamo messo ancora mano -
Bambulab sempre più proprietaria ?
Cubo ha risposto a Cubo nella discussione Notizie sulla stampa 3D
Però bambulab potrebbe decidere un giorno di renderlo obbligatorio con un update. Non dico che lo farà sicuramente, però se volesse nulla glielo impedirebbe... Secondo me non lo hanno ancora fatto per il semplice motivo che non gli conviene al momento (le loro stampanti diventerebbero meno appetibili e non hanno il monopolio quindi perderebbero fette di mercato) -
Pare che con l'ultimo aggiornamento bambulab stia cercando di chiudere sempre più le sue stampanti. Se ho capito bene gli accessori di terze parti tipo il pand touch o orca slicer non saranno più utilizzabili. A quanto pare hanno già crackato il firmware e c'è il modo di eludere questo update, però sengala una intenzione chiara a mio avviso. Bambulab dice che fanno tutto questo per questioni di sicurezza ma io gli credo poco 😐 la cosa più sicura infatti sarebbe lasciare usare le stampanti offline senza l'obbligo di connetterle al cloud come vogliono fare invece. Voi che ne pensate ? Arriverà presto il giorno in cui bisognerà usare il loro filamento proprietario per stampare (hanno già i chip tra l'altro quindi non ci metterebbero molto) come con le odiose stampanti ad inchiostro ? 😨 O si esagera ? Io per il momento son contento di aver resistito all'acquisto di una p1s
-
Sono curioso di sapere come va, ho una bobina a casa di asa-cf mai aperta 😐 In teoria i caricati dovrebbero avere meno ritiro dovuto al raffreddamento e quindi meno waping, penso sia per quello che si possa abbassare la temperatura del piano (o almeno provare).
-
Per fare le superfici lucide puoi usare anche il pvb al posto dell abs e l isopropilico al posto dell acetone. Il vantaggio sarebbe che il pvb non ha bisogno delle temperature dell abs per essere stampato. Il pvb si chiama anche polysmooth (che sarebbe il pvb di polymaker)
-
Consiglio stampante a resina offerte black friday
Cubo ha risposto a Cubo nella discussione La mia prima stampante 3D
Perfetto, misebrava un'operazione abbastanza inutile e complicata infatti. Altra cosa, il fep, mi dice la stampante quando cambiarlo (magari conta le ore, non so) ? Oppure lo devo capire io ? -
Consiglio stampante a resina offerte black friday
Cubo ha risposto a Cubo nella discussione La mia prima stampante 3D
Ah ok grazie, allora mi faccio un profilo apposta per la nera. Un altra cosa, voi come lo fate il "vat cleaning" ? Cioè come togliete il foglio che si crea sul fondo per pulire la vasca dai residui ? Togliete la resina prima ? Io ho provato senza togliere la resina, andando un po' a sentimento con la spatola di plastica e sono riuscito a togliere il foglio... E pure a bucare il fep 😓 (un buchetto su un angolo, tappato ora con lo scotch da sotto) E poi, ogni quanto serve fare questa procedura ? A me la propone al termine di ogni stampa... ma non è da fare solo se fallisce ? -
Consiglio stampante a resina offerte black friday
Cubo ha risposto a Cubo nella discussione La mia prima stampante 3D
Mi conviene ridurre un po il tempo di esposizione? (vedo più cilindri che fori aperti) Sono a 0,05mm e 2,5s per layer I primi 10 strati però li fa a 25s... E come noterete dalla foto, faccio fatica a staccare i pezzi senza romperli, mi conviene abbassare anche quel parametro? (magari 5 strati a 15secondi?)
-
Consiglio stampante a resina offerte black friday
Cubo ha risposto a Cubo nella discussione La mia prima stampante 3D
Per ora ho risolto così e sembra funzionare (la scatola èquella con cui è arrivata la stampante).
-
Altra cosa, d'inverno puoi alzare la temperatura del letto anche di 5-10 gradi rispetto all'estate. Io pla lo stampavo a 55°C ma qualche mese fa sono dovuto salire a 65°C (70 per sicurezza) perché senno mi si staccavano le stampe dal letto (d'estate ho anche 30°C mentre adesso neanche 15°C di temperatura ambiente)
-
Il dubbio che avrei io è: se l' EASY/HYPER ABS si attacca al piatto ad una temperatura inferiore, allora ha una temperatura di transizione vetrosa più bassa, ma a quel punto tanto vale stampare petg forse... Non è detto che sia così ma lo sospetto fortemente
-
Mi lascia qualche dubbio la camera a 65°C con gli assi in carbonio. In teoria la resina epossidica con cui li fanno comincia a perere rigidezza se si sale troppo di temperatura (poi bisogna anche vedere che resina è). Non è che si scioglie l'asse x o si piega, però magari comincia ad usurasi dove scorrono i cuscinetti (se ci sono cuscinetti a sfera).
-
X-max 3 problemi superfici orientate verso il retro stampante
Cubo ha risposto a Cubo nella discussione Problemi generici o di qualità di stampa
Stesso problema con pla, tutto originale, firmware devo vedere. Cercando non ho trovato nulla di simile al mio problema. Il mio sospetto ora è che ci sia un grano allentato in una puleggia dei motori, potrebbe spiegare il difetto... vi terrò aggiornati. -
X-max 3 problemi superfici orientate verso il retro stampante
Cubo ha risposto a Cubo nella discussione Problemi generici o di qualità di stampa
Nel mio messaggio del 31 ottobre c'è il quadrato fatto con un perimetro solo, e viene bene. Lo faceva anche col pla Questa cosa che con i perimetri esterni per primi mi cambia il lato del difetto è inspiegabile... E ho pure provato a fare slicing con orca ma il risultato è lo stesso. -
X-max 3 problemi superfici orientate verso il retro stampante
Cubo ha risposto a Cubo nella discussione Problemi generici o di qualità di stampa
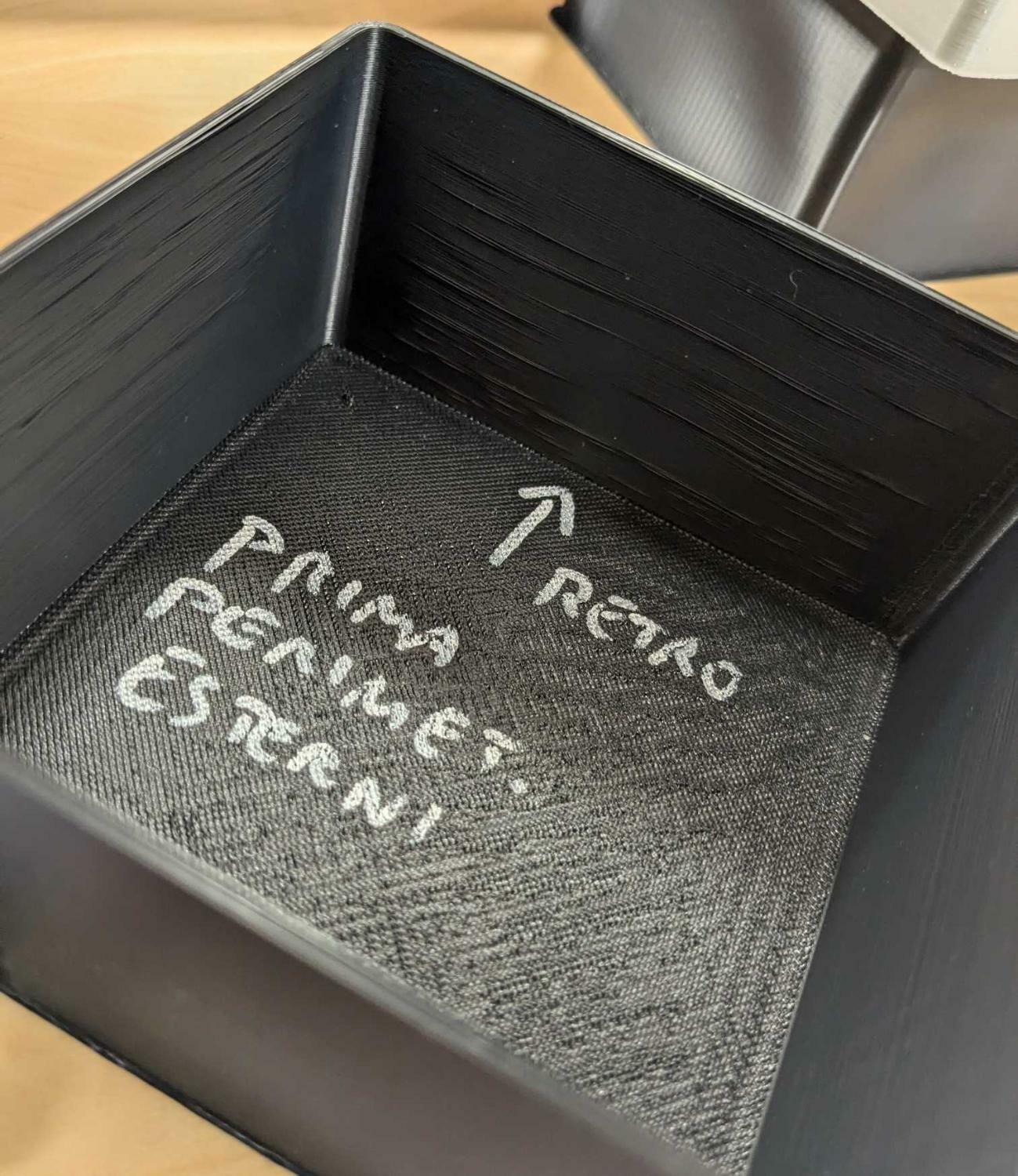
Devo ancora provare a cambiare Nozzle (bisogna ordinarlo). Il mistero però si infittisce: ho stampato prima i perimetri esterni ed ora il difetto è sempre sulla parte posteriore ma questa volta sulla faccia che da verso il fronte (è non il retro😵💫
-
Meccanicamente il pla+ è il più resistente di tutti i materiali "obbistici". Se accetti che a 60°C diventa mollo mi fermerei su quello che è anche il più economico e facile da stampare. Per creare pezzi da provare dovrebbe essere perfetto. Se ti accontenti del volume piccolo (180mmcubi) ci sarebbe la A1 mini che dovrebbe essere più facile per iniziare. Altrimenti la A1 ma arrivi a 350euro.
-
Consiglio stampante a resina offerte black friday
Cubo ha risposto a Cubo nella discussione La mia prima stampante 3D
Mi sono scordato di precisare che la ventolina poi soffierebbe in un tubo che butta fuori dalla casa. È un modo per tenere pressione negativa nella camera di stampa e non far uscire l odore di resina. Se riesco a fare col solo nastro carta magari evito la ventola -
Consiglio stampante a resina offerte black friday
Cubo ha risposto a Cubo nella discussione La mia prima stampante 3D
In effetti altre persone hanno detto che lo sentivano ma non così forte l odore. Forse io sono più sensibile boh... Comunque la resina è questa Prossimamente metto una ventolina che tira fuori aria dalla camera di stampa e se non basta metto anche il nastro carta come dicevi 👍
-
Consiglio stampante a resina offerte black friday
Cubo ha risposto a Cubo nella discussione La mia prima stampante 3D
Ok ok, comunque sto usando la resina lavabile in acqua della anycubic (mi ero dimenticato di dirlo) -
Consiglio stampante a resina offerte black friday
Cubo ha risposto a Cubo nella discussione La mia prima stampante 3D
Si però nel mio caso ho pensato che quel cerchio fosse come il perimetro di una stampa di un cilindro con infill zero... Praticamente finché non si stacca dal fep, la parte interna al cerchio non comunica con l esterno e potrebbe fare effetto ventosa... Potrebbe ma ho capito che non accade quindi apposto. Ps. Mi sembra ottima l idea del nastro carta, ci proverò prossimamente! -
Consiglio stampante a resina offerte black friday
Cubo ha risposto a Cubo nella discussione La mia prima stampante 3D
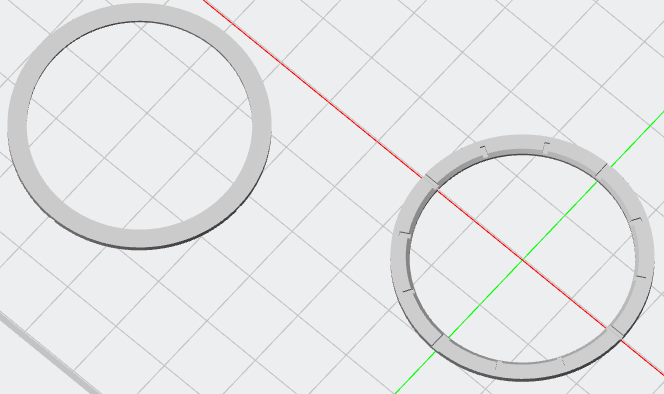
Sto facendo la stampa di test... ma fa un sacco di puzza ! Ha completamnete impestato tutto il garage in 5 minuti 😵 Non capisco se ci sia un sistema di ventilazione che fa girare l'aria o meno. Mi sembra impossibile che l'odore di resina esca cosi rapidamente dalla camera di stampa. Sul retro del coperchio della camera ho visto che c'è un forellino da cui usciva aria. Questo mi fa pensare che ci sia una ventola che crea pressione positiva, ma non capisco da dove entra l'aria e come bloccarla in caso... Potrebbe esistere questa ventola che fa girare l'aria o meno ? Dietro ci sono due ventole sulla base ma credo siano per l'elettronica... Ps. Altra cosa, mi conviene stampare questa ghiera con i tagli sul piano o con la base sul piano ? Ho pensato che partendo con i tagli si mitigasse meglio l'effetto ventosa ma non so se quegli sbalzi poi danno problemi di stampa (sono molto piccoli, neanche un paio di mm)
-
Ma quanto dura in media uno schermo LCD di una stampante a resina ?