il_cosmo
-
Numero contenuti
250 -
Iscritto
-
Ultima visita
-
Giorni Vinti
3
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di il_cosmo
-
primo layer raggrinzito
il_cosmo ha risposto a pino81 nella discussione Problemi generici o di qualità di stampa
Con il vetro nudo e crudo non ho mai stampato perché dubitavo che qualcosa potesse attaccarcisi sopra, forse sbagliando… comunque sia, da quando feci realizzare il piano di stampa per la mia stampante, dal vetraio sotto casa, con un semplice pezzo di vetro da 3 mm. di spessore, sono sempre andato di lacca per capelli senza problemi di adesione. Adesso, sto aspettando di avere una mezz’ora di tranquillità per installare il piatto in PEI. Riguardo l’ugello, poi, ti riportavo la mia esperienza e le mie impressioni. -
Prove di stampa
il_cosmo ha risposto a DomenicoBecchio nella discussione Problemi generici o di qualità di stampa
Non uso Cura da tempo ma, se dici che c’è già il GCode, sei sicuro che debba tu impostare la temperatura? -
Zampa d'elefante?!
il_cosmo ha risposto a il_cosmo nella discussione Problemi generici o di qualità di stampa
E niente... la zampina persiste! Abbassata la temperatura del piatto a 40°, ridotta la larghezza dei layer a 0,4, con altezza del primo layer a 0,3 e successivi a 0,2... 🤯
-
Profilo stampa TPU per Ideamaker
il_cosmo ha risposto a dnasini nella discussione Profili di stampa 3D
Ho ritrovato, come promesso, gli appunti presi all'epoca e, confermando che non era un filamento eccessivamente flessibile, te li riporto di seguito. Temperatura di stampa 225°, primo layer 230° Temperatura del piano 50°, primo layer 60° Retrazione disabilitata. Questo è tutto. -
Prove di stampa
il_cosmo ha risposto a DomenicoBecchio nella discussione Problemi generici o di qualità di stampa
Leggendo e rileggendo, seppur forse sia stupida come cosa, mi viene da pensare anche che, considerato il livellamento fatto via software, non è che il GCode poi lo manda a farsi benedire? Sarà forse una cretinata ma, considerando che è possibile da GCode impostare degli offset... hai visto mai che questi siano sovrascritti in fase di stampa?! 🥴 -
primo layer raggrinzito
il_cosmo ha risposto a pino81 nella discussione Problemi generici o di qualità di stampa
Quando io lascio la stampante ferma per più tempo... ho l'impressione che l'ugello si incrosti e non si riesca a pulire correttamente... 😉 -
Prove di stampa
il_cosmo ha risposto a DomenicoBecchio nella discussione Problemi generici o di qualità di stampa
Purtroppo, le indicazioni relative le temperature sono soggette a molteplici fattori quindi la temperatura indicata sulla tua stampante e quella realmente raggiunta dal nozzle potrebbe essere molto diversa anche di decine di gradi rispetto a quella indicata sulla mia stampante e realmente raggiunta dal mio nozzle. Segui quello che dice @dnasini riguardo la Temp-Tower e scegli il valore più idoneo. Per farti un esempio concreto, io sto stampando un PLA+ che stando al produttore dovrebbe essere stampato in un range di stampa tra 210° e 235° (se non ricordo male)... ebbene, dopo la Temp-Tower, sto stampando a 195°! -
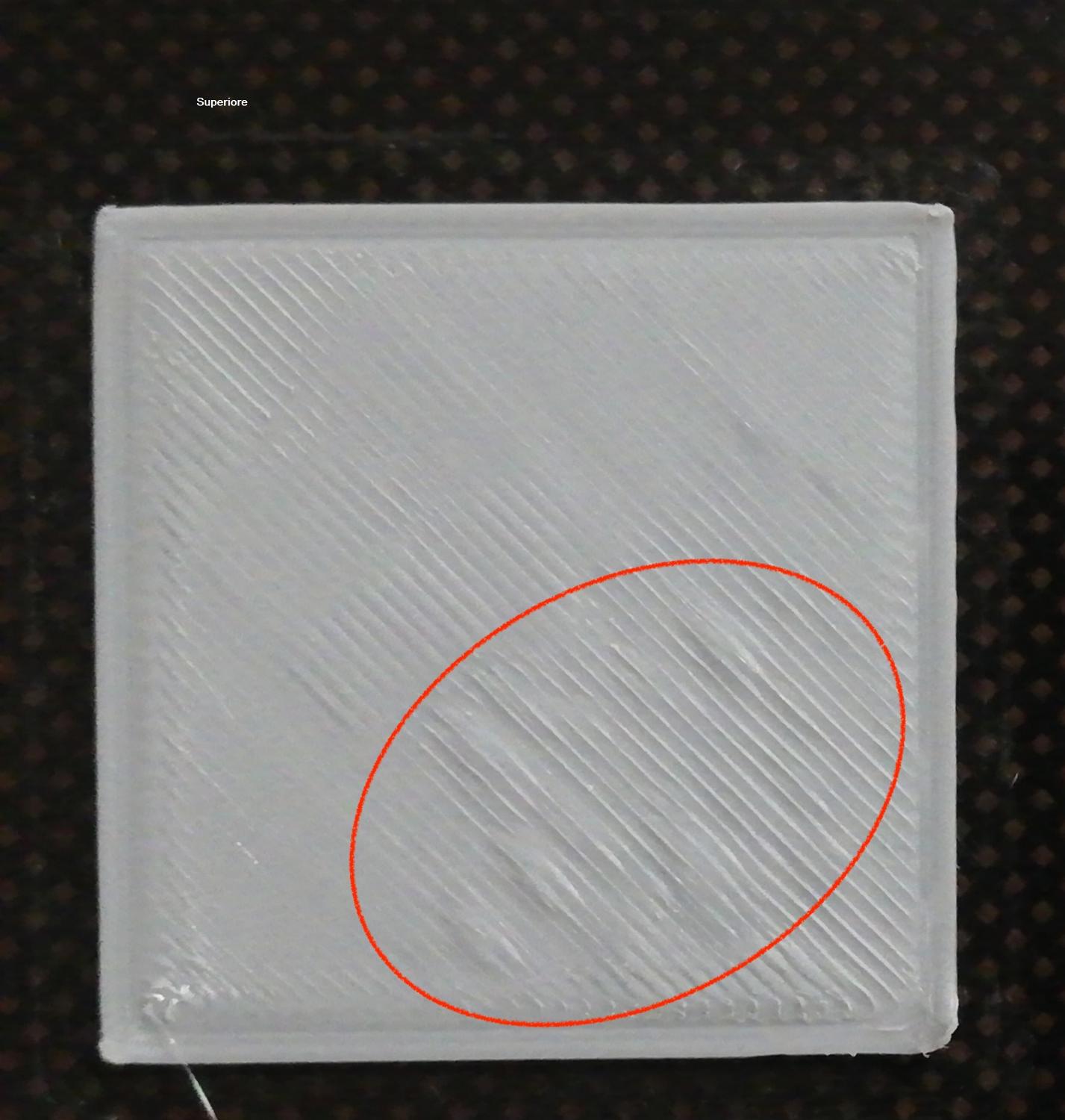
Prove di stampa
il_cosmo ha risposto a DomenicoBecchio nella discussione Problemi generici o di qualità di stampa
Non mi reputo un esperto ma l'impressione che ho, guardando le immagini che hai postato, è che non ci sia un flusso regolare... come se, in alcuni momenti, il materiale estruso non sia sufficiente. Anche a me, dopo il secondo strato, mi crea questi "bozzetti" ma la parte inferiore è perfetta. E ti confesso non ho ancora capito da cosa dipendono... seppur, giocando sul flusso e sulla temperatura di estrusione sono riuscito a limitarli molto.
-
Usate gli essicatori chiusi o con qualche spiffero?
il_cosmo ha risposto a Cubo nella discussione Hardware e componenti
Credo anch'io che i flussi dovrebbero essere abbastanza "flebili"... ...un flusso troppo veloce, penso che non avrebbe tempo per "seccarsi"... -
Zampa d'elefante?!
il_cosmo ha risposto a il_cosmo nella discussione Problemi generici o di qualità di stampa
...volendo riprendere le prove di stampa e volendo perseguire la strada di riduzione della larghezza dei layer, nonché del primo, qual'è il limite che non dovrei superare? Ovviamente, adopero un nozzle da 0.4. Oppure devo abbassare ulteriormente la temperatura del piano di stampa? -
Usate gli essicatori chiusi o con qualche spiffero?
il_cosmo ha risposto a Cubo nella discussione Hardware e componenti
Personalmente, ritengo che il fatto di far girare l'aria continuamente non è male e forse diventa superfluo un interruttore manuale oppure uno azionato con un certo setup sulla temperatura... anzi... forse il fatto di far circolare continuamente l'aria porta solo giovamento. Invece, stavo riflettendo sulla necessità di non far ristagnare l'aria all'interno, quindi, forse, forse, sarebbe il caso di creare una giusta via di accesso e di deflusso... -
Problemi delaminazione Anycubic mega S
il_cosmo ha risposto a gabriele porta nella discussione Problemi generici o di qualità di stampa
Da quello che dici, potrebbe anche essere l'ugello non propriamente pulito e leggermente intasato... personalmente, lo cambierei... ma sempre facendo le regolazioni che ti suggerisce @dnasini- 2 risposte
-
- 1
-

-
- anycubic i3
- delaminazione
- (and 3 più)
-
Prove di stampa
il_cosmo ha risposto a DomenicoBecchio nella discussione Problemi generici o di qualità di stampa
Il calcolo è corretto... la formula è quella! -
Profilo stampa TPU per Ideamaker
il_cosmo ha risposto a dnasini nella discussione Profili di stampa 3D
In passato, volendo realizzare un oggetto non propriamente rigido, ne acquistai una bobina a marchio Amazon Basic (flessibilità 95A) dopo aver fatto le mie solite indagini sulla fattibilità. Certamente non è extraflessibile ma sono riuscito a stamparlo senza grossi problemi con la mia stampantina bowden (Voxelab Aquila), utilizzando un profilo generico per TPU presente in PrusaSlicer. Unica accortezza usata è stata abbassare molto la velocità di stampa rispetto alle stampe usuali. Se ritrovo gli appunti presi all'epoca, li giro qui... -
Usate gli essicatori chiusi o con qualche spiffero?
il_cosmo ha risposto a Cubo nella discussione Hardware e componenti
Incuriosito e non potendo, in questi giorni, dedicarmi alla stampa, ho fatto un po di quello che si chiama "technology assessment"... hai visto mai che, prima o poi, riesca ad avere qualche ora in più e mi ci riesca a dedicare?! 🤪 Effettivamente sull'argomento delle modifiche all'essiccatore SUNLU c'è di tutto e di più. C'è chi addirittura si è inventato un controllo della ventola; controllo in velocità e attivazione a mezzo della temperatura interna. Forse sfociando anche in eccessi che forse non hanno nemmeno dei reali benefici. Dopo aver visto di tutto, credo che la modifica più "banale" ma che porta a un ottimo risultato sia quella riportata in questo video sul "tubo": Per altro, la modifica è supportata, come vedrete nel video, da un'analisi con termocamera del risultato. 😉 Cosa ne pensate? -
Usate gli essicatori chiusi o con qualche spiffero?
il_cosmo ha risposto a Cubo nella discussione Hardware e componenti
Un pò di tempo fa, più per curiosità di sperimentazione, ho acquistato anch'io il vecchio essiccatore della SUNLU e lo adopero, di tanto in tanto (perché non stampo tantissimo), quando stampo con bobine già aperte. Effettivamente, la differenza di si nota sul prodotto finito. Sinceramente, seppur abbia il mio "covo stampereccio" in cantina, dove l'ambiente non è propriamente caldo ma non umido, non mi ha mai fatto condensa all'interno. Generalmente, non avendo molto tempo per controllare, metto ad essiccare per 24 ore di seguito, inserendo, oltre la bobina, un contenitore con il silicagel. Certo, mi sono sempre chiesto se fosse necessario un cambio d'aria all'interno per buttar fuori quella che dovrebbe essere carica di umidità "estratta" dal filamento. Mi sono guardato il funzionamento degli essiccatori alimentari, così come ho visto anche le modifiche proposte da più persone all'essiccatore in mio possesso. Ma al momento, o quel poco tempo che ho lo investo nella stampa, o dovrei mettermi a modificare l'essiccatore... 🤣 -
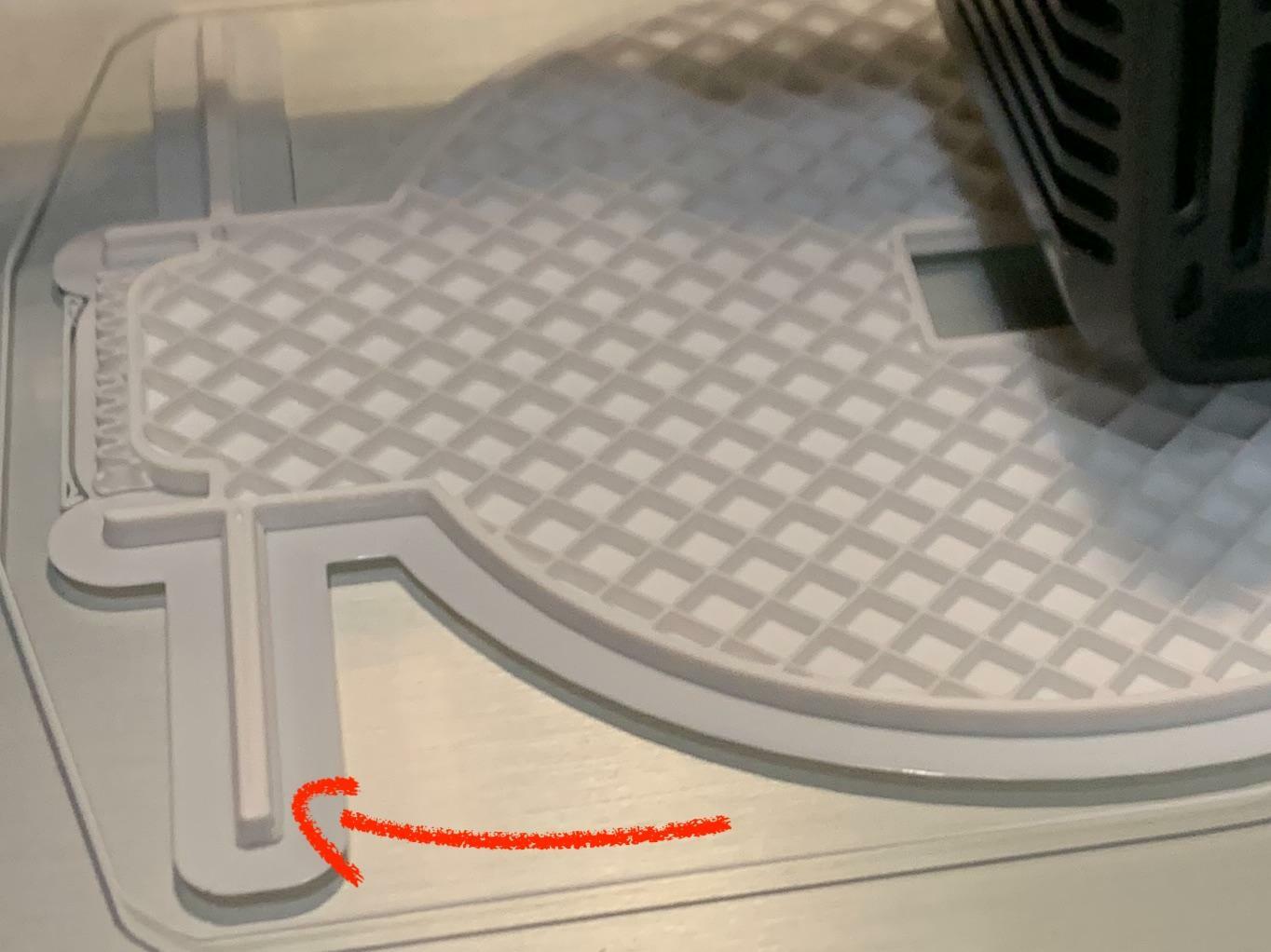
Zampa d'elefante?!
il_cosmo ha risposto a il_cosmo nella discussione Problemi generici o di qualità di stampa
Certamente! Ammetto di non averlo mai fatto prima di un mesetto fa e... a culo... 🥴 le stampe andavano discretamente, non bene... ma assai discretamente. Poi, grazie al forum, mi sono documentato e l'ho cominciato a fare per la regolazione del flusso. Adesso la stampante (e lo slicer) sono calibrati per il materiale che sto adoperando in questo momento (PLA+ della FlashForge). Ed ovviamente il risultato è buono, seppur abbia notato sta mattina, mentre stampavo l'ultima prova di cui vi parlo fra un secondo, un accenno di sbavatura anche nel cubetto del thin wall test. Sta mattina, all'alba, la fregola di provare... mi ha fatto lanciare una stampa di prova. Ho preso spunto da quanto mi avete detto voi e ho settato l'altezza del primo layer a 0,3 ed i successivi a 0,2; mentre la larghezza l'ho impostata a 0,40 per il primo layer e 0,44 per i successivi. La temperatura del piano di stampa è stata impostata a 50° per il primo layer e 45° per i successivi. Considerando anche che stampo in cantina dove mediamente la temperatura è freschina... diciamo temperatura ambiente sui 13°. Il risultato lo vedete nella foto che allego di seguito... è ancora visibile, seppur meno, la zampetta di elefante malefica! 🤪 Faccio notare che dalla prima foto a questa... la differenza è data anche dal fatto che quest'ultima è ravvicinata, date le dimensioni degli oggetti di prova mandati in stampa. Parliamo di oggetti di pochi centimetri contro l'oggetto di una 15ina di cm. della prima foto. Cosa suggerite? Continuo a ridurre la larghezza del primo layer?
-
Zampa d'elefante?!
il_cosmo ha risposto a il_cosmo nella discussione Problemi generici o di qualità di stampa
Tranquillo! Anzi, meglio così che ci siamo anche fatti due risate... 🤣 Sei stato esaustivo! Proverò, non appena mi è possibile, a seguire le tue indicazioni. E... 🤞 -
Zampa d'elefante?!
il_cosmo ha risposto a il_cosmo nella discussione Problemi generici o di qualità di stampa
🤣🤣🤣 Se volevi confondermi... ci sei riuscito! 🤣 Se non differenzi tra il primo e gli altri layer, perchè mi dici che imposti a 0,45 x il nozzle da 0,4 ed il primo a 0,3 con i successivi a 0,2?! 🤪 -
Zampa d'elefante?!
il_cosmo ha risposto a il_cosmo nella discussione Problemi generici o di qualità di stampa
Pensierino del mattina: ma non esiste una formula, al pari del calcolo degli step/mm o del flusso, per calcolare gli altri parametri, altezza e larghezza dei layer compresi? -
Zampa d'elefante?!
il_cosmo ha risposto a il_cosmo nella discussione Problemi generici o di qualità di stampa
Mi sa di aver interpretato ad capocchiam la guida sulla regolazione del flusso... 🤪 Grazie delle dritte! Anzi, se pensi che sia il caso di scendere anche più di 0,4 come larghezza, dimmi pure. Così come a questo punto, penso di poter salire come l'altezza del layer senza perdere granché in "definizione". Ad ogni modo, dovendo anche lavorare (mio malgrado!) sono nuovamente a macinar kilometri, appena rientro nuovamente a casa, effettuerò le prove opportune... e vi farò sapere! 😊 -
Zampa d'elefante?!
il_cosmo ha risposto a il_cosmo nella discussione Problemi generici o di qualità di stampa
Impostata larghezza del primo strato a 0,43 e sembrerebbe che il difetto sia meno evidente... ma comunque permane... 🤷♂️ @Killrob cosa suggerisci? -
Problema di qualità del pezzo stampato
il_cosmo ha risposto a tommaso1 nella discussione Problemi generici o di qualità di stampa
L'ugello (o nozzle), purtroppo per le nostre tasche 🙄, si intasa con l'uso e, se non si riesce a disostruirlo adeguatamente, comincia a creare schifezze in fase di stampa. Si tende quindi a cambiarlo di tanto in tanto... L'esperienza mia, poi, mi dice che se non stampassi per lungo tempo, non capisco perché, ma le incrostazioni dell'ugello diventano più difficili da rimuovere e, personalmente, tendo a preferire il cambio. Comunque, prima di tutto, farei i test che ti hanno suggerito gli altri due amici... personalmente inizierei da una temp-tower e proseguire con il thin wall test. -
Piatto in PEI: tip&tricks per l'installazione
il_cosmo ha risposto a il_cosmo nella discussione Hardware e componenti
Finora io sono andato di piatto in vetro (per altro un pezzo di vetro fetente tagliato dal vetraio sotto casa) con un velo leggero di lacca... e non mi lamento... stampando quasi prettamente PLA e molto raramente PETG. Dopo aver letto dei piatti in PEI e disquisito qui sul forum in merito all'argomento, ho acquistato - e spero di montarlo presto - il piatto in PEI (double face: liscio-ruvido) per migliorare la situazione dell'adesione e facilitarmi, con la sua flessibilità, la rimozione a termine stampa. -
Zampa d'elefante?!
il_cosmo ha risposto a il_cosmo nella discussione Problemi generici o di qualità di stampa
Rientrato adesso e corso a controllare... altezza del layer 0,2 come l'altezza del primo layer 0,2 Lo 0,45 era l'impostazione della larghezza del layer