dnasini
-
Numero contenuti
4.517 -
Iscritto
-
Ultima visita
-
Giorni Vinti
179
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di dnasini
-

Maggior filamento sul primo layer, ma poi per toglierlo?!?
dnasini ha risposto a uelfox nella discussione Problemi generici o di qualità di stampa
E prova a tenere la ventola spenta X i primi 2 layer -
Pulire piatto di stampa magnetico ender 3 pro
dnasini ha risposto a DocSal nella discussione Problemi generici o di qualità di stampa
Come ti ha suggerito @eaman, parti dalle basi e rifai i controlli meccanici: verifica il corretto serraggio delle viti di tutti gli assi e del telaio, degli eccentrici delle ruote e che siano correttamente alloggiate nelle guide e la tensione delle cinghie. In effetti, come ti hanno fatto gia' notare, dalle foto il blocco estrusore sembra storto come se l'asse X avesse gioco e non fosse piu' "parallelo" al piatto. -
Pulire piatto di stampa magnetico ender 3 pro
dnasini ha risposto a DocSal nella discussione Problemi generici o di qualità di stampa
@DocSal dalle foto si vede anche che hai le molle stock per il piatto. Spesso risultano molli (troppo facilmente comprimibili) e con i profili superiori ed inferiori arrotondati che le rendono meno stabili. Se il nozzle ti e' "atterrato" sul piatto e nello spostari lo ha fatto vibrare, questo potrebbe aver contribuito ad una scalibrazione. Appena risolto il tuo problema, potrebbe valer la pena di sostituirle con quelle gialle piu' rigide e con i profili superiori ed inferiori piatti. -
Riscaldamento del piatto lento..
dnasini ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
Wow che figata!!!!! Io avevo semplicemente chiesto se era normale che il piatto si scaldasse cosi' lentamente... e guarda che popo di discussione partita per la tangente che ne e' venuta fuori... 😄 Grazie a tutti per le risposte e per avermi regalato un sorriso. 😆 🇮🇹 -
Pulire piatto di stampa magnetico ender 3 pro
dnasini ha risposto a DocSal nella discussione Problemi generici o di qualità di stampa
Il finecorsa e' una microswitch meccanico che scatta quando uno degli assi ci va a sbattere contro ed ha il compito di segnalare al sw quando un asse e' arrivato, appunto, alla fine della sua corsa. Se non hai BLTouch o sensori affini, il finecorsa di Z e' meccanico altrimenti viene gestito via sw. Se il tuo e' meccanico, lo dovresti trovare nella parte sinistra frontale della stampante nella parte bassa del montante dell'asse Z sotto il motore che muove l'asse X. Dovresti trovarlo avvitato sul profilato in alluminio. Una volta livellato il piano e avendo trovato il nuovo Z Offset, devi svitare il finecorsa Z e spostarlo in modo tale che la discesa dell'asse X lo prema in corrispondenza del nuovo Z Offset -
Pulire piatto di stampa magnetico ender 3 pro
dnasini ha risposto a DocSal nella discussione Problemi generici o di qualità di stampa
Quando mi arrivo' la mia prima stampante ero talmente euforico che feci la stampa del cubo di calibrazione senza nemmeno pensare a fare una calibrazione (da rospo neanche pensavo ce ne fosse bisogno... era nuova!!!!!) tutto ando' per il meglio visto che il cubo era piccolo e stampato al centro. Due giorni dopo ho lanciato un'impiattata di piu' pezzi che occupava il 70% del piatto.... ti dico solo che non sono andato oltre il primo layer perche' sul lato destro mi sono trovato, come nel tuo caso, tanto materiale schiacciato sul piano. Nel tentativo di rimuoverlo con spatola, paglietta e quant'altro, il piano magnetico mi ha fatto una leggera piega e quella ha compromesso tutta la calibrazione futura del piano. L'ho dovuto cambiare e nel frattempo stampavo solo oggetti piccoli nella parte sinistra Qui trovi il post Gira il piatto magnetico e controlla di non avere pieghe. Magari non e' un problema di come fai tu la calibrazione ma del supporto compromesso -
Allora, dopo qualche video e qualche prova sono arrivato ad una conclusione: Il fotoresistore posto sotto l'obiettivo, sembra regolare la modalita' Giorno/Notte in automatico. A quanto pare, nel mio caso, e' poco sensibile e quindi, anche quando c'e' poca luce (ma proprio poca) a lui nn gli frega niente di scattare e continua a rimanere in modalita' Giorno. Se io da laido copro il fotoresistore con il dito, lui un secondo dopo scatta attivando la modalita' Notte e tutto si vede. Se tolgo nuovamente il dito, ritorna in modalita' Giorno. La cosa interessante e' che se tengo il dito su questo fotoresistore e si attiva la modalita' Notte, se accendo la luce, gli altri due fotorestori fanno scattare la camera in modalita' Giorno. In conclusione, escludo meccanicamente (nastro isolante) il fotoresistore Giorno/Notte e uso gli altri due. In questo modo sembra funzionare come mi aspetterei. Ora mi scaravento nel letto a dormire e domani faccio le prove del caso
-
Pulire piatto di stampa magnetico ender 3 pro
dnasini ha risposto a DocSal nella discussione Problemi generici o di qualità di stampa
e si che e' un problema di calibrazione del piatto. Se tu setti lo 0 di Z in un punto (mettiamo il centro del piatto) e il tuo lato di destra risulta 1 mm piu' alto perche non hai calibrato correttamente il piatto, il povero estrusore estrude correttamente nel punto centrale all'altezza giusta ma mano a mano che si sposta verso destra il piatto si "alza" ma lui e' convinto che sia tutto sempre alla giusta altezza. Morale della favola, quando il nozzle arriva sul lato destro del piatto se tutto va bene, schiaccia il filamento e ti ritrovi un layer schiacciatissimo come quello che hai ora, se ti va male, impatta sul piano e lo segna lasciando un solco -
PS questa la foto posteriore della telecamera, non ho ancora installato i dissipatori, ma sono comunque necessari?

-
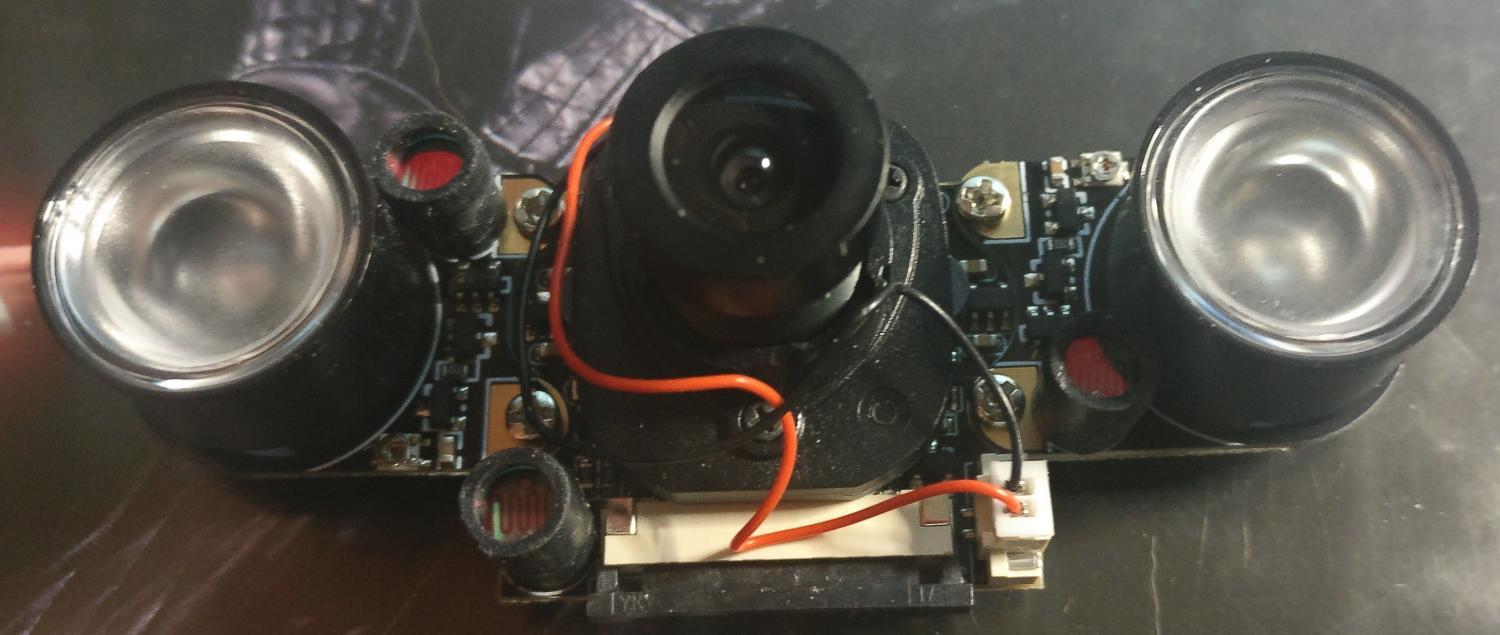
Dopo aver provata la telecamera originale con scarsi risultati (se nn c'e' luce nn si vede una mazza) mi sono comperato questa che sulla carta viene millantata come una "Raspberry Pi 4 IR-CUT Camera Night Vision Focal Adjustable 5 MP OV5647 Automatically Switch Day /Night Mode" Ora, con la luce nulla da dire, ha un eccellente angolo e una buona definizione di immagine ma se non c'e' luce non si vede nulla. Ora, posso averla montata male, anche se parlimo di 4 viti e un unico verso di montaggio, quindi mi sembra difficile montarla male, allora penso che sia guasta visto che, a luci spente vedo un leggero rossore delle due lampade laterali ma l'immagine e' comunque tutta scura, non come le mie altre telecamere IR dove l'immagine e' in bianco e nero ma l'immagine si vede nitida. Che debba regolare qualche cosa? ho notato che nel modulo lampada, sul lato opposto del sensore della luce, c'e' una sorta di vite che penso sia regolabile (nella parte bassa della foto seguente, sotto la lampada) Ora chiedo a qualche utente che ce l'ha di farmi avere la sua esperienza, giusto per capire di che morte morire, se sbaglio io oppure se la telecamera funziona in queso modo Grazie
-
Aiuto qualità stampa
dnasini ha risposto a Madgallo79 nella discussione Problemi generici o di qualità di stampa
Bhe, tanta robba.... la mia era un guazzabuglio di fili che sembrava un nido di chiurlo..... -
Pulire piatto di stampa magnetico ender 3 pro
dnasini ha risposto a DocSal nella discussione Problemi generici o di qualità di stampa
@DocSal allora getta il cuore oltre l'ostacolo e, come mi suggeri' @Killrob, comprati questo https://it.aliexpress.com/item/4000065586567.html?spm=a2g0s.8937460.0.0.67982e0eKwUbJr piatto in acciaio ricoperto in PEI. Oramai stampo tutto con questo, sia PLA che ABS -
Pulire piatto di stampa magnetico ender 3 pro
dnasini ha risposto a DocSal nella discussione Problemi generici o di qualità di stampa
@DocSal a me e' capitata una cosa simile ma in una zona piu' circoscritta della tua. Non sono riuscito ad eliminarlo completamente ma ne ho tolto una gran parte in questo modo: - ho tolto il piatto magnetico e l'ho riscaldato con il phon (il mio e' da 1800W) - flettendo delicatamente il piatto ho sollevato uno degli angoli e ho eliminato i residui che potevo per quelli piu' piccoli, ho lanciato una stampa che li coprisse, alta 1-1.5mm senza ventola di raffreddamento e con piatto a 60 gradi. Una volta raffreddata l'ho staccata e la stampa si e' portata via praticamente tutti i rimasugli Prova magari con una parte piu' piccola per capire se funziona, altrimenti, x 20 euri, passa la paura 🙂 -
Riscaldamento del piatto lento..
dnasini ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
Seeee con il cinema che e' uscito nell'altra discussione approposito della Voron, mi ci manca solo quella...... e poi, gia' io e la mia micragnosa stampante siamo gia' pocco tollerati in casa da moglie, figlio e gatti..... figurati se me ne esco con questa bella novita' della seconda stampante..... tze... a calci in c... me la fanno montare..... ☹️ -
Riscaldamento del piatto lento..
dnasini ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
@Whitedavil grazie per la conferma. Non avendo dovuto mai scaldare tanto il piatto perche' con PLA 45/50 va piu' che bene, non avevo nessun termine di paragone. Con ABS le cose sono diverse e devo dire anche che come materiale mi da piu' soddisfazioni del PLA come resa di stampa -
... ma fammi capire.... vuoi una stampante o cosa? questa ti e' caduta dal cielo e te ne vuoi liberare? poi ti ritrovi punto e a capo a doverne comperare una 😄 Mi ricordi me quando dovevo prendere la scheda video nuova. Una settimana di studi per sceglierla, poi la trovavo, ero deciso a comperarla ma poi leggevo una news dell'imminente uscita del modello nuovo e quindi aspettavo.... appena diventava disponibile, altra settimana di studio per capire se mi andava bene e altro cavolo di annuncio della scheda nuova..... Io per non saper ne leggere e ne scrivere me la terrei, ci farei esperienza e poi deciderei su cosa voler cambiare. Con la mia CR 20 Pro sto facendo cosi', a piccoli passi sto prendendo consapevolezza di cosa mi piacerebbe avere e piu' avanti decidero' 😉
-
Riscaldamento del piatto lento..
dnasini ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
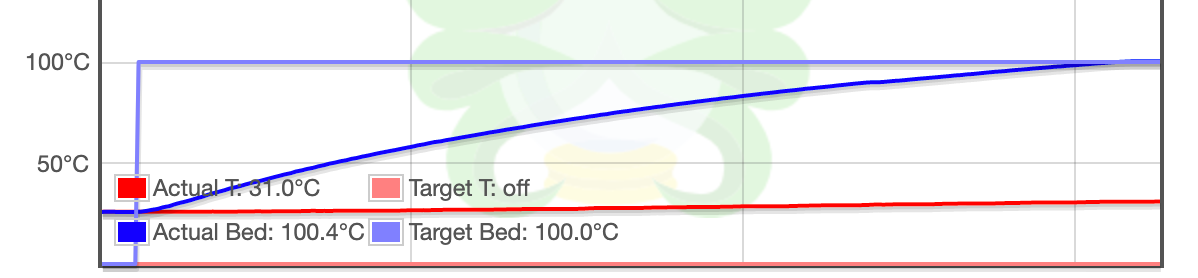
io lo faccio da slicer ma credo che cambi poco Appena misurati: da 26 gradi a 100 gradi 5:42"
-
Riscaldamento del piatto lento..
dnasini ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
Intendi cambiare il sistema di riscaldamento del piatto da DC ad AC? al momento ho il piatto stock della CR-20 Pro -
Riscaldamento del piatto lento..
dnasini ha pubblicato una discussione in Software di slicing, firmware e GCode
Ciao a tutti, ho da poco compilato e caricato il nuovo firmware v2.0.9.1 sbloccando anche la possibilita' di fare il PID del piatto. Con il mio vecchio firmware (v1.1.6), il riscaldamento del piatto era piuttosto lento ma non potendo farne il PID me lo dovevo far andar bene. Con il nuovo fw, una delle prime calibrazioni che ho rifatto sono state PID per hotend e piatto. Se con i nuovi valori la curva di crescita della temperatura dell'hotend l'ho trovata migliorata sia in termini di rapidita' che di costanza di progressione, la stessa cosa non l'ho riscontrata per il piatto. Per quanto riguarda l'hothend ho una salita molto rapida iniziale che va mano a mano schiacciandosi in prossimita' della temperatura target. Per il piatto, la crescita e' lineare e costante dall'inizio fino al raggiungimento della temperatura che impiega anche qualche minuto (es x ABS a 100 gradi). La cosa e' pessoche' irrilevante per PLA xche' riscaldo piatto e hotend in contemporanea e alla fine i tempi di attesa sono bassi (bed a 50 gradi). Il "problema" si presenta con ABS perche' se riscaldo entrambi simultaneamente, l'hotend raggiunge rapidamente la temperatura, il piatto ci mette invece una quaresima e mi ritrovo una colata lavica di materiale dal nozzle in attesa che parta la stampa 😭 Il workaround e' quello di scaldare prima il piatto e poi l'hotend con conseguente dilatazione dei tempi di inizio stampa 😞 E' un comportamento normale o dovrei modificare qualche parametro? -
Gestione fumi abs
dnasini ha risposto a muffo nella discussione Problemi generici o di qualità di stampa
Grazie @muffo il feedback e x la citazione ma il merito della condivisione di quei filtri e' di @Salvogi 😄 Ad ogni modo, vedo di metterli in lista anche io x quando stampo ABS, gli odori non sono eccessivi, ma se posso limitarli, ben venga. Per quanto riguarda i ricambi dei filtri hai pensato una soluzione? Leggevo che qualcuno si e' "ingegnato" riadattando quelli ai carboni attivi che si acquistano per gli acquari..... -
Problemi di retrazione
dnasini ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
.... e non oltre i 50/55 gradi (come ho fatto io 😞 ) altrimenti il filamento comincia ad "appiccicarsi" al filamento adiacente -
Aiuto qualità stampa
dnasini ha risposto a Madgallo79 nella discussione Problemi generici o di qualità di stampa
Ciao, puoi pubblicare anche una foto della parte interna in corrispondenza del culmine della maschera? Su una maschera a me aveva dato problemi simili ai tuoi perche', non usando i supporti, cedevano gli strati sottostanti la chiusura. Inoltre che slicer utilizzi? -
Problemi di retrazione
dnasini ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
Il filamento. heheheh ma se sai gia' che il filamento e' farlocco, xche' spechi energie per fare i test? Io ne comprerei uno di qualita' migliore e farei li i test, mentre quello farlocco lo userei per fare i prototipi usa e getta 😉 Anche io ho un paio di bobine che non riesco a calibrare bene, mi sono messo l'anima in pace e le uso per fare prototipazione, dove so che, all'80%, il modello avra' bisogno di modifiche -
Problemi di retrazione
dnasini ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
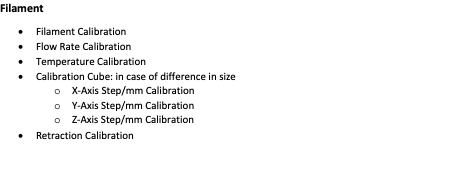
@VanVan200 perdona la domanda, tu hai utilizzato la torre nella foto sia per testare la retrazione che temperatura? A mio avviso non e' il modo corretto di procedere. Temperatura e Retrazione necessitano del loro test specifico per la corretta calibrazione. La temp tower e' il primissimo test che va eseguito su un filamento nuovo perche' la corretta temperatura di estrusione e' alla base della qualita' di stampa. Per questo devi utilizzare un test specifico come ad esempio questo. Nel risultato devi controllare lo strato che si presenta meglio, al tatto, alla vista, con le minori imperfezioni possibili. Una volta individuato lo strato, devi verificarne l'effettiva resistenza alla rottura per capire se l'adesione degli strati e' forte e quindi, paradossalmente, la devi rompere per saggiarne la solidita'. Quando hai individuato la temperatura, da li partono tutti gli altri test: retrazione, bridging, overhang..... ma se, come stai facendo tu, parti dallo stringing per poi passare a cercare la temperatura migliore, e' un po' come il carpentiere che costruisce prima il tetto per poi aggiungerci i piani..... puo' funzionare ma nn ti passa piu'... 🙂 Io ho questa mia personale ToDo list di calibrazione, magari puo' aiutarti
-
Bowden originale Flying bear Ghost 5
dnasini ha risposto a Mrfull88 nella discussione Problemi generici o di qualità di stampa
Hai provato ad allentare la molla che spinge la leva? quella determina la pressione applicata al filamento che passa tra le due ruote....