dnasini
-
Numero contenuti
4.517 -
Iscritto
-
Ultima visita
-
Giorni Vinti
179
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di dnasini
-

bed levelling semiautomatico
dnasini ha risposto a lori nella discussione Software di slicing, firmware e GCode
Perdona la domanda, ma se hai scaricato il file in gcode, a cosa ti servono prusa slicer e cura? copia il file direttamente sulla SD e manda in stampa.... hai gia' il gcode, non ti serve uno slicer.... -
Migliorare il raffreddamento del Pla. Upgrade fan duct e ventole. Quale e perché? Consigli?
dnasini ha risposto a hiroshi976 nella discussione Hardware e componenti
Nella cartella ender3-pro-v2-cr10 dovresti trovare il duct che ti serve, verifica solo gli alloggiamenti delle viti per il tuo carrello. Per quanto riguarda le ventole, la connessione e' parallela. Io mi sono costruito uno splitter che duplica dal singolo attacco, due attacchi indipendenti. Tieni conto che x far questo, devi tagliare i cavi della ventola stock e fare un paio di saldature per creare il cavo di split. Visto che sei dietro, comperati degli adattatori tipo questi https://www.amazon.it/gp/product/B07QMMC4WZ/ref=ppx_yo_dt_b_asin_title_o04_s00?ie=UTF8&psc=1 cosi' rendi "intercambiabili" le ventole senza dover ogni volta saldare. Io li ho installati sia per la ventola dell'hotend che x quelle del materiale, ti semplifichi la vita investendo un po' piu' di tempo iniziale. Gli stessi adattatori ti servono anche per creare il cavo di split -
Migliorare il raffreddamento del Pla. Upgrade fan duct e ventole. Quale e perché? Consigli?
dnasini ha risposto a hiroshi976 nella discussione Hardware e componenti
Io per testare i fan duct utilizzo 3 bridge di lunghezza diversa: 40mm, 60mm e 80mm fun duct stock 40mm ok, 60 pessimo e 80 neanche a parlarne Satsana 60mm ok e 80mm accettabile ma migliorabile Mars Orbiter 80mm ok -
Migliorare il raffreddamento del Pla. Upgrade fan duct e ventole. Quale e perché? Consigli?
dnasini ha risposto a hiroshi976 nella discussione Hardware e componenti
nn ho variato nulla, tra i download che trovi, c'e' un accessorio per il bloccaggio ed il fissaggio dell'hotend stock che ti permette di montare un fan duct con tutti i componenti stock. Per il materiale, io ho scelto ABS per la resistenza al calore. Anche la mia stampante e' in casa (dietro alla scrivania) ma la tengo in una camera chiusa e quando stampo ABS tengo un purificatore dell'aria all'interno della camera stessa. Nel tuo caso potresti valutare PLA+ o ASA che sono cmq resistenti e nn dovrebbero avere i problemi di ABS -
..... e la notte, dove la lasciamo????? 🤣
-
prova avedere qui, magari hai saltato alcuni passaggi https://all3dp.com/2/how-to-set-up-marlin-for-auto-bed-leveling/ Se accade all'accensione penso che sia normale. A tutti gli effetti, alla partenza, il sw nn ha idea del posizionamento degli assi, per questo all'avvio di ogni stampa viene fatto l'homing degli assi 🙂
-
Migliorare il raffreddamento del Pla. Upgrade fan duct e ventole. Quale e perché? Consigli?
dnasini ha risposto a hiroshi976 nella discussione Hardware e componenti
Ciao, io mi ero trovato bene con questa versione della Satsana adottando la ventola 5015. Mi e' piaciuta per le dimensioni ridotte, l'estetica compatta e la resa ed il tutto e' un buon compromesso. Poi ho scoperto la Mars Orbit con doppia ventola da 5015 x il Nozzle e una 4020 x il dissipatore e ho sbroccato. Adesso ho questa, che mi piace molto nonostante sia molto ingombrante nelle dimensioni. La sto testando da un mese e mi piace, ci ho fatto anche una piccolissima modifica per poter fissare meglio la ventola di sinistra. Il progetto, poi, e' continuamente aggiornato dallo sviluppatore e la cosa nn mi dispiace. Io le ho stampate entrambe in ABS per nn rischiare deformazioni essendo la mia stampante in camera chiusa. In tutta onesta', ti consiglierei di partire dalla Satsana, impieghi molto meno tempo a stamparla e ha una buona resa. Se poi nn sei del tutto soddisfatto, con questo fan duct ti stampi la Mars o similari. -
Bella domanda. In tutta onesta' nn conosco come funzionano i rilasci di Marlin. Io a suo tempo andai direttamente sulla Main (v2.0.9.1) senza considerare la bug fix. A rigor di logica, un nuovo treno di sw deriva da una release precedente "stabile" con l'aggiunta di nuove funzionalita'. Le bug fix sono release "ricavate" dalla Main con la sola aggiunta dei fix sui bug ma nessuno ti garantisce che l'aggiunta di un fix non introduca altri problemi..... In soldoni, se dovessi decidere io in questo momento, andrei sulla Main e, in caso di problemi oggettivi, valuterei le bug fix Datti cmq una letta alle release notes se vuoi andare un po' piu' sul sicuro
-
Allora, prima di cominciare, guardati 2 video fatti da Dazero dal titolo "Come Installare Marlin 2 su Qualsiasi Stampante" che ti spiegano cosa ti serve e cosa impostare. I sorgenti li trovi qui https://marlinfw.org/meta/download/
-
mmmm dovesti scaricarti i sorgenti dal sito Marlin per la tua scheda, configurare i parametri che ti servono e ricompilarlo. Non credo tu possa aprire e modificare l'immagine gia' compilata
-
meglio se cerchi Bed leveling
-
Non sono un esperto, ma da quello che ho letto per un pitto 235x235 Bilinear e' un buon compromesso
-
Ma se volessi stampare sopra un oggetto già stampato?
dnasini ha risposto a Tuttoslot nella discussione Problemi generici o di qualità di stampa
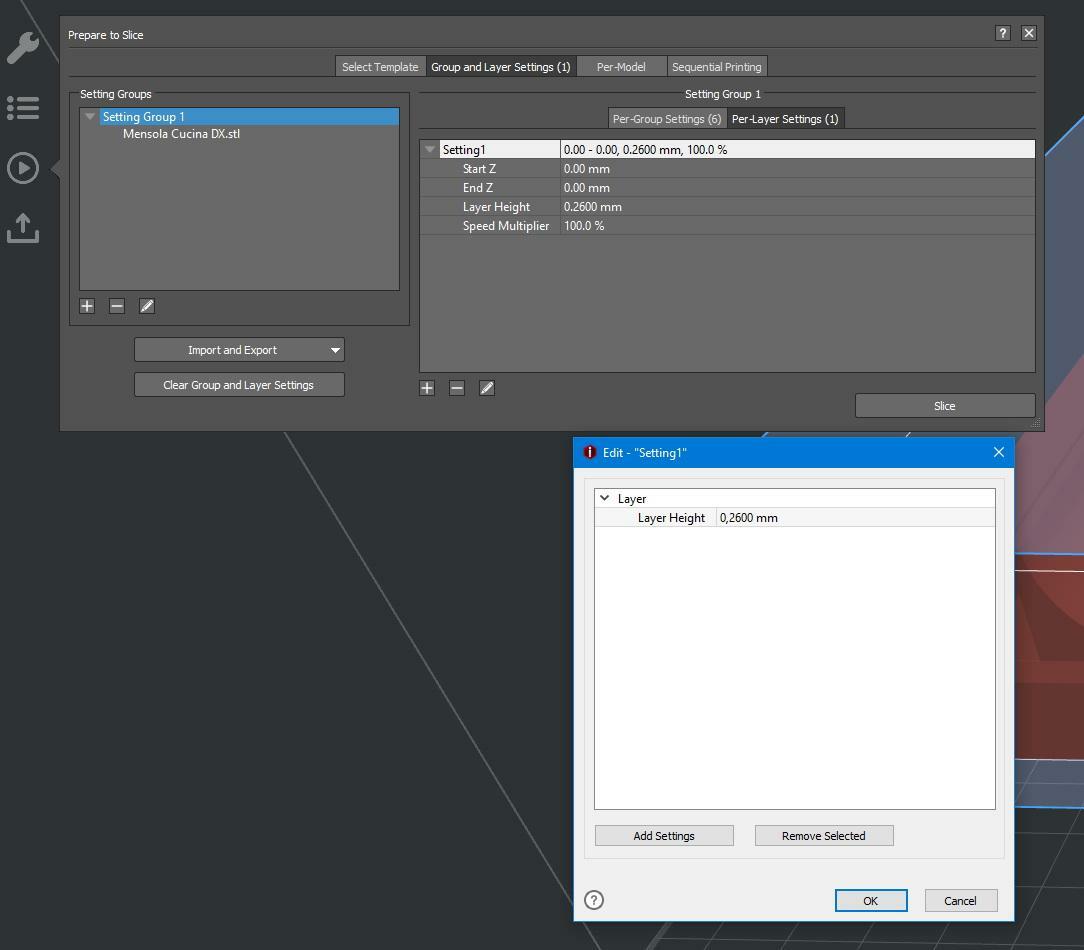
Dalla finestra dello slice, selezione Group and Layer e poi premi il tasto + in basso. Ti si apre il Setting1 con impostazioni di default. Qui puoi impostare il layer di partenza e di arrivo per le modifiche. Impostato quello, sempre in basso, premi il tasto con la matita e ti si apre una finestra dove customizzare le impostazioni per il setting1. Premi Add Setting e scegli il parametro che vuoi cambiare, lo selezioni e lo imposti al valore che vuoi ed il gioco e' fatto 😉 Per il comando di pausa, invece, la cosa e' un po' piu' complessa se nn lo hai gia' configurato come attivo nel firmware. Il comando e' M600 e lo devi impostare nel menu' stampante in ideamaker e poi nel profilo devo impostare il layer a cui fare la pausa
-
Ma se volessi stampare sopra un oggetto già stampato?
dnasini ha risposto a Tuttoslot nella discussione Problemi generici o di qualità di stampa
Io non conosco Cura ma parto da un presupposto. Se e' possibile utilizzare un plugin per modificare la temperatura ad un certo layer (vedi per le temp tower) non e' possibile specificare l'altezza layer invece dellla temperatura? Con ideamaker l'operazione e' molto semplice. Impostando un'altezza di stampa, posso impostare "qualsiasi" parametro del profilo da quel punto in poi. Per quanto riguarda la stampa a due colori, io avevo aperto un tread qui -
Dal link dei comandi Marlin che ti ho girato, dovresti trovare come lanciare il G29 con le varie opzioni. Ad ogni modo, il comportamento di "default" per la tua stampante e' impostato nel firmware e quindi dipende da come e' stato compilato. Qui di seguito trovi come ho compilato il mio e come ho impostato il comportamento di "default" //=========================================================================== //=============================== Bed Leveling ============================== //=========================================================================== // @section calibrate /** * Choose one of the options below to enable G29 Bed Leveling. The parameters * and behavior of G29 will change depending on your selection. * * If using a Probe for Z Homing, enable Z_SAFE_HOMING also! * * - AUTO_BED_LEVELING_3POINT * Probe 3 arbitrary points on the bed (that aren't collinear) * You specify the XY coordinates of all 3 points. * The result is a single tilted plane. Best for a flat bed. * * - AUTO_BED_LEVELING_LINEAR * Probe several points in a grid. * You specify the rectangle and the density of sample points. * The result is a single tilted plane. Best for a flat bed. * * - AUTO_BED_LEVELING_BILINEAR * Probe several points in a grid. * You specify the rectangle and the density of sample points. * The result is a mesh, best for large or uneven beds. * * - AUTO_BED_LEVELING_UBL (Unified Bed Leveling) * A comprehensive bed leveling system combining the features and benefits * of other systems. UBL also includes integrated Mesh Generation, Mesh * Validation and Mesh Editing systems. * * - MESH_BED_LEVELING * Probe a grid manually * The result is a mesh, suitable for large or uneven beds. (See BILINEAR.) * For machines without a probe, Mesh Bed Leveling provides a method to perform * leveling in steps so you can manually adjust the Z height at each grid-point. * With an LCD controller the process is guided step-by-step. */ //#define AUTO_BED_LEVELING_3POINT //#define AUTO_BED_LEVELING_LINEAR #define AUTO_BED_LEVELING_BILINEAR //#define AUTO_BED_LEVELING_UBL //#define MESH_BED_LEVELING se tu hai un fw stock o cmq scaricato gia' compilato, nn saprei dirti come capire quale tipo di bed leveling e' impostato a meno di lanciare il comando e vedere come si comporta
-
mmm vuoi dire che tu fai ricalcolare l'auto livellamento ad ogni inizio stampa? nn lo vedo cosi' necessario, a meno che tu nn abbia un piatto ballerino, ma in questo caso avresti altri problemi da gestire..... Come ti ho detto, io lo faccio solo quando modifico o il livellamento del piatto o lo Z Offset. Ad ogni modi, lo puoi attivare o lanciando il comando G29 (https://marlinfw.org/docs/gcode/G029.html) oppure dal menu' della stampante
-
Ciao "l'auto livellamento" non e' una cosa che avviene "real-time" durante la stampa. Una volta livellato il piatto (a mano) e impostato lo Z Offset, lanci la procedura auto bed leveling che, di default, utilizza il 3dtouch rilevando la distanza del nozzle dal piatto su 9 punti (una matrice 3 x 3). I risultati di questi rilevamenti vengono memorizzati e utilizzati dalla stampante per "aggiustare" l'altezza layer durante la stampa e mitigare eventuali dislivelli. Va da se che tali dislivelli devono essere dell'ordine dei centesimi altrimenti nn hai livellato bene il piano. Io, ad esempio, ogni volta che metto mano al livellamento del piatto o dello Z Offset rifacio l'auto bed leveling
-
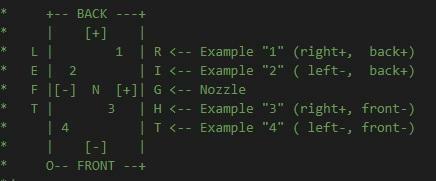
Se ti servono gli offset x e y della probe rispetto al nozzle il calcolo e' presto fatto. Io ho fatto in questo modo: Ho messo del nastro di carta al centro del piatto e con un righello ho misurato il centro del piatto e ho disegnato un "+" sul nastro di carta. A questo punto ho fatto un homing di X e Y (G28 X Y) e da display ho centrato il nozzle sul centro del "+" disegnato. Mi sono quindi segnato le coordinate di X e di Y. Ho fatto quindi scendere la Probe e ho centrato la probe al centro del "+" disegnato. Anche qui mi sono segnato le coordinate di X e di Y. A questo punto, partendo dalle coordinate del nozzle, ti ricavi gli offset della probe tenendo presente questo schema Impostati gli offset, faun un homing completo (G28) e verifichi se la probe effettivamente scende nelle coordinate segnate come centro del piatto.
-
secondo me no, il principio di funzionamento e' lo stesso e piuttosto che andare alla "cieca", almeno qui hai una linea guida 😉
-
Se guardi uno dei miei ultimi post, ti ho girato la documentazione del bltouch dove c'e' anche questa info.......
-
Ni, hai solo 2 alternative per stampare: 1) spesti i tuoi gcode (file generato dallo slicer) sulla sd, infili la sd nello slot della stampante e da menu' mandi in esecuzione 2) collegi un PC o similare (es raspberry pi con octoprint) alla porta USB e mandi in stampa da li. In questo caso, potrebbero servirti dei driver per far vedere la porta USB della stampante al PC
-
Ciao, ma ti dice che e' danneggiata la scheda SD o il contenuto? Puoi procedere in 2 modi 1) utilizza un'altra scheda SD e vedi se il problema persiste 2) formatta la scheda SD che hai e riprova. Per questa seconda parte sotto la sezione "Problemi generici o di qualità di stampa" di questo forum trova come primo post un tread dove trovi un tool per formattare la SD
-
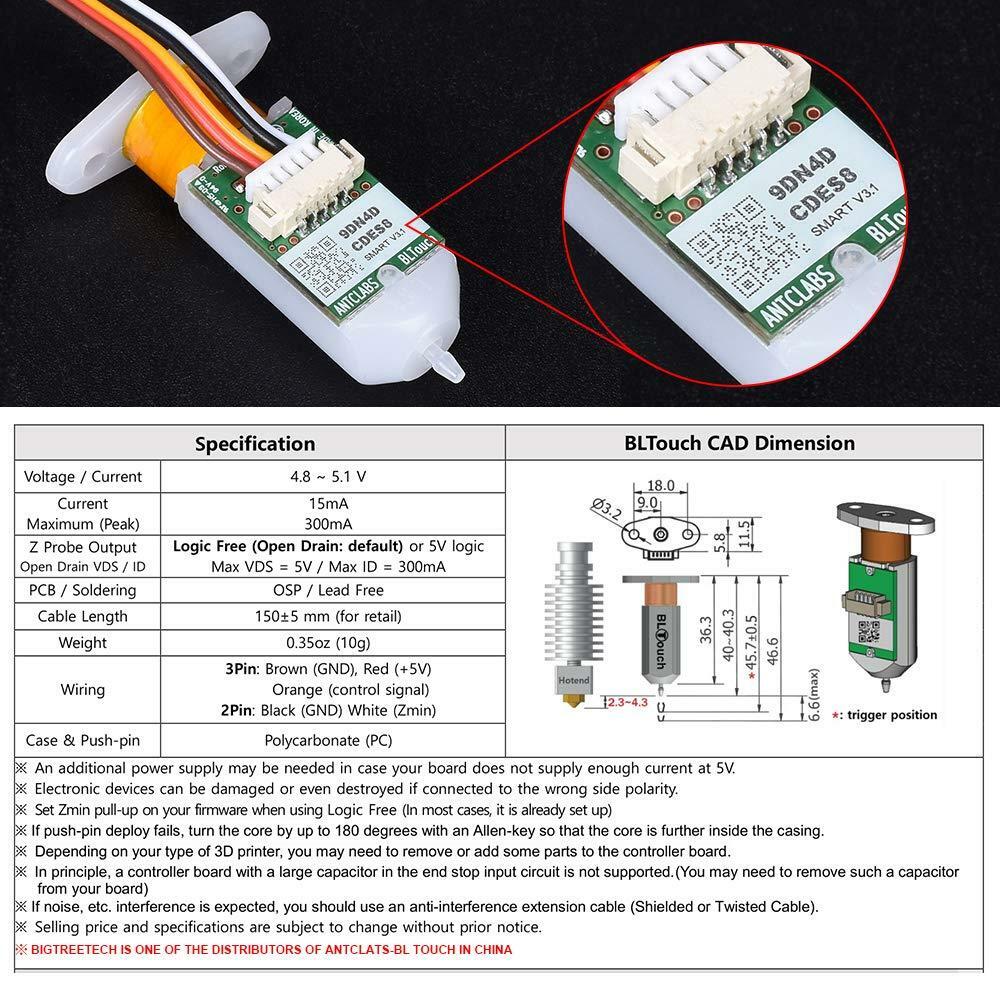
@Ale93_ dai un occhio a questo video che ti da un'idea di cosa si intende x Z Offset. Io ho canbiato da poco il mio fan duct con uno che ha il supporto per il BLTouch integrato. Purtroppo risulta troppo alto rispetto al mio nozzle e quindi, se montassi il BLTouch direttamente, al primo homing, il nozzle impatterebbe il piatto prima che la probe scatti. Per meglio regolare la distanza della probe dal piatto, ho appoggiato il nozzle al piatto e aggiunto un spessore di poco piu' di 2mm tra il piatto e la punta della probe. Fatto questo, ho misurato la distanza tra il supporto del bltouch del fan duct ed il bltouch stesso. Con questa misura mi sono costruito uno spessore che mi abbassa il BLTouch alla quota corretta. Qui di seguito ti giro del specifiche del BLTouch da dove ho ricavato le specifiche sulla distanza tra nozzle e probe. Credo che il 3d touch sia analogo. Una volta installato il 3dtouch correttamente, passi a calibrare lo Z Offset ed il gioco e' fatto
-
Il comando G28 fa homing di tutti gli assi se non specifichi alcun parametro ed e' necessario ad avvio di stampa
-
Io ho una CR20 PRO e ho installato i driver FT232R. Tra l'altro li trovi anche dal link che ti ha condiviso @eaman qualche post piu' in altro. Hai provato con questi? Tra l'altro il link recita pure "Most Creality Printers use a FTDI F232R USB to Serial adapter chip for them to use USB".... give it a try.....