michele79
-
Numero contenuti
163 -
Iscritto
-
Ultima visita
-
Giorni Vinti
11
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di michele79
-
Filaflex 70A TPU
michele79 ha risposto a Cubo nella discussione Problemi generici o di qualità di stampa
io riesco a stampare l'alfaflex (filoalfa), durezza non so comunque è praticamente un elastico mi ha dato parecchio da penare, con ugello da 0.8 e temperatura altissima 230gradi velocità 20mm. ho dovuto modificare leggermente l'estrusore sharebot inserendo un pezzo di capillare in teflon fra la ruota godronata e l'hotbreak 😥 -
Ender 3 v2 aggiornamento firmware e altri dati
michele79 ha risposto a Mich nella discussione Software di slicing, firmware e GCode
un bel problema, se ti può aiutare io ho installato anni fa questo: https://github.com/Jyers/Marlin/releases/tag/v1.3.0 la versione default 4.2.2 solo dal lato scheda main non ho toccato il display, e non mi ha dato nessun problema anzi va benissimo. da quel che vedo ha dei problemi nei movimenti quei punti di domanda in fondo nello schermo non mi sono mai capitati, controlla di avere gli step/mm corretti che magari i vari sw che hai usato non tutti avevano i parametri impostati, la mia ha questi numeri: vai in control/motion/stepsmm X: 80.0 Y: 80.0 Z: 400.0 E: 96.0 se questi campi sono vuoti inserisci questi numeri e poi salva in: control/store settings successivamente se risolvi il problema potrai perfezionare gli step dell'estrusore come meglio credi- 21 risposte
-
- 1
-

-
- ender3v2
- firmwareender3v2
- (and 1 più)
-
Ender 3 v2 aggiornamento firmware e altri dati
michele79 ha risposto a Mich nella discussione Software di slicing, firmware e GCode
quando fai il reset degli assi dovrebbe muovere prima l'asse z. secondo me si sono incasinati gli assi. magari non ho visto bene ma mi sembra che non hai il bltouch, giusto? quindi il sw che volevi caricare all'inizio non andrebbe bene, sei sicuro di aver installato il sw giusto? dovresti controllare a questo punto che versione hai di scheda main in modo da installare il sw giusto. (è scritto sulla scheda, devi smontare il pannellino sotto la stampante). -
Ender 3 v2 aggiornamento firmware e altri dati
michele79 ha risposto a Mich nella discussione Software di slicing, firmware e GCode
purtroppo si, ci sono molti tutorial, visto che sei già partito ti tocca fare tutto il processo esattamente come ti spiegano, comunque ci sono anche dei firmware dove non è necessario aggiornare il display dato che il miglioramento è marginale. io credo di aver usato questo a memoria ma è già vecchiotto: https://github.com/Jyers/Marlin/releases- 21 risposte
-
- 1
-
-
- ender3v2
- firmwareender3v2
- (and 1 più)
-
Ender 3 v2 aggiornamento firmware e altri dati
michele79 ha risposto a Mich nella discussione Software di slicing, firmware e GCode
nel file "notes.txt" ti dice esattamente cosa fare, prima aggiorni il lcd smontando il coperchio posteriore, poi aggiorni la scheda main dallo slot frontale. attenzione che quel file è configurato x il bltouch e la scheda main è 4.2.2- 21 risposte
-
- 2
-
-
- ender3v2
- firmwareender3v2
- (and 1 più)
-
Stampa con righe orizzontali
michele79 ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
ciao unica cavolata che mi viene in mente, fai lo z hop? se lo fa non è che magari ogni tanto rimane rialzato e ogni tanto ritorna giu? le boccole hanno un po' di gioco almeno nella mia.. -
anche su cura se importi un'immagine viene generato in automatico un bassorilievo
-
Gcode iniziale per spurgare fuori dalla stampa lascia una scia
michele79 ha risposto a Kykkus nella discussione Problemi generici o di qualità di stampa
credo che ti fa quella riga perchè sei leggermente troppo schiacciato sul piatto e durante le righe di spurgo si accumula pressione, non è un problema ti basta abbassare il piatto ancora di pochissimo anch'io uso lo stesso start gcode -
Con Cura si possono dividere i file STL?
michele79 ha risposto a kar120c nella discussione Software di slicing, firmware e GCode
non credo a meno che qualcuno mi smentisca.. puoi farlo con ideamaker ed esportare singolarmente i pezzi -
Sapete dirmi come si chiama questo connettore?
michele79 ha risposto a dnasini nella discussione Hardware e componenti
forse con la corrente sei al limite.. idea mia, se comunque il maschio lo devi stagnare sui fili del termistore ti togli un problema e li colleghi semplicemente con una stagnatura e guaina -
Sapete dirmi come si chiama questo connettore?
michele79 ha risposto a dnasini nella discussione Hardware e componenti
purtroppo nei cataloghi non l'ho trovato😥 dovrebbe essere un molex in qualche variante cinese.. -
Gestire asse Z in fase di stampa
michele79 ha risposto a Gioppe nella discussione Software di slicing, firmware e GCode
certo, disegni il secondo cerchio alzato rispetto al primo con una distanza pari almeno al layer che stai usando, e nello slicer togli i supporti. è un modo per stampare oggetti in serie uno sopra l'altro. altrimenti devi manipolare il gcode aggiungendo a mano l'offset facendo copia incolla, io comunque non l'ho mai fatto, c'è qualcosa su youtube.. -
lampada da comodino stampata
michele79 ha risposto a michele79 nella discussione Nuove idee e progetti
ecco ho aggiunto nei commenti le info, fammi sapere se ti è sufficiente, la stampa l'ho fatta tempo fa tale e quale con il tuo ultimo file rilasciato e dovrebbe venire con il foro da 10cm. da quel che mi ricordo ho usato ugello da 0.8 altamente consigliato per l'ottima qualità che ne esce. la mia stampante è una ender3 -
 ecco una lista approssimativa dei pezzi: per l'alimentazione della lampada(12V, 3W circa) ci sono varie soluzioni, si potrebbe usare un alimentatore integrato con la spina e l'interruzione sui 12V, quindi il cavo della lampada risulterebbe più sottile solo 2 fili; oppure un alimentatore a se, che permette l'interruzione sulla 220V con il cavo un po' più grosso a 4 fili (la soluzione che ho adottato perchè era quello che disponevo) metto un link solo indicativo (io ho usato materiale vecchio che avevo già) https://www.amazon.it/Alimentatore-Driver-Trasformatore-Corrente-Strip/dp/B07FJMCB85 il portalampada è un comune G4 per alogene che si trova in tutti i ferramenta, interruttore idem. per il filo ci si può sbizzarrire, ci sono varie soluzioni nelle ferramenta, trecce tessili, doppini, io ho usato un cavo elettrico per impianti da 0,5mm quadri da cui ho creato una specie di treccia, se lo usi con la 220V deve avere il grado di isolamento adatto. i piedini sono bastoncini di legno diametro 5mm che si trovano nei negozi cinesi. la placchetta su cui si fissa il portalampada è da costruire a partire da una lamiera da 2,5mm di alluminio, il foro dove si incastra il portalampada è da 14,8mm (fatta a mano). Il potralampada è fissato con 2 viti 3x10 e relativo dado.
ecco una lista approssimativa dei pezzi: per l'alimentazione della lampada(12V, 3W circa) ci sono varie soluzioni, si potrebbe usare un alimentatore integrato con la spina e l'interruzione sui 12V, quindi il cavo della lampada risulterebbe più sottile solo 2 fili; oppure un alimentatore a se, che permette l'interruzione sulla 220V con il cavo un po' più grosso a 4 fili (la soluzione che ho adottato perchè era quello che disponevo) metto un link solo indicativo (io ho usato materiale vecchio che avevo già) https://www.amazon.it/Alimentatore-Driver-Trasformatore-Corrente-Strip/dp/B07FJMCB85 il portalampada è un comune G4 per alogene che si trova in tutti i ferramenta, interruttore idem. per il filo ci si può sbizzarrire, ci sono varie soluzioni nelle ferramenta, trecce tessili, doppini, io ho usato un cavo elettrico per impianti da 0,5mm quadri da cui ho creato una specie di treccia, se lo usi con la 220V deve avere il grado di isolamento adatto. i piedini sono bastoncini di legno diametro 5mm che si trovano nei negozi cinesi. la placchetta su cui si fissa il portalampada è da costruire a partire da una lamiera da 2,5mm di alluminio, il foro dove si incastra il portalampada è da 14,8mm (fatta a mano). Il potralampada è fissato con 2 viti 3x10 e relativo dado. -
ciao, per chi volesse creare questa lampada: https://www.stampa3d-forum.it/forums/topic/19495-lampada-da-comodino-stampata/?do=getNewComment aggiungo qui il file del supporto. la copertura utilizzata è il modello parametrico sopra, di cui ho stampato l'ultima versione (la terza), il diametro del foro della copertura che dovrebbe risultare è di 10cm. supporto lampada.stl
-
Biqu B1 non estrude
michele79 ha risposto a ROBOGAODE nella discussione Problemi generici o di qualità di stampa
ugello otturato? a me è capitato anche su uno nuovo, a caldo passa l'ago per disotturare. altrimenti sempre a caldo 180° smonta l'ugello con la chiave in dotazione e tenendo fermo il blocchetto con una pinza, molto piano sono pezzi fragili.. quando rinstalli l'ugello nuovo stringi poco. -
ciao a tutti, ecco come ho sfruttato il progetto di @Alessandro Tassinari di stampa parametrica (la copertura sferica), una lampada da comodino led a 12V, il materiale è pla strongman naturale, leggermente trasparente (ottimo come resistenza). 😎

-
Problema gcode: passare da layer by layer a spiralize
michele79 ha risposto a Alessandro Tassinari nella discussione Software di slicing, firmware e GCode
sarebbe interessante anche come fai a generare direttamente il gicode e manipolarlo con numeri interi.. -
mi è capitato che cura5 mi da qualche "schizzo" cioè movimenti strani in certi layer, però viene fuori nell'anteprima. la causa sono errori nel modello cioè spigoli non chiusi che mandano in matto lo slicer. verifica il mainfold del modello
-
Problemino primi strati dopo ricalibrazione
michele79 ha risposto a kar120c nella discussione Problemi generici o di qualità di stampa
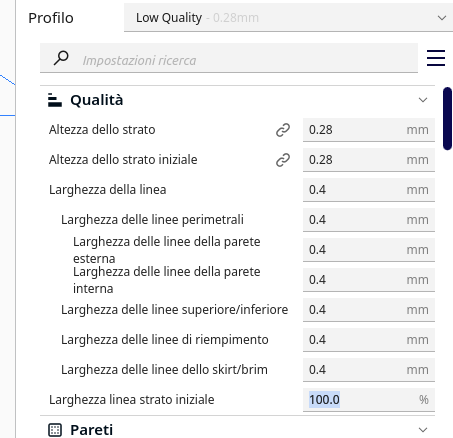
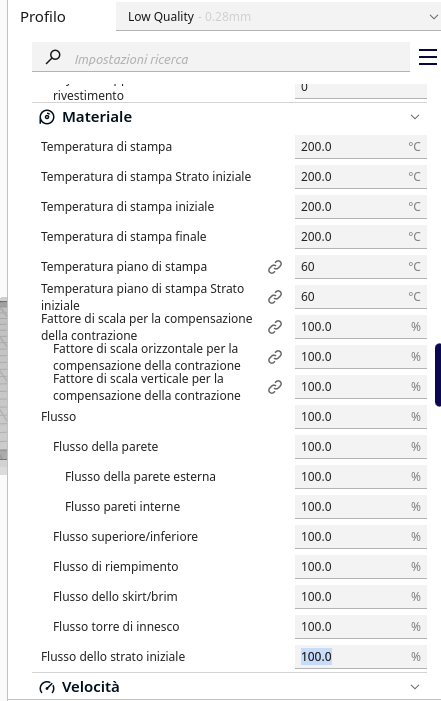
dovresti poter agire su questi parametri per il primo strato, devo dire comunque che non è poi cosi male il tuo primo strato..
-
Vaso a spirale
michele79 ha risposto a Ziopios nella discussione Problemi generici o di qualità di stampa
confermo quanto detto da @dnasini io i vasi li stampo sempre con lo 0.8 e ottengo anche tenuta all'acqua. di contro hai la minore definizione di eventuali particolari piccolissimi. -
Sotto-estrusione Creality Ender 3 Neo
michele79 ha risposto a Carlo Di Paolo nella discussione Problemi generici o di qualità di stampa
unica cosa aggiungo che a stampante spenta e fredda non dovresti riuscire a muovere il filo perché è fuso nel blocco dell'ugello. a stampante calda si. poi, nel video, vedi che l'angolino avanti destra è troppo schiacciato che non riesce neanche a uscire il materiale? andrebbe regolato il piatto da quel lato.. -
Velocita stampa primi 2 layer dopo il supporto cura
michele79 ha risposto a DarkPhoinix nella discussione Problemi generici o di qualità di stampa
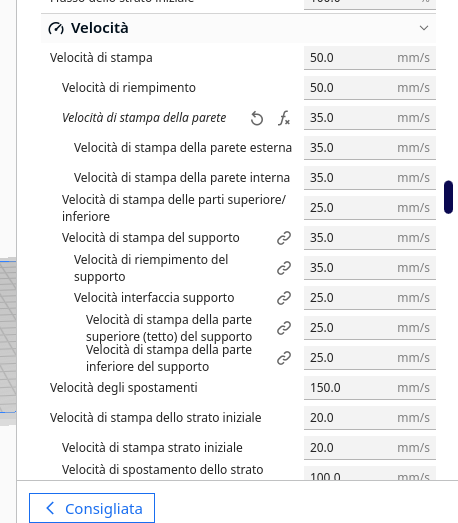
in teoria si, anche se non ci ho mai fatto caso, in "velocita di stampa di parti superiore/inferiore" cura5 dovresti poterlo fare dato che dopo ogni supporto si trova quasi sempre un riempimento solido, però influisci su tutto il modello non solo dopo il supporto
-
ciao dovresti avere un normale piatto in vetro con una serigrafia porosa, non credo che ci sia nessuna pellicola. non c'è problema neanche per i graffi perchè alla fine aumentano l'adesione. se non vuoi graffi aspetti solo che si raffreddi bene a stampa finita e il pezzo si staccherà da solo, con quel piatto avrai il problema opposto cioè che la stampa non aderisce, quando servirà, per ripristinare la buona adesione sgrassare il piatto con panno umido e sapone dei piatti. tutto qui.
-
Problema sotto-estrusione, credo
michele79 ha risposto a Signoermejo nella discussione La mia prima stampante 3D
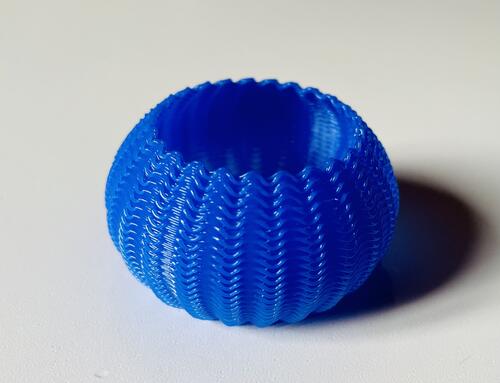
a parte tutto ma questa stampante fa dei capolavori artistici! sarebbe da tenere cosi!.. 😀scusate

.jpg.fc83a7a14003b9b96ace5cb84ee3ef96.jpg)
.jpg.b333db689f56fda7482fb0f62c18198d.jpg)

.jpg.1bd9f5cdcec4f5f59fe80952f7336640.jpg)