michele79
-
Numero contenuti
163 -
Iscritto
-
Ultima visita
-
Giorni Vinti
11
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di michele79
-
stampa parametrica con sverchok modellino di lampada
michele79 ha pubblicato una discussione in Nuove idee e progetti
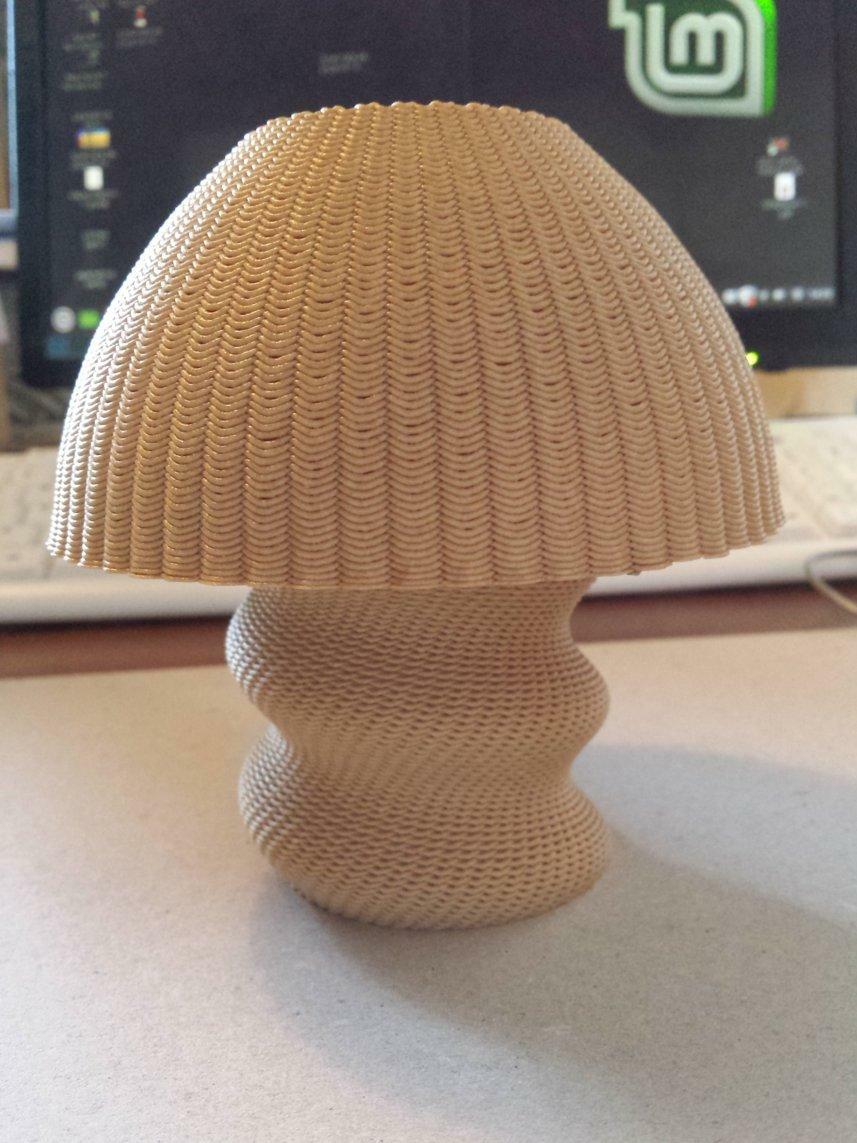
ciao a tutti, mi sto dilettando con l'estensione per la stampa parametrica per blender che è sverchok (il cugino povero di grasshopper) e queste sono le mie ultime stampe il cui gcode è generato direttamente da blender, purtroppo non si trovano molte guide online e dato che il sw è gratuito per quanto riguarda la funzione specifiche per la stampa 3d come gcode-exporter ha dei bug e bisogna trovare il modo per farli funzionare. cmq si riesce a gestire le cose fondamentali della stampa, ovviamente non è uno slicer e serve esclusivamente a generare percorsi continui(senza riempimenti). Dato che è una cosa dalle infinite potenzialità speriamo che in futuro l'autore decida di fare aggiornamenti. In seguito pubblicherò se interessa le schermate dei nodi usati per generare queste stampe. la fonte di ispirazione sono delle foto che ho visto in rete su lavori di "lunfardolab" (un laboratorio artistico credo) e la mia finalità nella stampa è esclusivamente ricreativa. stampante ender3, ugello 0.8, temperatura stampa 185°, ventilazione max, altezza strato 0.5mm circa, velocità di stampa 15mm/s(in realtà il gcode-exporter non so quanto sia preciso), materiale pla-legno.
-
PROBLEMA ESPORTAZIONE DA BLENDER A CURA STL
michele79 ha risposto a enrico125 nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
nel tuo file ho visto delle geometrie una dentro l'altra probabilmente dovute a varie trasformazioni, e lo spessore del tappo era quasi 0 per cui lo slicer non sa dove piazzare le pareti. Ti ho messo un file .blend con i vari passaggi che io ho fatto, in effetti disegnare filetti con blender è un po' macchinoso, richiede più passaggi per manipolare la mesh, cosa che in un cad non ti serve. tappo_mesh.stl tappo_mesh.blend.zip -
PROBLEMA ESPORTAZIONE DA BLENDER A CURA STL
michele79 ha risposto a enrico125 nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
se vuoi posta il tuo file, occhio che il solidify va usato con attenzione perchè può creare sovrapposizioni nascoste negli angoli, espandi verso l'interno o esterno per creare una geometria corretta. se crei un oggetto semplice lo puoi semlicemente disegnare senza usare modificatori,oppure generarlo da una rotazione in modo da controllare perfettamente lo spessore del modello. blender è ottimissimo, non hai sprecato nulla del tuo tempo, piuttosto lo puoi integrare con un sw più adatto al disegno vincolato come per es. freecad se hai bisogno di fare cose meccaniche. -
Solchi
michele79 ha risposto a SUPERMANCIO 3D nella discussione Problemi generici o di qualità di stampa
forse temperatura troppo alta, o mancanza di ventilazione.. -
end stop per il Z (lo ammetto l'ho sostituito con uno + valido che avevo già nei miei cassetti dell'elettronica e da allora zero problemi).
-
io sono ancora più all'antica, ho il piatto in vetro e sensore z normale, problemi quasi zero con l'azzeramento.😇 forse sbaglio, secondo me l'aggiunta della mesh ha fatto credere a qualche produttore che si potevano vendere piatti storti o economici.
-
Modifica lampada Alogena in LED COB
michele79 ha risposto a dnasini nella discussione Off-Topic in generale
suppongo per via dell'elettronica che pilota la lampada, il led ha un comportamento diverso rispetto all'alogena, da 0 a circa 180V di tensione rimane spento e non assorbe corrente, oltre si accende rapidamente fino ad arrivare al massimo della luminosità a 220V. invece l'alogena si comporta in maniera lineare e assorbe corrente come una resistenza. probabilmente l'elettronica non gestisce correttamente lo step di assorbimento del led. -
FINITURA PETTINE
michele79 ha risposto a dome84c nella discussione Problemi generici o di qualità di stampa
si, nasce come programma per animazione 3d, ma può fare molte cose. -
FINITURA PETTINE
michele79 ha risposto a dome84c nella discussione Problemi generici o di qualità di stampa
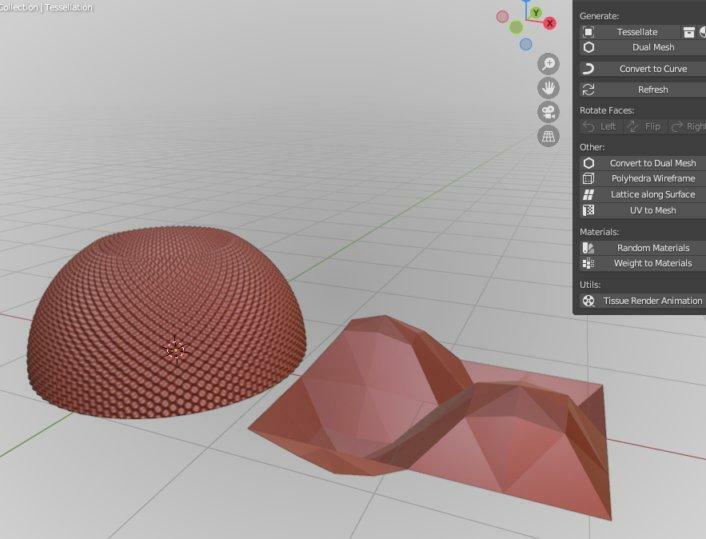
veramente belle!, il vaso frattale dovresti trovarlo su thingverse, i vasi gialli li potresti generare con un addon di blender che si chiama tassellate, vedi sotto, la lampada a fungo sarebbe addatta alla stampa parametrica di cui c'e un esempio nel materiale disponibile sul forum tutto sommato delle belle sfide.. ho fatto una prova su blender:
-
Opzioni economiche per alleggerire il letto delle bedslingers tipo Ender3?
michele79 ha risposto a eaman nella discussione Hardware e componenti
non sono esperto quanto te, però se non puoi regolare il piatto con il sistema viti/molle ti potresti perdere la perpendicolarità degli assi in z. o sbaglio? cmq se non stampi pezzi meccanici poco importa.. -
FINITURA PETTINE
michele79 ha risposto a dome84c nella discussione Problemi generici o di qualità di stampa
certo, magari esiste già qualcosa del genere con un nome diverso.. -
FINITURA PETTINE
michele79 ha risposto a dome84c nella discussione Problemi generici o di qualità di stampa
può dare una mano la spunta su "rendi stampabile lo sbalzo" in cura, deforma leggermente il modello nei punti più difficili abbassando l'angolo di sbalzo. -
Litofanie di forma personalizzata
michele79 ha risposto a Heda nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
puoi importare una immagine in cura e ti appare una finestra per le varie opzioni, se vuoi lo puoi ruotare in piedi.. -
Come dissaldare i cavi del Bed?
michele79 ha risposto a dnasini nella discussione Hardware e componenti
se hai un saldatore che va a 400 dovresti riuscire, anche con le piazzole molto grandi che dissipano il calore della saldatura, fai sciogliere un po' del filo di stagno sopra mantenendo sempre la punta calcata sopra, dovrebbero iniziare a smollarsi. se no vai con la pistoletta a gas. probabilmente è uno stagno lead-free che richiede temperatura + alta -
problemi precisione dimensione
michele79 ha risposto a cla68 nella discussione Problemi generici o di qualità di stampa
i fori piccoli hanno sempre un piccolo restringimento, in "avanzate" --> "compensazione zampa d'elefante" puoi provare ad aggiungere 0.3 per ridurre di poco il primo layer in XY. non risolve il problema ma ti dovrebbe togliere la sbavatura che riduce il buco delle finestrelle. in alterativa su cura hai la gestione dell'espansione orizzontale anche solo dei fori. -
La mia Ender 3 a metà stampa smette di estrudere
michele79 ha risposto a Stoky04 nella discussione Problemi generici o di qualità di stampa
mi viene un dubbio, che versione di marlin hai? perchè a memoria una ver. precedente del 2.1.2.1 mi dava lo stesso problema con i miei driver TMC2208 per problemi di compatibilità, che sono stati risolti dalla 2121 vedi qui: https://github.com/MarlinFirmware/Marlin/issues/25069 -
Non parte la stampa
michele79 ha risposto a maldiluna nella discussione Problemi generici o di qualità di stampa
ci sono vari slicer on.line tipo questo https://grid.space/kiri/ io non ne conosco perchè non li uso magari trovi qualcosa di meglio.. -
Modifica riempimento da una determinata altezza di stampa con Cura
michele79 ha risposto a MC88 nella discussione Software di slicing, firmware e GCode
non credo che con cura tu possa definire il numero dei layer per questa funzionalità, ma geometricamente puoi sovrapporre un cubo al tuo modello e definire le nuove impostazioni per il volume di intersezione. -
Non parte la stampa
michele79 ha risposto a maldiluna nella discussione Problemi generici o di qualità di stampa
raggiungi le temperature del bed e hotend? se ti può aiutare questo è lo uno start della mia ender3 con cura: ;FLAVOR:Marlin ;TIME:8395 ;Filament used: 11.8762m ;Layer height: 0.28 ;MINX:71.707 ;MINY:89.525 ;MINZ:0.28 ;MAXX:148.197 ;MAXY:130.482 ;MAXZ:93 ;Generated with Cura_SteamEngine 4.8.0 M140 S50 M105 M190 S50 M104 S203 M105 M109 S203 M82 ;absolute extrusion mode ; Ender 3 Custom Start G-code G92 E0 ; Reset Extruder G28 ; Home all axes G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed G1 X0.1 Y20 Z0.3 F5000.0 ; Move to start position G1 X0.1 Y200.0 Z0.3 F1500.0 E15 ; Draw the first line G1 X0.4 Y200.0 Z0.3 F5000.0 ; Move to side a little G1 X0.4 Y20 Z0.3 F1500.0 E30 ; Draw the second line G92 E0 ; Reset Extruder G1 Z2.0 F3000 ; Move Z Axis up little to prevent scratching of Heat Bed G1 X5 Y20 Z0.3 F5000.0 ; Move over to prevent blob squish G92 E0 G92 E0 G1 F1500 E-7 ;LAYER_COUNT:378 ;LAYER:0 M107 ; ultimo comando dello start G1 F300 Z0.48 ; z hop G0 F6000 X74.733 Y90.951 Z0.48 ;movimento con z hop ;TYPE:SKIRT G1 F300 Z0.28 ;partenza della stampa G1 F1500 E0.20788 G1 F1200 X74.919 Y90.807 E0.22463 G1 X75.122 Y90.66 E0.24249 G1 X75.318 Y90.528 E0.25933 G1 X75.595 Y90.354 E0.28263 ... -
La mia Ender 3 a metà stampa smette di estrudere
michele79 ha risposto a Stoky04 nella discussione Problemi generici o di qualità di stampa
secondo me stai estrudendo troppa roba e nei primi strati si accumula pressione nell'estrusore, questo si evidenzia quando hai modelli con una base larga(tanto materiale impaccato nel primo layer) -
Connettori MR60 x connettere Silicon Pad a 220V
michele79 ha risposto a dnasini nella discussione Hardware e componenti
ottimo, ma la artillery e la bambu usano il cavo di terra? ho i miei dubbi.. se la tua stampante è una bed sliding, lo saprai gia, ti consiglio di usare cavi adatti per resistere alle pieghe (insomma non quelli della A1 possibilmente)😉 -
Connettori MR60 x connettere Silicon Pad a 220V
michele79 ha risposto a dnasini nella discussione Hardware e componenti
1000W/220V=5A quindi ci stai dentro 220V AC *1.4=308V picco anche qui ok -
Dopo mesi che non stampo tutto un disastro....AIUTO
michele79 ha risposto a Epifanio257 nella discussione Problemi generici o di qualità di stampa
sottoestrusione, il filo non viene spinto correttamente, verifica la meccanica dell'estrusore, e anche gli step per mm dell'estrusore(non dovrebbe servire se non li hai toccati) altro non ti so dire non avendo quella stampante.. -
Accuratezza Dimensioni interne fori ecc stampa 3D
michele79 ha risposto a sr.sr nella discussione Problemi generici o di qualità di stampa
aggiungo solo che, per la mia esperienza, i fori "piccoli" diciamo diametro al di sotto di circa 1cm, in stampa tendono a ridursi in modo importante, quindi bisogna compensare nel disegno o a slicer(espansione orizzontale dei fori), mentre per i fori più grandi diventa trascurabile o quasi.- 10 risposte
-
- 2
-

-
- fori
- dimensioni
- (and 2 più)
-
instabilità temperatura hotend
michele79 ha risposto a Fufluns nella discussione Problemi generici o di qualità di stampa
io sulla ender3 ho il BANG_MAX a 255 sei sicuro di aver selezionato il modello di termistore giusto?