michele79
-
Numero contenuti
160 -
Iscritto
-
Ultima visita
-
Giorni Vinti
11
Obiettivi di michele79
")





-
FreeCad: disegno meccanico parametrico libero e gratuito
michele79 ha risposto a eaman nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
ciao, questo non è male per imparare l'ambiente sketch e la logica di freecad.😉 -
problema con disegno per stampa in vase mode
michele79 ha risposto a lever63 nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
ho avuto anch'io quel problema con cura, deve essere un bug o un problema nel modo in cui seziona. ho risolto andando a tentativi spostando la posizione dell'oggetto su piatto e riprovando lo slicing. forse lo spazio 0.01 non serve cosi piccolo perche magari va a in conflitto con la risoluzione minima del sezionamento, io usavo 0.1 tanto si salda lo stesso, al massimo aumenti l'estrusione. -
Fusion 360 problemino su disegno che non torna
michele79 ha risposto a francescobuti nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
non conosco fusion, ma mi sembra che tu abbia il centro di rotazione che non risiede sul diametro del semicerchio -
confermo, quella stampante ha vetro serigrafato normale, e ben funzionante secondo me. non so cosa sia quell'adesivo, per me, se sotto hai la serigrafia a puntini puoi anche toglierlo.
-
Ender 3 V1 - PLA
michele79 ha risposto a Matteo2888 nella discussione Problemi generici o di qualità di stampa
cala la velociatà di stampa a 35, per le pareti che non si legano. anche la velocità di retrazione prova sui 25 e vedi come viene. travel a 150. questi sono i miei parametri con una configurazione credo uguale alla tua.. (e la mia stampa perfettamente) sempre @eaman docet!😄 -
Ender 3 V1 - PLA
michele79 ha risposto a Matteo2888 nella discussione Problemi generici o di qualità di stampa
per la velocità di stampa secondo me 60mm/s sono una velocità max per la ender3 di fabbrica. stai sui 30 dato che non sai ancora bene cosa non funziona a dovere. la velocità di retrazione io tengo 25 (quella del profilo standard di cura) hai provato un nozzle nuovo? la mia idea è che l'estrusore clicca perchè la plastica non esce liberamente, hai un'ostruzione da qualche parte quindi si accumula pressione nell'hotend e di conseguenza fai fili negli spostamenti. controlla anche il bowden che non abbia strozzature nella parte iniziale e finale ultima cosa che mi viene in mente, hai caricato il profilo della ender3 sugli slicer che usi? -
Ender 3 V1 - PLA
michele79 ha risposto a Matteo2888 nella discussione Problemi generici o di qualità di stampa
ciao non capisco cosa intendi, ci sono pla che si stampano anche a 180° dipende quale materiale stai usando. anche qui, se hai un bowden è una retrazione normale, per clicca cosa intendi? dalle foto sembra che hai un problemino di estrusione, probabilmente sottoestrusione date le paretine delaminate che si vedono dall'alto. posso solo consigliarti di controllare bene che ugello/gola/bowden/estrusore funzionino a dovere. -
prova di stampa non planare parametrica con sverchok
michele79 ha risposto a michele79 nella discussione Nuove idee e progetti
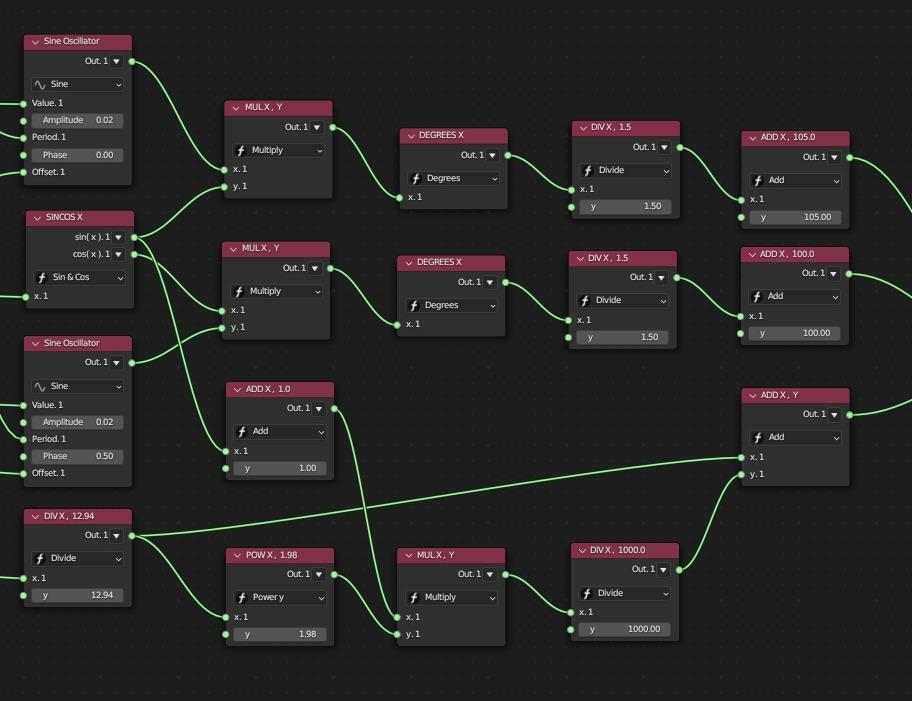
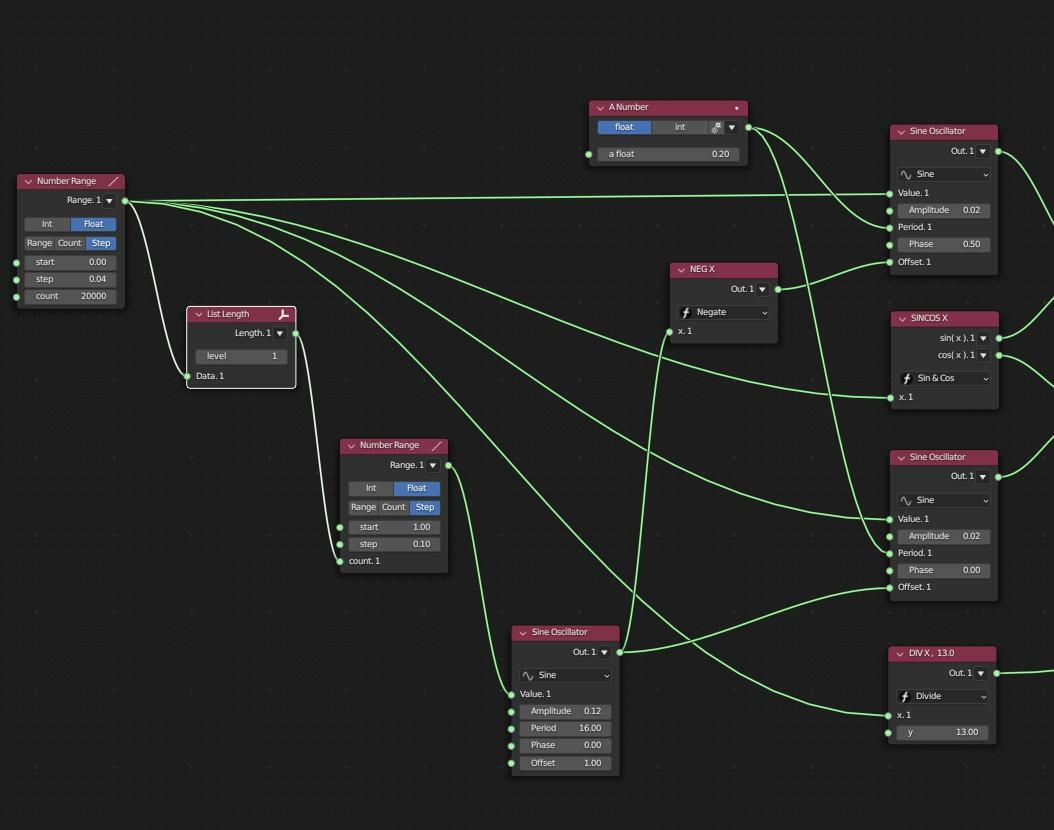
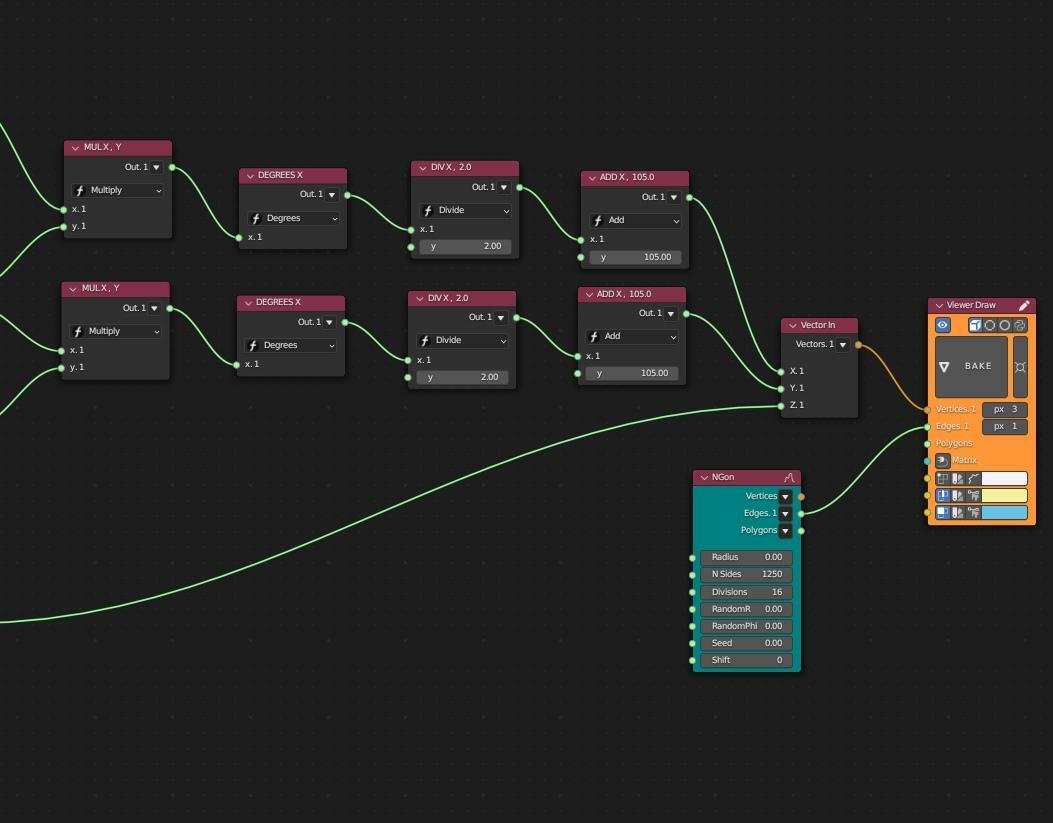
sopra prendo un canale seno che diventerà la x, sommo la quantità 1, poi moltiplico per la serie dei punti in progressione da 1 a 50K elevati alla potenza di una quantità che vedi nel nodo POW X. questo è stato importante per ottenere un effetto di innalzamento dello strato progressivamente maggiore con l'altezza. ho fatto altre prove senza questo accorgimento e andavo sempre a sbattere con il gantry a causa dello shape dell'oggetto che al centro si restringe e l'inclinazione degli strati variava esageratemante. cmq questo è uno dei tanti modi di affrontare il problema non il migliore..👍 -
prova di stampa non planare parametrica con sverchok
michele79 ha risposto a michele79 nella discussione Nuove idee e progetti
bell'idea, è +- quello che ho fatto, ti metto sotto una immagine, gestire anche l'estrusione sarebbe una figata, per il momento mi sono limitato ad una estrusione costante. il nodo gcode-exporter con il controllo dell'estrusione è presente in sverchok ma non mi funziona bene, l'ho usato come add-on a se stante. per le istruzioni di installazione segui il mio precedente post sulla lampada
-
prova di stampa non planare parametrica con sverchok
michele79 ha pubblicato una discussione in Nuove idee e progetti
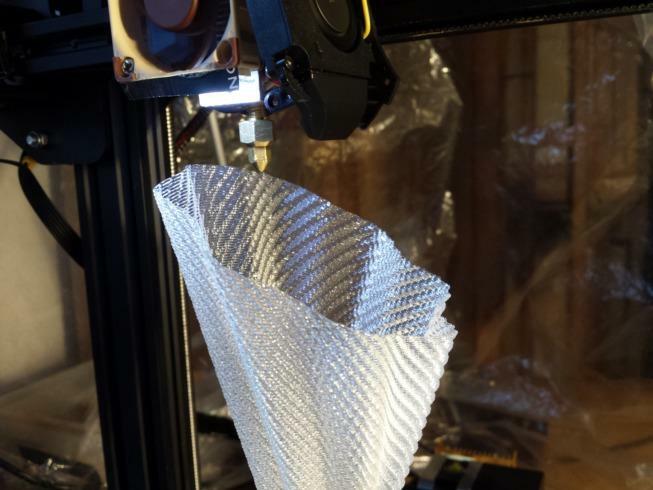
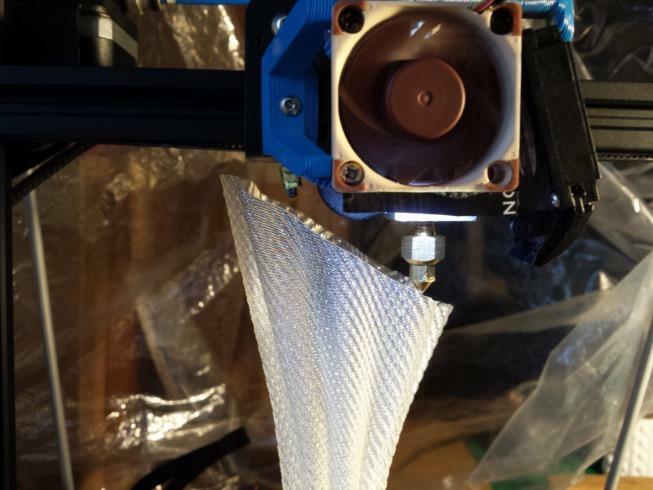
ciao, se vi è capitato di vedere in questi giorno la coppa america, mi ha ispirato questo esempio di stampa 3d con cui è stata realizzata la coppa delle e-series america's cup: https://www.americascup.com/news/3553_AMERICAS-CUP-E-SERIES-GRAND-FINAL-SET-TO-TAKE-CENTRE-STAGE-IN-BARCELONA (dicono con parte della plastica recuperata dagli oceani), che ho immaginato sia stata realizzata con una tecnica raffinata; cioè con interpolazione in asse z in modo da avere un unico percorso che salendo a spirale sale e scende in z e ottiene il bordo superiore liscio, inclinato quasi a piacimento e senza scalettature date da un comune slicer. ecco un mio modellino a mia interpretazione che somiglia vagamente, sicuramente è interessante capire e riprodurre il metodo che hanno usato. Il gcode è stato direttamente generato da l'addon sverchok di blender, per ottenere non planarità in z ho usato una funzione seno che modifica gradualmente l'altezza degli strati, con opportuna normalizzazione. La stampante è leggermente modificata per gestire la stampa non planare. Stampante ender3, materiale pla trasparente, stampa 205°, piatto 55°, ugello modificato per la non planarità da 0.8mm, velocità 15mm/s. 😎
-
Come modellare un esagono
michele79 ha risposto a Lirin nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
quello che mi viene in mente di possibile, la cinghia x potrebbe incastrarsi in qualche punto oppure i cavi o il bowden si incastrano muovendosi in x. l'asse x è fluido se lo muovi a mano? la cinghia è tirata correttamente?(non come una corda di violino intendo) -
quindi? impressioni?😛
-
Come modellare un esagono
michele79 ha risposto a Lirin nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
a me è capitato all'inizio che le rotelline sotto il piatto erano strette a bestia, ed erano talmente spiatellate da avere uno scatto sul movimento y, controlla che l'asse si muova liberamente e senza scatti. se è così devi agire sui eccentrici per stringere o allentare. idem per la x -
Come modellare un esagono
michele79 ha risposto a Lirin nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
puoi usare anche shift A -> mesh -> extras -> HoneyComb se non c'è: edit -> preferences -> addons -> ricerca: "add mesh: extra objects" e spunta. -
stampa parametrica con sverchok modellino di lampada
michele79 ha risposto a michele79 nella discussione Nuove idee e progetti
mi rendo conto che l'immagine sopra non è compatibile con la pagina, qui si vede meglio: