michele79
-
Numero contenuti
163 -
Iscritto
-
Ultima visita
-
Giorni Vinti
11
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di michele79
-
apri il pannellino di plastica a sx sotto il piatto, comunque non credo che abbiano usato schede diverse da quella che ti ho riportato. lascio la parola a Ian di cui ho letto post molto interessanti qualche tempo fa saluti a tutti e auguri
-
ciao io ho una NG che non uso praticamente, tempo fa ho aggiornato il fw, premetto che non sono esperto se cerchi in questo sito nella sezione sharebot trovi gente molto piu esperta e che ha compilato dei firmware per la ng. comunque se è come la mia dovresti avere una scheda: rumba atmega2560 compatibile marlin. per programmarla devi installare l'ide di arduino scaricabile gratuitamente dal sito arduino e collegarla con il cavetto usb al pc. inoltre su windows devi installare il driver che trovi sul sito sharebot nella sezione download, per linux non sono mai stato in grado di farla vedere dal sistema, quindi meglio se hai win. ricorda che se aggiorni il fw perderai le eventuali statistiche che hai memorizzate sulla stampante.
-
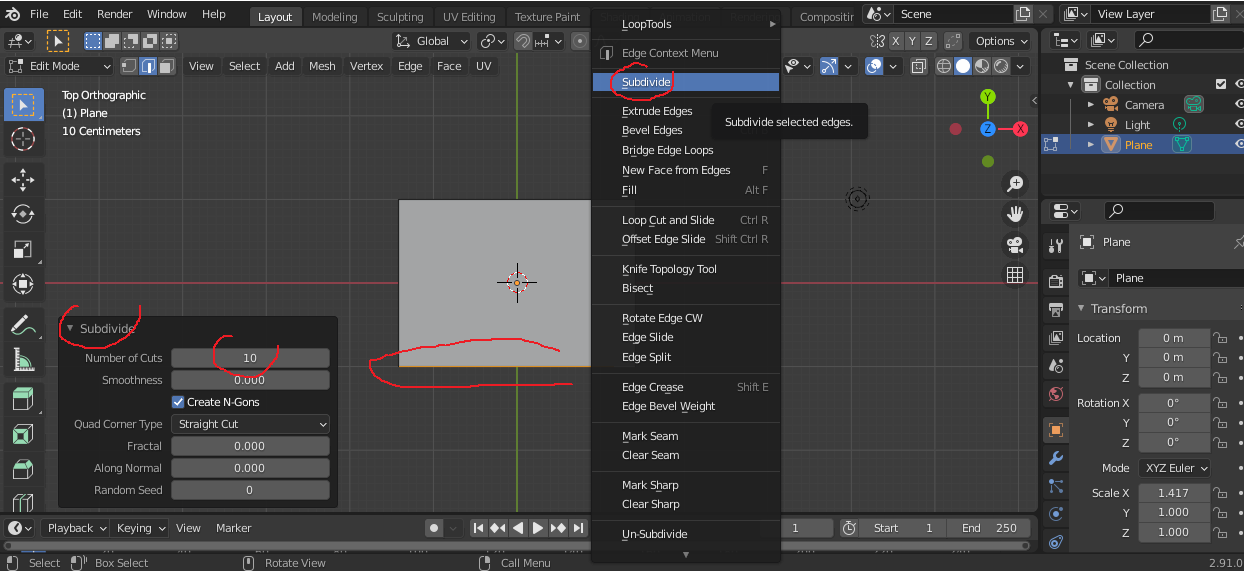
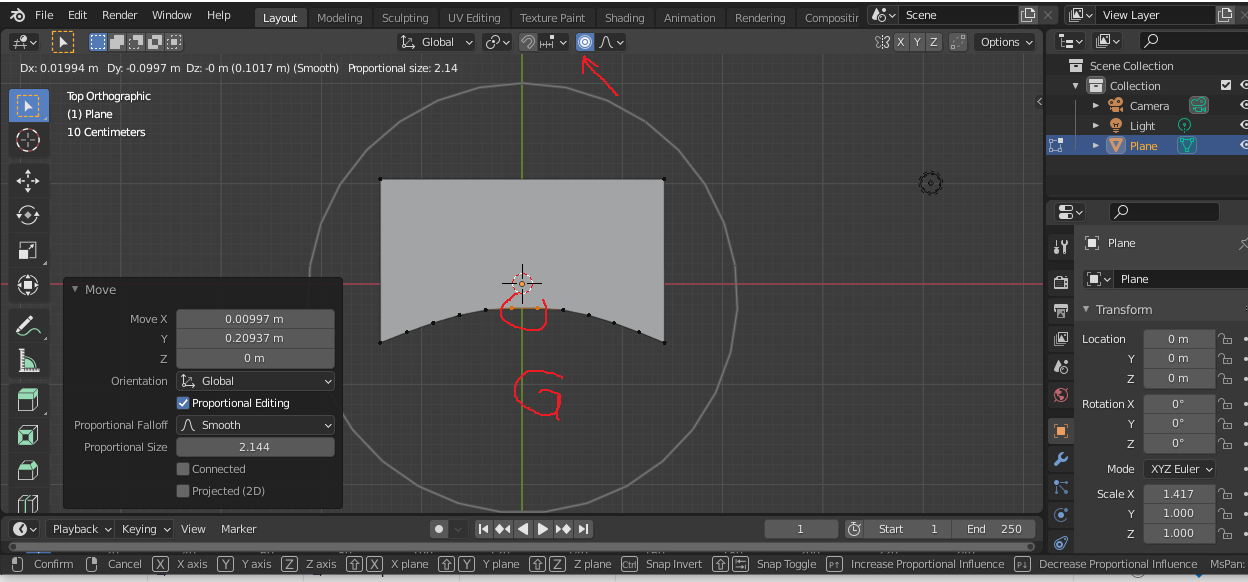
Sto impazzendo con la modellazione di una parte di un pezzo
michele79 ha risposto a Drvo nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
condivido un metodo che ho imparato da poco, editing proporzionale. in edit mode(tasto tab), premi 2(i numeri che sono sopra le lettere) per editare gli spigoli, selezioni lo spigolo interessato del rettangolo, tasto destro Subdivide, nel menu contestuale che compare in basso a sx scegli di quanto suddividere lo spigolo, esempio 10. poi abiliti il tastino indicato dalla freccia, premi 1 per editare vertici, selezioni uno o più vertici centrali, premi g per muovere tali vertici e con la rotellina del mouse allarghi o restringi il campo dell'editing proporzionale. ciao
-
Estrusione scarsa in partenza ad ogni layer
michele79 ha risposto a Lollo78 nella discussione Problemi generici o di qualità di stampa
potresti anche provare se usi cura, in spostamenti / entità di innesco supplementare dopo retrazione, aumentare la quantità da 0 a 0,5 magari e vedi se toglie la rarefazione del layer dopo la cucitura, da non esagerare sennò fa il blob. -
Ventola silenziosa alimentatore ender 3
michele79 ha risposto a tropi77 nella discussione La mia prima stampante 3D
specifico per la mia ender 3 V2 ho ridotto di molto il rumore dell'alimentatore sostituendo la ventola con un modello silenzioso (ce ne sono molti di vari prezzi) e aprendo completamente il foro davanti alla ventola, perchè buona parte del rumore è dovuto anche alle griglie dei case originali che coprono il tutto. ho aperto anche i fori rettangolari di uscita dell'aria. il risultato è soddisfacente. comunque nell'alimentatore della V2 la ventola è a 12V, misure 6X6X1,5cm -
righe su pareti lisce (simile wobble) su Sharebot NG (risolto)
michele79 ha risposto a michele79 nella discussione Sharebot
Certo, possono esserci molti problemi, e ora so che la NG non è proprio il massimo meccanicamente, comunque il problema che avevo l'ho risolto con il metodo che ho riportato, certamente la tensione dell'alimentatore l'ho controllata molto attentamente con oscilloscopio e anche sui driver motori per scovare eventuali cadute durante l'accensione del piatto(che assorbe la maggior parte della potenza), utilizzato anche alimentatore esterno, ma non c'e niente da fare, se la temperatura del piatto fluttua il risultato lo vedi sul modello, quindi l'unico modo è avere un controllo della temperatura piatto perfettamente funzionante che sia on/ off o pid. può anche essere che io abbia una meccanica più sensibile a questo problema.. ciao -
ciao ti confermo anch'io le prime volte che ho usato ideamaker avevo questo strano movimento della testa, questo forse perchè lo slicer nasce per le stamanti raise. nessun problema modificando lo start gcode tutto a posto, ricordati anche di impostare l'offset x, y per stampare al centro del piatto (impostazioni avanzate / altro /offset globale)
-
righe su pareti lisce (simile wobble) su Sharebot NG (risolto)
michele79 ha risposto a michele79 nella discussione Sharebot
termal gap pad GP5000S35 0,02 codice farnell: 1893450 comunque anche la pasta termoconduttiva per computer va bene lo stesso, piuttosto che niente. prova a stampare con il piatto spento, se le righe spariscono è quello. ciao -
righe su pareti lisce (simile wobble) su Sharebot NG (risolto)
michele79 ha risposto a michele79 nella discussione Sharebot
ciao, si certo a piatto freddo nessun difetto nelle stampe. per fortuna l'estrusore mantiene perfettamente la temperatura ho fatto molti controlli con repetier host e il grafico delle temperature, certo ci possono essere molte cose che non si notano finché non diventano evidenti nella stampa. Prima di questa "riparazione" il piatto aveva delle oscillazioni di qualche grado che pensavo essere fisiologico. Una cosa che non ho specificato e che ho letto in qualche altro post, se si attiva il controllo pid sul piatto tutti vantaggi ok però bisogna considerare che il mosfet che pilota il piatto lavora molto di più e tende a scaldarsi di più, bisogna tenere d'occhio che non scotti, per ora nella sharebot non ho avuto problemi. buona serata -
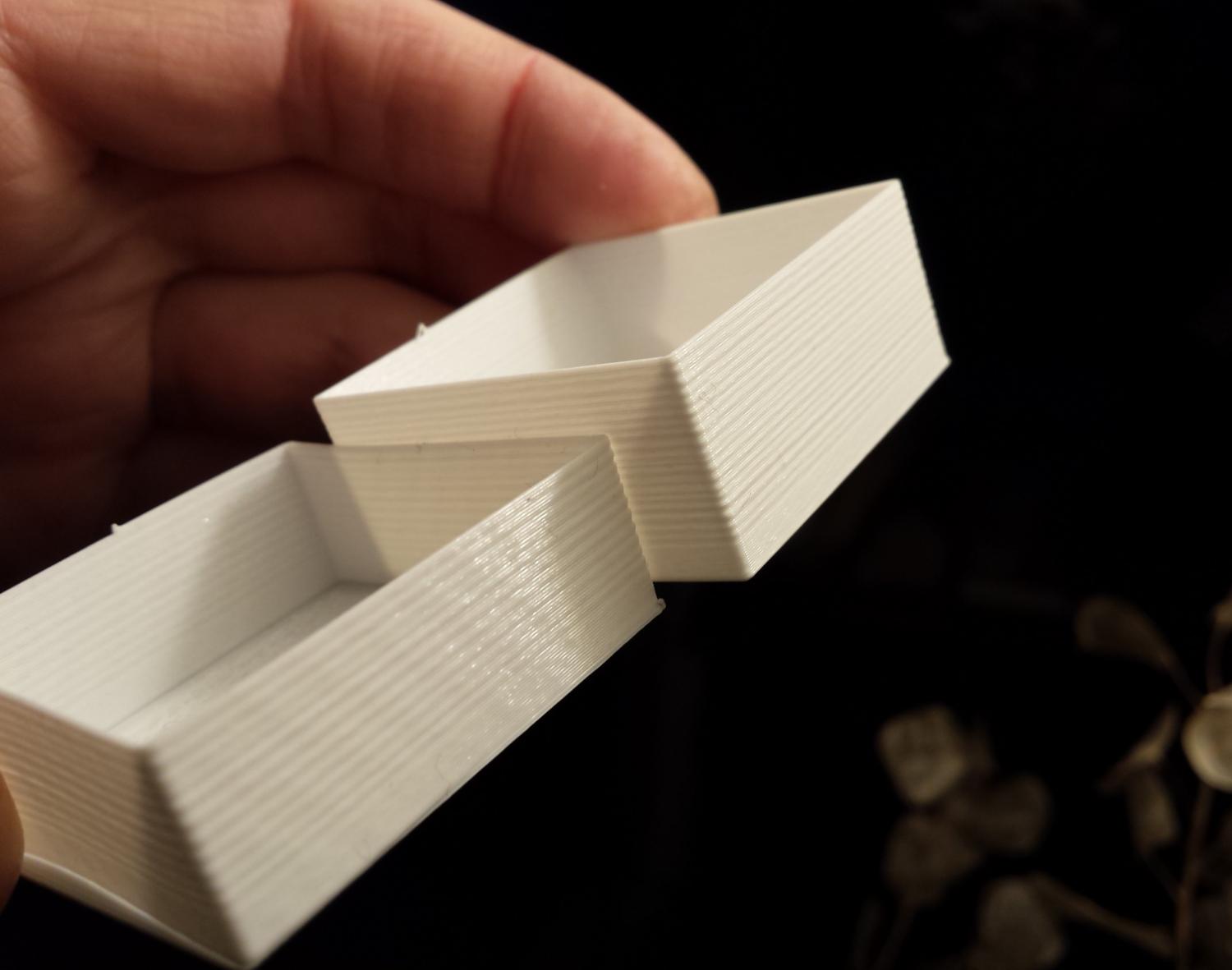
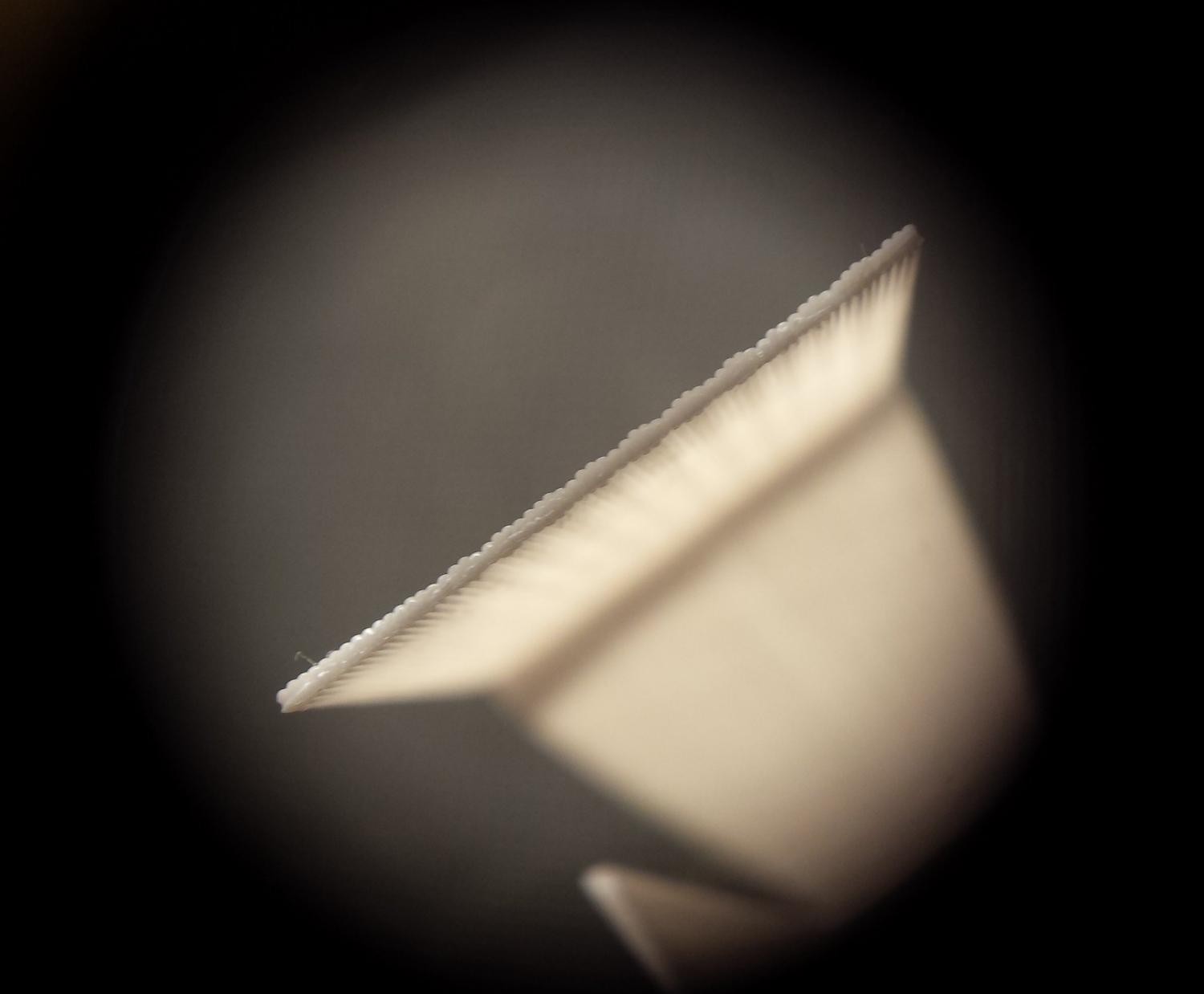
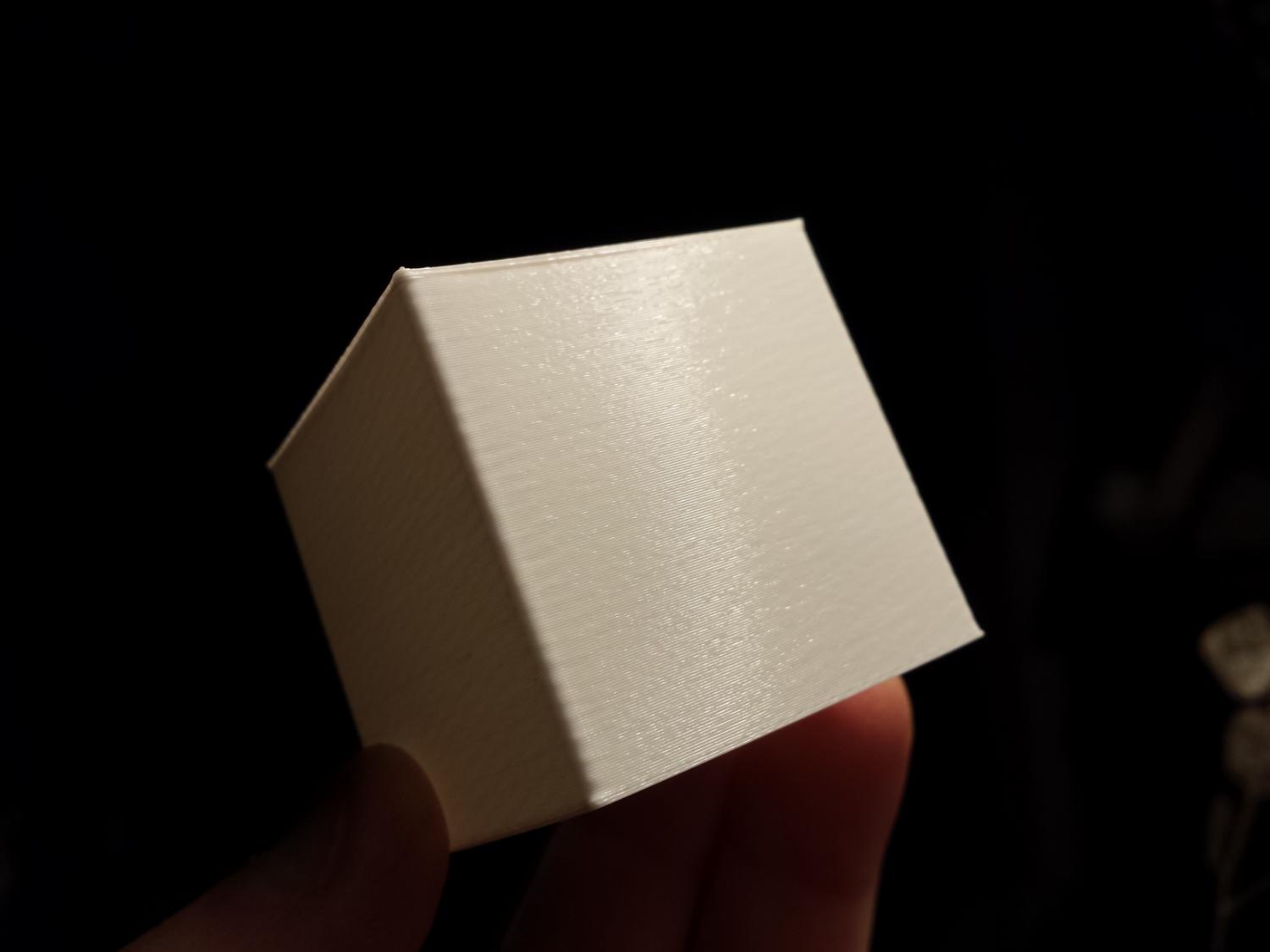
ciao a tutti, ecco la risoluzione di un problema che può essere abbastanza fastidioso che per capirne l'origine mi ha preso del tempo, riscontrato sulla mia Sharebot NG (scheda rumba atmega 2560), forse potrà essere utile a qualcuno che ancora possiede questa stampante. cubetti thin wall di prova, la stampa faceva queste onde sulle pareti lisce, simili al wobble la vista della sezione del loop evidenzia che non si tratta di wobble perché si vedono piuttosto degli ispessimenti-restringimenti della parete, dopo molte prove ho capito che dipendeva dal ciclo di accensione e spegnimento del piatto (pilotato in modalità bang-bang) e determinava la dilatazione termica di piatto + modello e conseguente variazione della distanza z dall'ugello. Anche ricaricando il Marlin con l'ablilitazione del #define PIDTEMPBED (abilitazione del controllo termostato tramite PID anche sul piatto) la situazione non migliorava, solo le righe diventavano irregolari piuttosto che equidistanziate come prima. Anche il segnale pwm del Pid era irregolare seppure dopo molti cicli di autotune. poi dalla lettura della resistenza del termistore ho capito che qualcosa non andava e ho provato a migliorare l'accoppiamento termico del termistore con il piatto riscaldante, che originariamente era appoggiato in prossimità di un foro e tenuto in posizione con il nastro capton, inserito un pezzo di tappetino conduttivo termico fra i due e richiuso il nastro capton, e il problema risolto. il termistore non toccando perfettamente sul piatto può non leggere correttamente la temperatura e fornire sbalzi termici al piatto che degradano la stampa. il risultato: 👍😁 preciso che a questo punto non sono tornato indietro alla modalità vecchia di gestione termostato del piatto dato che il PID dovrebbe dare migliori garanzie sulla stabilità di temperatura anche se probabilmente non essenziale. spero che sia utile ciao!
- 15 risposte
-
- 1
-

-
- wobble
- problema stampa
- (and 2 più)
-
ciao! quel problema di stampa sul modello verde ce l'ho anch'io e ho visto che dipende dall'accensione spegnimento del piatto durante la stampa. a piatto spento il difetto sparisce, non ho ancora capito se dipende da un malfunzionamento ( le tensioni sembrano ok) o se un difetto di fabbrica.. saluti
-
salve a tutti, io ho le stesse righe sui cubi thin wall di prova, con caratteristica periodica simili a onde regolari. ho osservato che dipendono dai cicli accensione / spegnimento del piatto che in qualche modo non ho ancora capito come influiscono sulla velocità degli assi. infatti spegnendo il piatto il problema sparisce. CHiarimento: questo solo se il problema non è propriamente wobble, ovvero se le onde presenti sul modello sono sia all'interno e all'esterno nello stesso layer.