il_cosmo Inviato 27 Luglio 2021 Inviato 27 Luglio 2021 Ragazzi, fin'ora (e mi è andata finora bene!) mi sono fidato ciecamente dei parametri di stampa dettati dai produttori di filamento che ho acquistato; nella volontà di migliorare le mie tecniche, anche dopo aver notato qualcosa di strano nel filamento nuovo estruso, mi stavo studiando l'utilizzo delle torri di temperatura. Sicuramente un argomento trattato più volte su questo forum... Ne ho stampata una che vi sottopongo nella speranza di raccogliere le vostre impressioni, sempre nell'ottica di migliorarmi e capire come interpretare questo "strumento" di valutazione del filamento. Cita
muffo Inviato 27 Luglio 2021 Inviato 27 Luglio 2021 A occhio direi 195/200.....però dovresti provare a spezzarla e verificare dove gli strati sono meglio adesi 2 Cita
Whitedavil Inviato 27 Luglio 2021 Inviato 27 Luglio 2021 31 minuti fa, muffo ha scritto: A occhio direi 195/200.....però dovresti provare a spezzarla e verificare dove gli strati sono meglio adesi Non sapendo che materiale sia, io vado per i 190, ma quoto il discorso di spezzarla. 2 Cita
il_cosmo Inviato 28 Luglio 2021 Autore Inviato 28 Luglio 2021 Perdonatemi la domanda sciocca... ma spezzarla all’altezza dei cubi oppure al centro? È comunque PLA... scusatemi se lo avevo omesso... Cita
muffo Inviato 29 Luglio 2021 Inviato 29 Luglio 2021 Io solitamente prima spezzo le varie zone, separandole una dall'altra così mi faccio una prima idea, poi rompo le zone a metà per vedere l'adesione degli strati. Le rotture le faccio nel senso orizzontale della stampa. 1 Cita
il_cosmo Inviato 29 Luglio 2021 Autore Inviato 29 Luglio 2021 Ho fatto una prova a forzare tra i vari livelli, partendo dall'alto ed è stato abbastanza semplice rompere tra i 200 ed i 205... presumo quindi di dover andare a ritroso e usare 190/195 come temperatura di stampa. Giusto?! Cita
dnasini Inviato 29 Luglio 2021 Inviato 29 Luglio 2021 36 minutes ago, il_cosmo said: presumo quindi di dover andare a ritroso e usare 190/195 come temperatura di stampa. Giusto?! Ciao, la "regola del pollice" e' verificare prima visivamente la temperatura (o range di temperature) che risulta piu' bella esteticamente. Il passo successivo e' verificare la robustezza per capire se effettivamente il range di temperature individuato rispecchia anche la robustezza meccanica. Individuata la temperatura con questi due criteri, fai qualche stampa e verifica sul campo il risultato e, se non ti soddisfa, puoi regolare di + o - 5C per vedere se cambia in meglio o in peggio 2 Cita
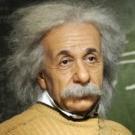
il_cosmo Inviato 8 Settembre 2021 Autore Inviato 8 Settembre 2021 Ragazzi, ritorno a bomba sull'argomento perché ancora non ho ben acquisito dimestichezza con 'ste cose! 🤪 Ho acquistato una nuova bobina di PETG e provato a stampare una "torre" adeguatamente settata con questo materiale (la torre la vedete nella foto allegata). Ho quindi fatto quello che mi avete suggerito e tentando di rompere i vari "cubetti" fino a 240° si sono rotti con sforzo crescente; ora, guardando l'immagine, cosa mi suggerite di adoperare come temperatura? 250 primo layer e 245 il secondo... oppure a ritroso 245 e 240? Cita
dnasini Inviato 8 Settembre 2021 Inviato 8 Settembre 2021 Ciao, cosi' a vista, senza aver saggiato la robustezza dei vari layer, 240 mi sembra una buona resa, io partirei da quello, con primo layer magari a 245/250 Cita
il_cosmo Inviato 8 Settembre 2021 Autore Inviato 8 Settembre 2021 2 ore fa, dnasini ha scritto: Ciao, cosi' a vista, senza aver saggiato la robustezza dei vari layer, 240 mi sembra una buona resa, io partirei da quello, con primo layer magari a 245/250 In effetti è quello che pensavo... per rompere il cubetto dei 240 in effetti ci ho messo una bella forza... 1 Cita
















Messaggi raccomandati
Partecipa alla conversazione
Puoi pubblicare ora e registrarti più tardi. Se hai un account, accedi ora per pubblicarlo con il tuo account.