
Sommario
Informazioni su questo Club
- Novità in questo club
-
 Mikybo85 è entrato nel club
Mikybo85 è entrato nel club -
 Alex Battistoni è entrato nel club
Alex Battistoni è entrato nel club -
 Mind 3D è entrato nel club
Mind 3D è entrato nel club -
 RainbowMore è entrato nel club
RainbowMore è entrato nel club -
 ILMercenario è entrato nel club
ILMercenario è entrato nel club -
 alfredino85 è entrato nel club
alfredino85 è entrato nel club -
 FabAvo è entrato nel club
FabAvo è entrato nel club -

STAMPA 3D ITALIANA: Elettronica 3D by Daniele Zanzarelli
Marco Ardesi ha pubblicato un evento del calendario in Club di Fabula 3D's Eventi
fino leCiao a tutti, questa rubrica è dedicata alla stampa 3D Italiana. In questa puntata hai la possibilità di parlare nuovamente con Daniele Zanzarelli di Elettronica 3D. Azienda che si occupa di riparazione generiche di stampanti 3d e soprattutto della fabbricazione di svariati modelli di stampanti 3D FDM per il settore Home e Business. LINK DIRETTA -
STAMPA 3D ITALIA: 3dpbm by Davide Sher
Marco Ardesi ha pubblicato un evento del calendario in Club di Fabula 3D's Eventi
fino leGiovedì 3 febbraio alle 18.30 Davide Sher, Co-founder e CEO di 3dpbm 3dpbm è una società di marketing e comunicazione con base specializzata nell’industria della manifattura additiva. 3dpbm pubblica varie testate tra cui: il sito internazionale 3D Printing Media Network il sito italiano Replicatore.it la più grande directory globale di aziende coinvolte nel mercato della stampa 3D (3D Printing Business Directory), la serie di eBook (scaricabili e consultabili online) AM Focus e i nostri studi di mercato, attraverso la divisione 3dpbm Research. LINK ALLA DIRETTA -
3D METAL: Approfondimento con METAL MED
Marco Ardesi ha pubblicato un evento del calendario in Club di Fabula 3D's Eventi
fino leMetal Med - 1 febbraio ore 18.30 In questa puntata speciale hai la possibilità di parlare con Marco Sergio Pittoritto di MetalMed. MetalMed è un centro di stampa 3D metalli medicali (Laser Melting) specializzata nel settore dentale e odontoiatrico. MetalMed fornisce prodotti custom certificati e conformi per il settore odontoiatrico e dentale. LINK ALLA DIRETTA -
 Ricky04 è entrato nel club
Ricky04 è entrato nel club -
 Fabio68 è entrato nel club
Fabio68 è entrato nel club -
 Giancarlo Lag è entrato nel club
Giancarlo Lag è entrato nel club -
 Bandito Giuliano è entrato nel club
Bandito Giuliano è entrato nel club -
 Jimmo è entrato nel club
Jimmo è entrato nel club -
 JustMadeIt è entrato nel club
JustMadeIt è entrato nel club -
 Danialbe è entrato nel club
Danialbe è entrato nel club -
 Borosid è entrato nel club
Borosid è entrato nel club -
 muffo è entrato nel club
muffo è entrato nel club -
3DSCIENCE - Processi di finitura su Stampi prodotti in FFF per applicazioni Bio medicali
Marco Ardesi ha pubblicato un evento del calendario in Club di Fabula 3D's Eventi
fino leCiao, sono Marco Ardesi ed in questa diretta avrò l'onore di presentarvi Antonio Fiorentino. Docente dell'Università degli Studi di Brescia che illustrerà una breve lezione sui Processi di Finitura su Stampi fatti in FFF per applicazioni biomedicali. E’ noto come il campo di applicazione dell’Additive Manufacturing si allarghi con una grande velocità. Vi sono però alcuni aspetti ne limitano, se non precludono, l’utilizzo in settori dove i requisiti dei pezzi sono più stringenti. E’ questo il caso della finitura superficiale dei pezzi stampati per FFF, argomento che viene trattato in questo intervento. In particolare, l’incontro vuole mostrare una esperienza di ricerca che riguarda lo studio del processo di finitura chimica con Dimetilchetone (Acetone) di pezzi stampati in ABS per applicazioni biomedicali. Leggi in anticipo la traccia della diretta! VAI ALLA DIRETTA -
3DSOFTWARE: Scaricando Ideamaker 4.2.0 New
Marco Ardesi ha pubblicato una pubblicazione nel blog in Club di Fabula 3D's Blog
Ciao a tutti, stasera ho una diretta su Ideamaker. Riprendendo l'anno lavorativo, ho predisposto una serie di appuntamenti in live mentre scarico, configuro uso o studio IdeaMaker. Rispetto a Cura 3D, conosco meglio Ideamaker in quanto lo utilizzo per lavoro molto. In qualsiasi caso, le informazioni che ascolterai potranno essere approfondite o semplificate in base ai #commenty in live chat 😉 ---------------- A cosa serve questa serie di corsi? Il motivo principale è farti fare tutti i passaggi che servono per poter utilizzare ideamaker o slicer simili con le stampanti 3D. Grazie all'esperienza sviluppata nella stampa a filamento, con svariati oggetti e lotti di produzione alti, potrò trasmetterti le mie conoscenze mentre siamo in Live. VAI ALLA DIRETTA -
3DSOFTWARE: Scaricando Ideamaker 4.2.0 New
Marco Ardesi ha pubblicato un evento del calendario in Club di Fabula 3D's Eventi
fino leIn questa diretta della rubrica "3DSOFTWARE" scarico Ideamaker e lo analizzo velocemente. Questi appuntamenti sono in Just chatting, quindi hai la possibilità di chiedermi cose senza grosse limitazioni nel caso tu voglia interagire con me. Ideamaker è un buon programma per lo slicing, lo uso per lavoro e mi trovo molto bene. Semplice ma nello stesso tempo performante. LINK ALLA DIRETTA -
 Samuele Marazzita è entrato nel club
Samuele Marazzita è entrato nel club -
STARTUP 3D - DDD Beta - Il marketplace della stampa 3D
Marco Ardesi ha pubblicato un evento del calendario in Club di Fabula 3D's Eventi
fino leCiao, sono Marco Ardesi. In questa diretta della rubrica "STARTUP 3D" parliamo con Samuele Marazzita, fondatore di DDD. DDD è una piattaforma online che mette in connessione stampatori 3D amatoriali e clienti finali. Attraverso il laboratorio digitale è possibile tenere sempre tutto sotto controllo e ricevere richieste di stampa dettagliate e precise, grazie al sofisticato algoritmo di calcolo. Anche senza file 3D è possibile, nella libreria, selezionare tra i modelli messi a disposizione dai designer e personalizzarli con il configuratore online, senza installare alcun software e senza alcuna competenza tecnica. Ad oggi è già possibile operare inserendo stampanti 3D FDM, ma a stretto giro sarà possibile inserire anche stampanti a resina LCD, DLP e SLA. Cosa mi piacerebbe sapere? Per prima cosa sono curioso riguardo i motivi della creazione delle startup. Partendo dalle eventuali soddisfazioni o insoddisfazioni lavorative che hanno stimolato l'apertura della nuova impresa. Inoltre un'altra cosa che vorrei chiedere è di raccontarmi la fase di apertura, raccolta fondi e raccolta forza lavoro. La gestione iniziare e l'avvio richiede molta energia... Un terzo punto importante che chiederò a Samuele è di illustrarmi oggi cosa fanno, il livello del portale online attuale, come si utilizza e per chi è utile utilizzarlo. Spero si possa far vedere a tutti come accedere al marketplace DDD. Cosa ti piacerebbe sapere? Se ti interessa sapere qualcosa in più, partecipa alla diretta! Potrai commentare e fare domande durante e dopo la live :-) -
 esilirio è entrato nel club
esilirio è entrato nel club -
 RyanMaverick è entrato nel club
RyanMaverick è entrato nel club -
 TH3AR è entrato nel club
TH3AR è entrato nel club -
DIRETTA: PBT - Filamento per la Stampa 3D
Marco Ardesi ha pubblicato un evento del calendario in Club di Fabula 3D's Eventi
Ciao, in questa diretta abbiamo organizzato, con la collaborazione di Fabio Molinari di Protys, un appuntamento tecnico dedicato alla stampa 3D del materiale in filamento PBT. Nella live spiegheremo che parametri utilizziamo e come ci comportiamo con questo polimero. ORE 21.30 in live VAI ALLA DIRETTA -
 Aowei3D è entrato nel club
Aowei3D è entrato nel club -
 Cougart è entrato nel club
Cougart è entrato nel club -
 FRACCESS è entrato nel club
FRACCESS è entrato nel club -
 MaxSTL è entrato nel club
MaxSTL è entrato nel club -
🔴 PARAMETRI PRO P2 - Approfondimento in Live su Cura 4.9 per Stampa 3D
Marco Ardesi ha pubblicato un evento del calendario in Club di Fabula 3D's Eventi
Ciao, stasera testerò la versione 4.9.0 Beta di Cura 3D. Nello specifico approfondiremo le funzionalità di slicing invitando Kubo, un followers che ha testato molto Cura 3D. Inviami il file durante la diretta o poco prima, al numero 345 6936244 su WhatsApp o usando la mail ardesi.marco@gmail.com. Assistenza diretta in live. 1 ora e mezza a disposizione di tutti i followers. VAI ALLA DIRETTA -
3D SCIENCE: Bioprinting. Introduzione alla stampa 3D per ingegneria tessutale
Marco Ardesi ha pubblicato un evento del calendario in Club di Fabula 3D's Eventi
Buongiorno a tutti, in questa rubrica si interverranno docenti universitari che approfondiranno le tecniche scientifiche applicate all'additive manufacturing. In questa diretta parleremo con la Dr. Paola Ginestra che illustrerà una breve lezione sul biomanufacturing con particolare riferimento al bioprinting. VAI ALLA DIRETTA -
STAMPA 3D ITALIANA: Stampa 3D Forum by Alessandro Tassinari
Marco Ardesi ha pubblicato un evento del calendario in Club di Fabula 3D's Eventi
Ciao, questa rubrica è dedicata alle aziende e liberi professionisti che operano nella stampa 3D in Italia. Grazie a questa costante rubrica offriamo al pubblico un panorama che lavora nell'Additive Manufacturing AM. Affrontiamo in questa rubrica la storia dell'imprenditore, la storia dell'impresa, l'impresa attuale, gli sviluppi dell'impresa e le considerazione sui possibili sviluppi nel settore AM. VAI ALLA DIRETTA -
 Naza è entrato nel club
Naza è entrato nel club -
 Stevecheeky è entrato nel club
Stevecheeky è entrato nel club -
 sunirefox è entrato nel club
sunirefox è entrato nel club -
 luca63 è entrato nel club
luca63 è entrato nel club -

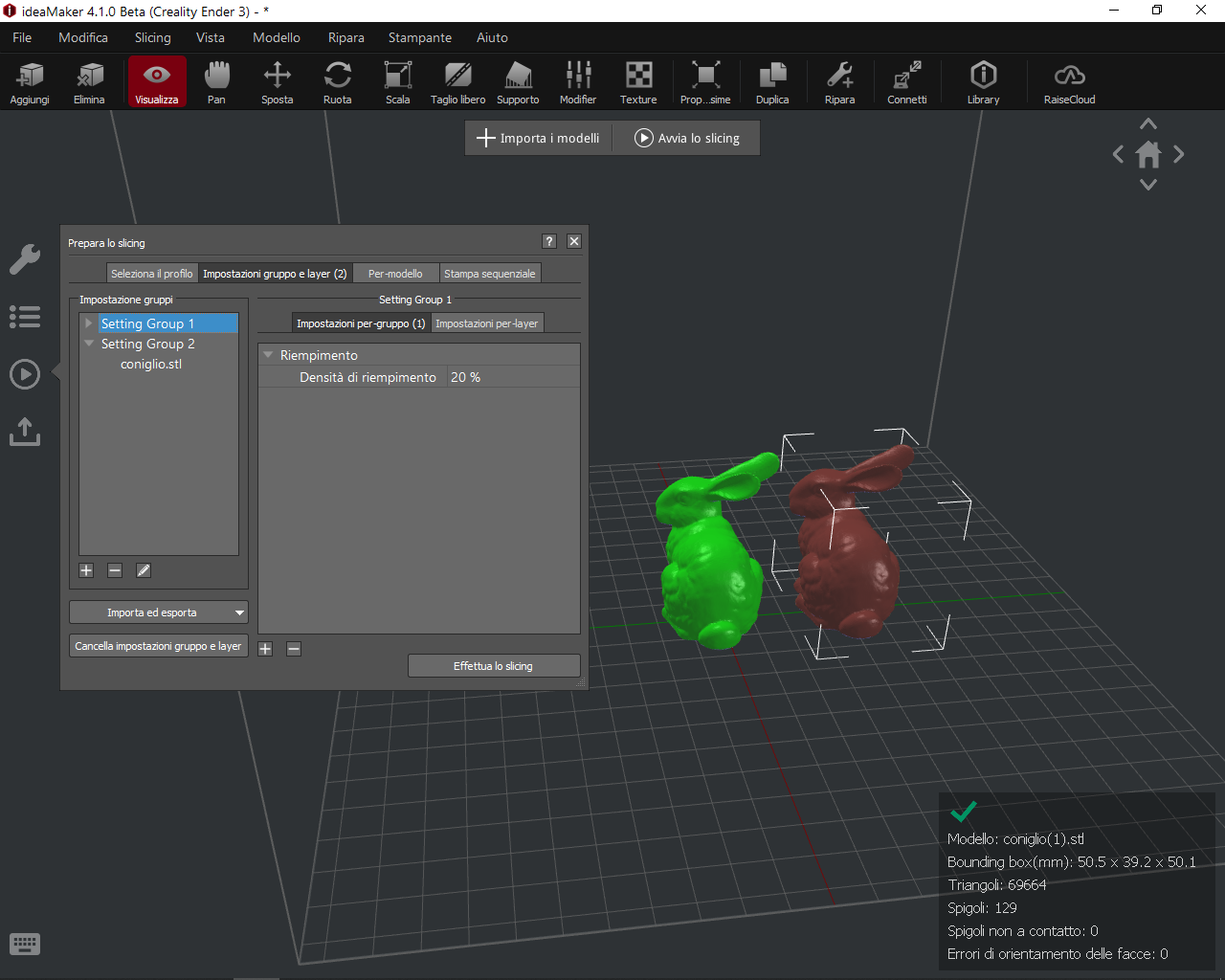
IdeaMaker - Prepara la slicing - ...
Noè ha risposto a Noè nella discussione Club di Fabula 3D's Discussioni
Praticamente serve per stampare contemporaneamente più stl, ma con parametri di stampa differenti, tipo altezza layer, riempimento, velocità di stampa, supporti o senza, e altri. Dalla parte destra del monitor clicchi sul triangolino e accedi a Prepara lo slicing e clicchi su Impostazioni di stampa, poi diventa difficile spiegare il tutto, ti consiglio di guardare il video dei Help 3d al minuto 10 in poi "Come impostare il bridging" come vedi lui usa questa funzione per fare un test tutto in una volta. -

IdeaMaker - Prepara la slicing - ...
Alessandro Tassinari ha risposto a Noè nella discussione Club di Fabula 3D's Discussioni
@Marco Ardesi @Noè di cosa si tratta? Non uso IdeaMaker ma sembra una funzionalità interessante, mi piacerebbe saperne di più. -
 sasax è entrato nel club
sasax è entrato nel club -
 AndreLotus è entrato nel club
AndreLotus è entrato nel club -
 AndreaG85 è entrato nel club
AndreaG85 è entrato nel club -
 Baldassare Gucciardo è entrato nel club
Baldassare Gucciardo è entrato nel club -

Qual'è il miglior Slicer per le stampanti 3D a resina?
3D Shape Design ha risposto a Marco Ardesi nella discussione Club di Fabula 3D's Discussioni
LicheeSlicer (nella versione free) o Chitubox, poi ce ne sono anche altri. -
IdeaMaker - Prepara la slicing - ...
Noè ha pubblicato una discussione in Club di Fabula 3D's Discussioni
Ciao Marco, ora che ci hai fatto capire molto bene la funzionalità dei modificatori, che veramente è una grandissima potenzialità, quando ne hai voglia e tempo dovresti fare una live sulle impostazioni di gruppo e layer, che pure quella mi sembra molto interessante.
-
Sviluppo Materiali Tecnici – Brevetto camera calda Scaduto a vita
Marco Ardesi ha pubblicato una pubblicazione nel blog in Club di Fabula 3D's Blog
Lo sviluppo dei materiali tecnici incrementerà grazie allo sdoganamento della camera calda. Il brevetto della tecnologia della camera riscaldata per la stampante 3D FDM ( US6722872B1 ) è scaduto a vita. Ecco perchè sta avvenendo un forte sviluppo dei materiali tecnici. Per oltre 20 anni, il produttore di stampanti 3D Stratasys ha detenuto i diritti di brevetto per la camera riscaldata indispensabile per cristallizzare in fase di stampa i materiali semi-cristallini. Sono stati fatti 3 IP (Intellectual Properties, ndr), l’azienda ha avuto i diritti esclusivi di utilizzare la camera di costruzione riscaldata nelle sue stampanti 3D FDM dal giugno del 2000. Significa che i costruttori di stampanti 3D non sono stati in grado di sviluppare e vendere stampanti 3D commerciali con i loro componenti elettronici di controllo del movimento isolati dal resto della camera. Dei tre brevetti, US7297304B2 e US20040104515A1 sono scaduti nel novembre 2020. Il terzo e ultimo brevetto, US6722872B1 , è scaduto il 27 febbraio 2021 a seguito di una precedente proroga di diversi anni prima. Da oggi in poi vedremo un importante cambiamento nel settore della fabbricazione delle stampanti 3D FDM ad alta temperatura. CONTINUA A LEGGERE -
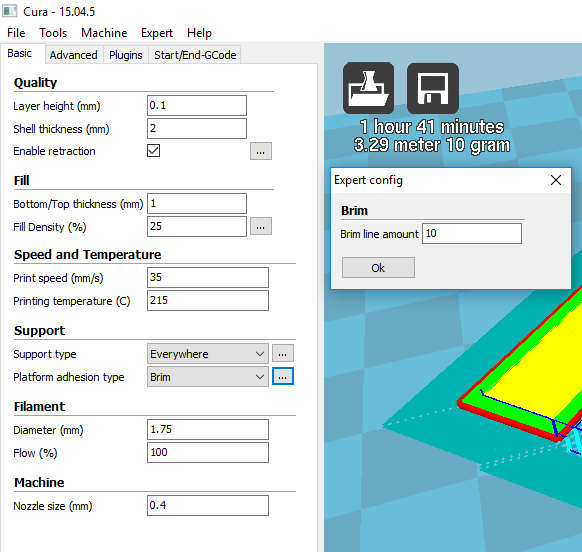
Raft o Brim per ABS, PC-PBT, HIPS, PP o materiali tecnici! Serve o non serve?
Marco Ardesi ha risposto a Marco Ardesi nella discussione Club di Fabula 3D's Discussioni
Ottima scelta. Il raft sto smettendo di usarlo pian piano e devo dire che è proprio una pacchia... il raft con alcuni materiali è tosto da staccare concordo con te sul raft. Senza supporti però non oso sempre perchè i pezzi tendono a staccarsi 😒 Il brim mi salva la stampa spesso- 4 risposte
-
- 1
-

-
- slicing stampa fdm
- polimeri tecnici
- (and 1 più)
-
Ciao Luciano, io la uso dal giorno dopo che è uscita e non ho mai riscontrato problemi... forse con schede grafiche performanti potrebbe girare male il programma? Alcuni utenti del giovedì sera per esempio non riuscivano a vedere bene lo slicing sulla nuova versione di cura.
-
Mi dispiace ma non uso IdeaMaker
-
Ho letto in alcuni forum che delle persone, hanno installato l'aggiornamento di IdeaMaker Versione 4.1.0 Beta e quando sono andati per avviare lo slicer e andando in anteprima non si vede nulla, cioè si vede solo il piatto di stampa ma senza l'anteprima del modello, uno addirittura ha detto che è tornato alla versione precedente ed ha continuato ad evere lo stesso problema, vi risulta?
-
Noè è entrato nel club
-
Qual'è il miglior Slicer per le stampanti 3D a resina?
Alessandro Tassinari ha risposto a Marco Ardesi nella discussione Club di Fabula 3D's Discussioni
Ciao @Marco Ardesi, io sono un utilizzatore atipico, ho sempre avuto a che fare con Formlabs. Di conseguenza ho grande esperienza con PreForm, lo slicer della casa madre, che trovo veramente ben fatto e immediato. Tra chi usa stampanti più basic credo che uno dei software più diffusi sia Kitubox. Mi è capitato di usarlo solo una volta e oggettivamente ricordo non mi avesse fatto impazzire come sistema. -
.thumb.jpg.c280c2c5543e14a57995e8a8da0e7d12.jpg)
Raft o Brim per ABS, PC-PBT, HIPS, PP o materiali tecnici! Serve o non serve?
gregorio56sm ha risposto a Marco Ardesi nella discussione Club di Fabula 3D's Discussioni
Preferisco il Brim. Da un minimo di 5 giri ad un massimo di 25/30 giri a seconda delle dimensioni del pezzo. Nel 95% delle stampe fila tutto liscio.- 4 risposte
-
- 1
-
-
- slicing stampa fdm
- polimeri tecnici
- (and 1 più)
-

Raft o Brim per ABS, PC-PBT, HIPS, PP o materiali tecnici! Serve o non serve?
FoNzY ha risposto a Marco Ardesi nella discussione Club di Fabula 3D's Discussioni
cerco sempre di evitare ogni tipo di supporto aggiuntivo per semplicita' e pigrizia, nel 90% dei casi riesco senza mettere niente. quando il pezzo è ostico provo il brim anche se 99\100 risulta poco efficace ed il pezzo se lo tira dietro tranquillamente (si tira i primi due perimetri e si imbarca lo stesso) il raft lo considero come la "peste", mi da sempre problemi e lo uso solo quando sono costretto ma quasi sempre poi è lui a fare casino e rovinare la stampa. in molti casi aggiungo strutture rimuovibili disegnate "ad-hoc" al pezzo per evitare deformazioni che è di gran lunga la soluzione migliore per me quando ho problemi di deformazione- 4 risposte
-
- 1
-
-
- slicing stampa fdm
- polimeri tecnici
- (and 1 più)
-

Raft o Brim per ABS, PC-PBT, HIPS, PP o materiali tecnici! Serve o non serve?
NicoNico ha risposto a Marco Ardesi nella discussione Club di Fabula 3D's Discussioni
Abs Juice e andare! che poi è "l'anello di congiunzione" tra il BRIM (che viene stampato SOLO nel contorno del pezzo) e la RAFT vero e proprio. Con il tempo ho imparato a "spennerlarlo" abbastanza bene per garantire la presa su tutto il piano ma non così tanto da creare problemi durante la stampa come grumi o imperfezioni della base. P.S. questo metodo lo uso solo su piano in vetro liscio, non microforato o ULTRABASE e simili -
Raft o Brim per ABS, PC-PBT, HIPS, PP o materiali tecnici! Serve o non serve?
Marco Ardesi ha pubblicato una discussione in Club di Fabula 3D's Discussioni
Ciao, giusto in questi ultimi mesi sto adottando la strategia di non utilizzare il raft per materiali tecnici come ABS, PC-PBT, HIPS, PP... Preferisco settare bene l'allineamento del primo strato e le temperature del piano con un brim molto largo. Inizialmente non ottenni dei buoni risultati ma, man mano che passa il tempo, i pezzi stanno sempre meglio adesi al piano di stampa. Voi usate il raft per i materiali tecnici?



-
Blogs