
Realizzare superfici inclinate con la stampa 3D FDM è sempre una piccola sfida. Il materiale di stampa quando viene estruso è morbido, quasi fuso. Di conseguenza tende a collassare per azione della forza di gravità.
Nelle precedenti guide di Stampa 3D forum ci siamo focalizzati sui problemi medio-complessi per la stampa 3D FDM.
Abbiamo visto come eliminare il wobble, così da ottenere pareti meno deformate possibile. Abbiamo imparato a usare la funzione z-hop, che ci aiuta a mantenere pulite e inalterate le superfici orizzontali esterne. Abbiamo poi affrontato le parti a sbalzo di un modello, cercando di capire come limitare i danni che potrebbero seguirne.
Nella guida di oggi andremo ad analizzare un altro degli aspetti problematici della stampa 3D a fusione di filamento: la produzione delle superfici inclinate.
Non preoccuparti, non dovrai modificare il tuo modello 3D... a darci una mano sarà il tuo software di slicing!
In questa guida:
> Come evitare l'uso dei supporti nella realizzazione di superfici inclinate
> Consigli per evitare l'uso dei supporti
> Usare i supporti per realizzazione superfici inclinate
> Usare supporti solubili
Come evitare l'uso dei supporti nella realizzazione di superfici inclinate
Tramite la corretta impostazione di alcuni parametri, i software di slicing ci offrono diversi modi per produrre superfici inclinate nella maniera corretta.
Uno dei sistemi più comuni è quello di utilizzare i supporti. Certo, ottimo spunto! Per ottenere i migliori risultati è però necessario approfondire la problematica di base.
Da impostazioni standard, il software di slicing genera i supporti quando le superfici del modello superano i 45° di inclinazione.
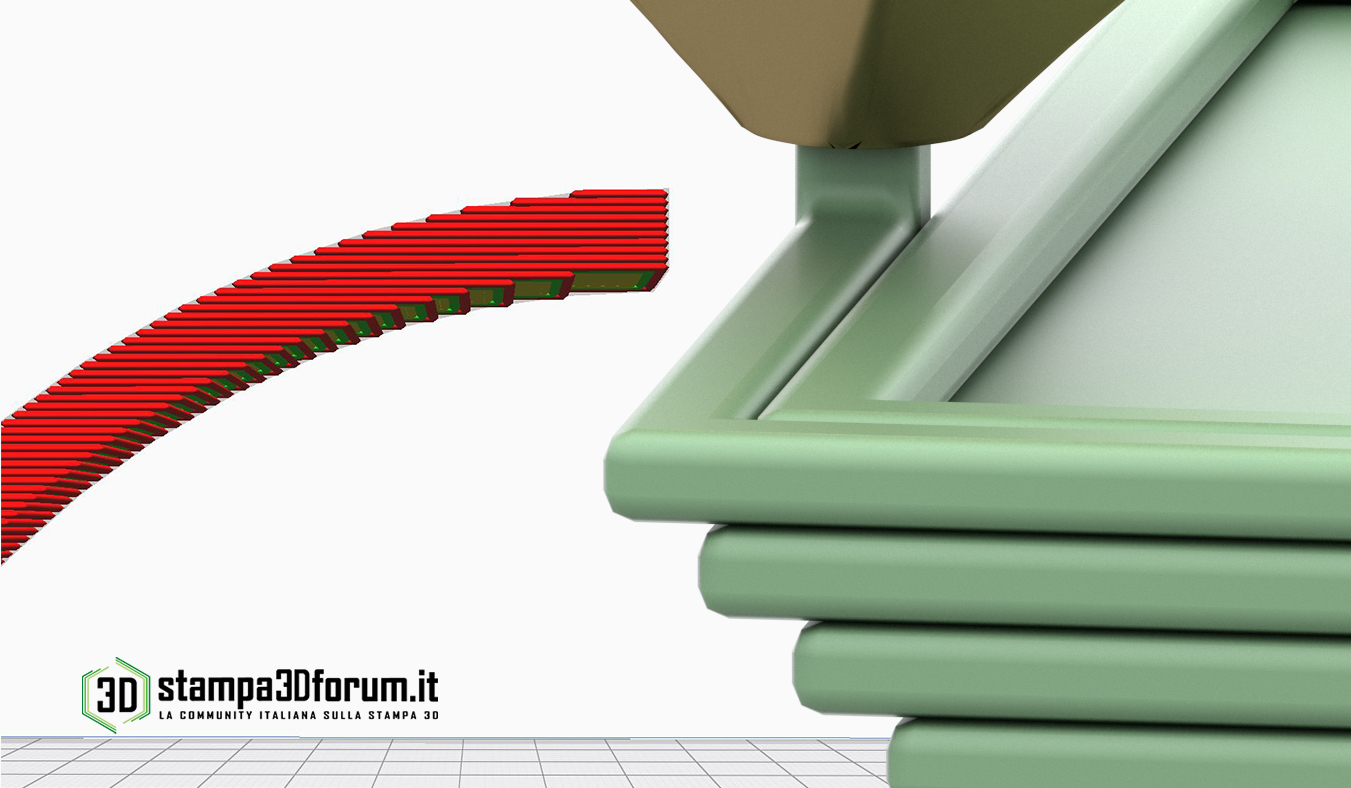
Aiutandoci con l'immagine sottostante, immaginiamoci quindi un blocco estrusore che va a depositare, con layer da 0.3 mm, il materiale per realizzare una superficie inclinata a 45°.
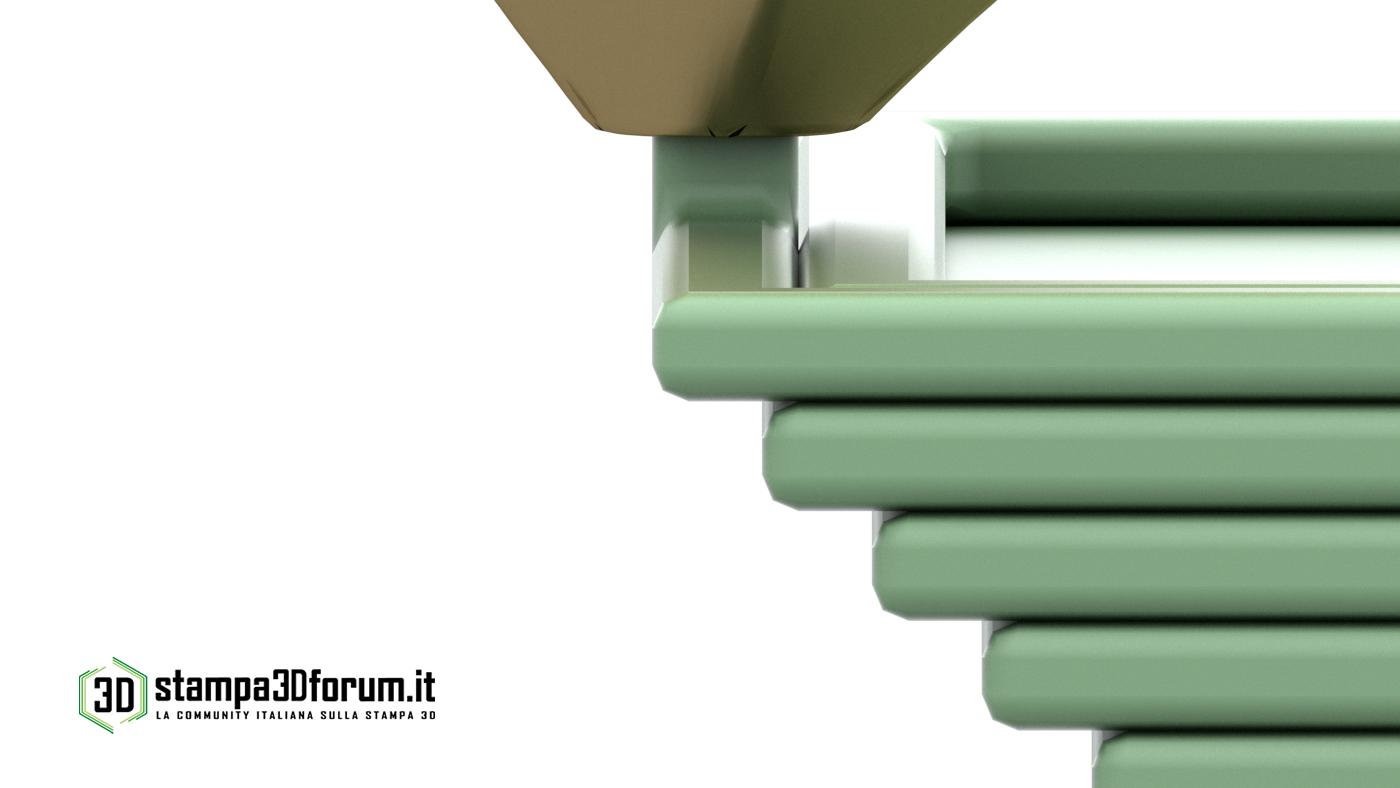
Il filamento poggerà solamente in piccola ampiezza sul layer precedente, mettendo a rischio di collasso la parte di filamento che resta a sbalzo.
Questa porzione di filamento potrà creare deformazioni superficiali sul modello, rovinandone l'estetica e la resistenza alle sollecitazioni.
Ma questo accade in ogni caso?
È sempre 45° il valore oltre cui devono iniziare a comparire i supporti?
No, non è sempre così.
Per capirlo basta schematizzare un’estrusione con un ugello di diametro 0,4 millimetri ed analizzare due diverse situazioni: una con altezza di layer di 0.3 mm e un’altra con altezza di 0.15 mm.
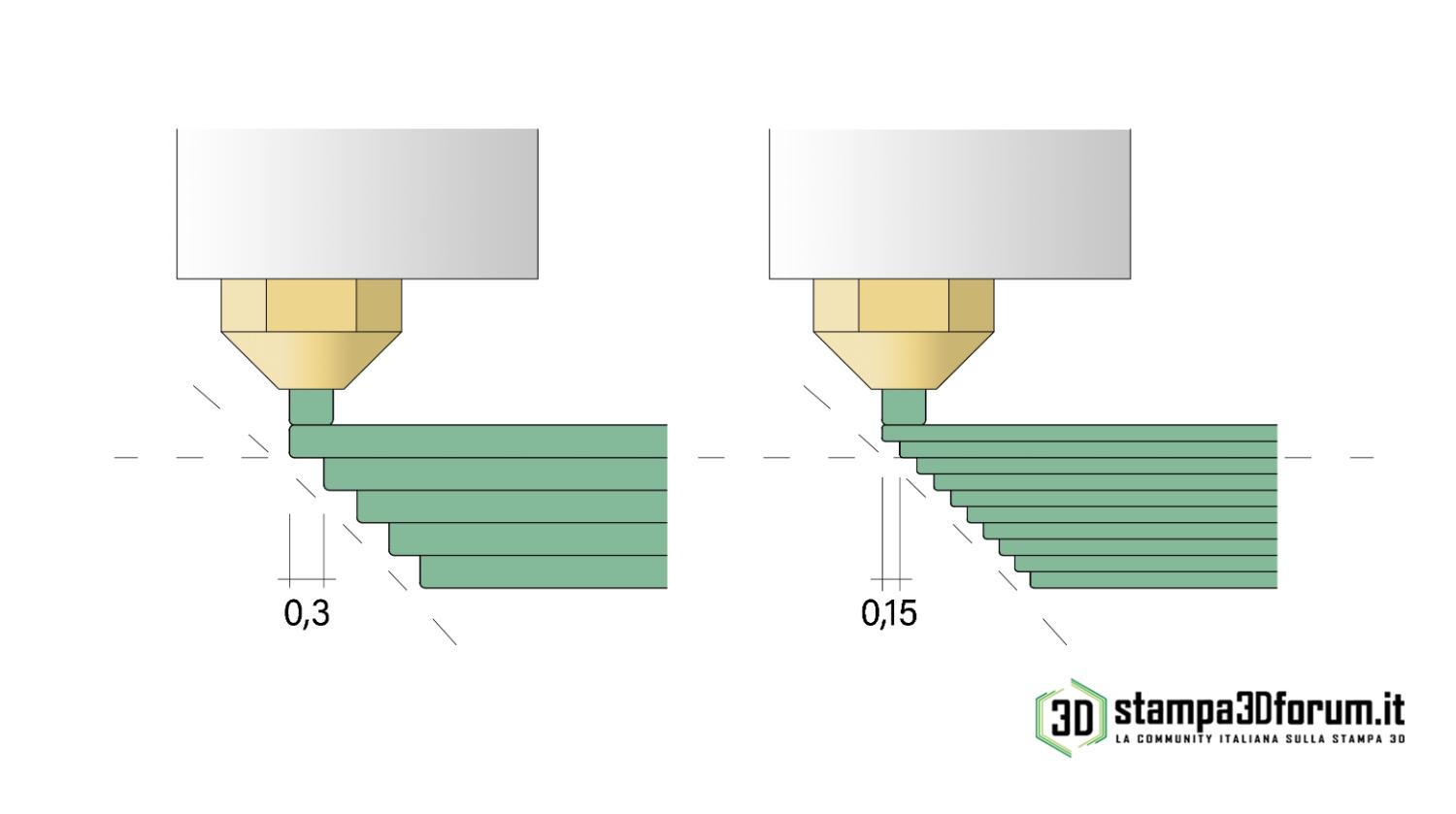
Possiamo constatare che, a parità di inclinazione della parete (45°), lo sbalzo del filamento è pari all’altezza del layer impostata.
Anche se tra un esempio e l'altro la situazione rimane apparentemente invariata, il risultato estetico finale va sempre rapportato all'ampiezza del filamento estruso.
Se consideriamo un'ampiezza di estrusione pari a 0.4 millimetri (lo standard per la stampa 3D FDM), vediamo che:
- nel primo caso il filo esce dal perimetro inferiore di 0.3 mm, pari a più della metà della sua ampiezza;
- nel secondo caso, lo sbalzo pari a 0.15 mm, risulta pari a meno della metà dell'ampiezza di estrusione.
Ne risulta che, a parità di inclinazione, un'altezza di layer minore aiuta a produrre delle pareti di migliore qualità, limitando la deformazione di materiale e rendendo l'utilizzo dei supporti non strettamente necessario.
Questo si può ripercuotere in modo importante sulla vostra realizzazione: la produzione dei supporti prevede un maggior utilizzo di materiale, un prolungato tempo di stampa e un maggior rischio di rovinare il pezzo durante la loro rimozione.
Insomma, la prima regola da tenere in considerazione è chiara: se puoi, evita l'uso dei supporti!
Consigli per evitare l'uso dei supporti
Fare attenzione alla correlazione geometrica tra l'inclinazione delle superfici e l'altezza del layer è sempre la prima cosa da fare se si vuole evitare l'uso dei supporti nella stampa 3D.
Ci sono però anche altre accortezze da considerare e che possono aiutarti davvero tanto nell'ottenere i migliori risultati.
Il materiale di stampa
Come prima cosa, parliamo del materiale di stampa. Se usi un materiale di bassa qualità o una bobina aperta da mesi e mesi, non puoi aspettarti grandi risultati estetici.
Per questo motivo il mio primo consiglio è quello di assicurarti di utilizzare un materiale di buona qualità. Hai mai provato il filamento SUNLU PLA+? E' uno dei materiali di stampa 3D più apprezzati per le sue caratteristiche estetiche e il basso costo.

In alternativa, se hai già del materiale in casa ma non hai certezze sullo stato di conservazione, potresti valutare l'acquisto di un piccolo essiccatore per filamenti d stampa 3D.
Si tratta di uno strumento molto utile che può farti risparmiare un sacco di soldi nell'acquisto di nuovo materiale, perché ti permette di eliminare l'umidità dai filamenti che sono già stati aperti. E' sicuramente una buona scelta per evitare gli sprechi!
Il più utilizzato in assoluto è il SUNLU Dryer Box, anche perché costa davvero poco (appena 49 €).

I parametri di stampa
Inutile dirlo, ma i parametri di stampa hanno sempre un ruolo centrale nella buona riuscita delle nostre stampe 3D.
In questo caso specifico, dovremo porre attenzione a tre parametri in particolare:
- la temperatura di stampa;
- la velocità di stampa;
- la velocità delle ventole di raffreddamento.
Se scaldi troppo il materiale, questo tenderà a colare maggiormente sotto l'azione della forza di gravità. In sostanza, non esagerare con la temperatura di stampa.
La velocità di stampa incide molto sul tempo che ogni layer ha a disposizione per raffreddarsi. Nel dubbio, rallenta!
Infine, l'azione delle ventole di raffreddamento del materiale è fondamentale per limitare i collassi. Se stampi in PLA, usa le ventole a massima velocità.
Se ti interessa approfondire, nella guida generale alla stampa 3D si parla anche di questo.
Usare i supporti per realizzare superfici inclinate
Ammettiamolo però, evitare l'uso dei supporti non è sempre così facile. Tutto dipende dalle geometrie del modello 3D che vuoi realizzare e, spesso, non è proprio possibile andare in stampa senza l'aiuto dei supporti.
Ebbene, non devi avere timore: i supporti possono essere dei fedeli alleati alla buona riuscita delle tue stampe!
Ed è qui che introduciamo una seconda regola fondamentale: se vuoi usare i supporti, gestisci bene i parametri.
Come impostare correttamente i parametri dei supporti
Su tutti i software di slicing è possibile impostare parametri di gestione dei supporti. Tra questi, uno dei più importanti è la distanza tra la parte superiore del supporto e la faccia del modello da sostenere.
Ipotizzando che il modello venga realizzato con lo stesso materiale utilizzato per i supporti, occorrerà distanziare quest'ultimi per non farli aderire troppo al pezzo.
Il rischio, infatti, sarebbe quello di ritrovarsi un tutt'uno tra le pareti del modello e i supporti stessi. Allo stesso tempo, però, non bisogna esagerare distanziandoli troppo, scongiurando cedimenti del materiale.
Normalmente l’offset tra le parti (cioè la distanza tra le due superfici) è impostato a 0.1 mm. Questo valore può variare leggermente in base alla qualità del filamento, alla qualità di adesione tra i layer e alla potenza di raffreddamento del filo estruso.
Poni attenzione anche alla densità dei supporti. Se li rendi troppo vuoti e poco consistenti, rischierai che non riescano a svolgere la loro funzione.
Usare supporti solubili
Se la tua stampante 3D è provvista di doppio estrusore, una soluzione per migliorare la stampa delle superfici inclinate è l’utilizzo di supporti solubili.
I supporti solubili vengono realizzati con materiali, per l'appunto, solubili in acqua. Una soluzione semplice quanto funzionale!
Immagina: con uno dei tuoi estrusori realizzi il modello 3D col materiale che preferisti, mentre con l'altro estrusore vai a stampare soltanto i supporti utilizzando il filamento in PVA.
A fine stampa, non devi fare altro che gettare il modello in un contenitore riempito con dell'acqua, lasciandolo a bagno per un po' di tempo. I supporti solubili inizieranno a sciogliersi, facilitandone la rimozione o sparendo completamente.
Mi raccomando, assicurati di usare del PVA di buona qualità. Quello di Formfutura è sicuramente uno dei migliori. Lo trovi a questo link.
Oltre ad evitarci la noia della rimozione manuale, i supporti solubili permettono di portare a 0.0 mm la distanza con il pezzo da stampare, così da evitare anche il minimo collasso di materiale.
Spero davvero che questa guida ti sia stata utile!
Mi raccomando, lascia un commento, iscriviti alla community e facci sapere quali risultati stai ottenendo. A presto!
-
 2
2
-
 1
1











.thumb.jpg.db396a1d482f587ad6f3e454c61c5719.jpg)




Commenti Raccomandati
Non ci sono commenti da visualizzare.
Partecipa alla conversazione
Puoi pubblicare ora e registrarti più tardi. Se hai un account, accedi ora per pubblicarlo con il tuo account.