
La stampa 3D FDM, come saprai, si basa sulla sovrapposizione di strati di materiale sull'asse Z per la costruzione di modelli tridimensionali.
Se per molti aspetti ciò è un punto di forza, non si può nascondere che abbia dei limiti. Uno dei più grandi deriva dall’estrusione su parti a sbalzo o sul vuoto, da sempre un argomento cruciale e fonte di problemi per i maker che vanno alla ricerca del Bridge perfetto.
In questa guida pratica ti mostro come puoi migliorare i tuoi Bridge, facendoti vedere come io stesso ho agito per migliorare i miei 😊
In questa guida:
> Come stampare un Bridge con una stampante 3D FDM
> Test n.1
> Test n.2
> Test n.3
> Test n.4
> Esegui anche tu il Bridging test
Come stampare i Bridge con una stampante 3D FDM
Quando si parla di "stampe con Bridge" ci si riferisce a stampe che per propria natura necessitano di depositare materiale tra due appoggi distanti.
Quando la connessione tra questi due appoggi distanti è per aria ci si trova davanti a dei ponti, chiamati "bridge" nel mondo della stampa 3D.
Sulla rete fioccano i ‘Bridging test’: si tratta di stampe consecutive e con caratteristiche dimensionali diverse, soprattutto con lunghezze di Bridge sempre maggiori, che permettono di testare la capacità della propria stampante.
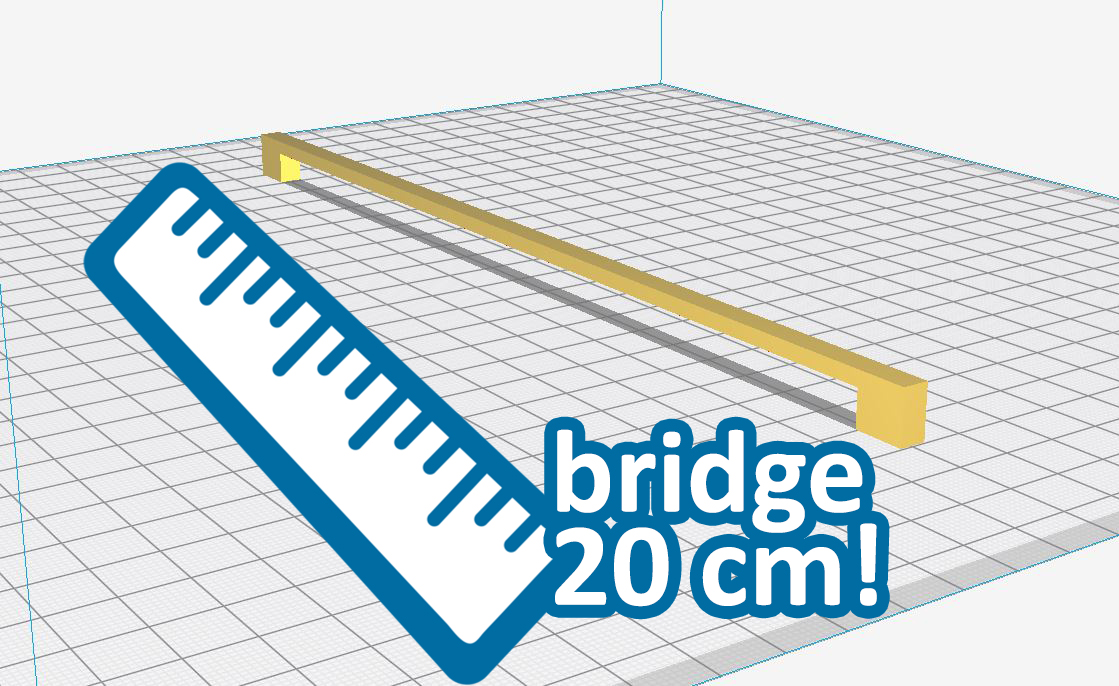
Stampare bene un Bridge è sempre una sfida, proprio per questo ho deciso di affrontarla e di cimentarmi nella stampa di un bridge di ben 20 centimetri di ampiezza.
Prima di introdurre il test però, è necessario fare dei chiarimenti: il test non è universale, è infatti influenzato da diversi fattori:
- caratteristiche della stampante 3D - è intuitivo e ovvio, ma le caratteristiche della tua stampante 3D incidono senza dubbio sulla qualità dei bridge che puoi ottenere. Una stampante dotata di un buon estrusore e di un ottimo sistema di raffreddamento del filo sarà nettamente in vantaggio rispetto ad altre dotate di componenti scadenti;
- parametri di stampa - forse non ci avrai pensato, ma i parametri di stampa hanno un ruolo fondamentale nella buona riuscita dei bridge. La combinazione di parametri come temperatura di estrusione, flusso, raffreddamento e velocità è chiave per ottenere i risultati migliori;
- qualità del materiale di stampa - la qualità del materiale incide, nulla in più da dire!
Fatte queste dovute premesse, iniziamo i nostri test. Sarò in grado di ottenere un bridge perfetto? Scopriamolo!
Alla ricerca del Bridge perfetto - Test n.1
Per testare il comportamento in bridging e trovare il migliore setup, cominciamo da impostazioni base:
- materiale di stampa: PLA
- temperatura ugello: 220°C
- velocità di stampa: 60 mm/s
- flusso materiale: 100%
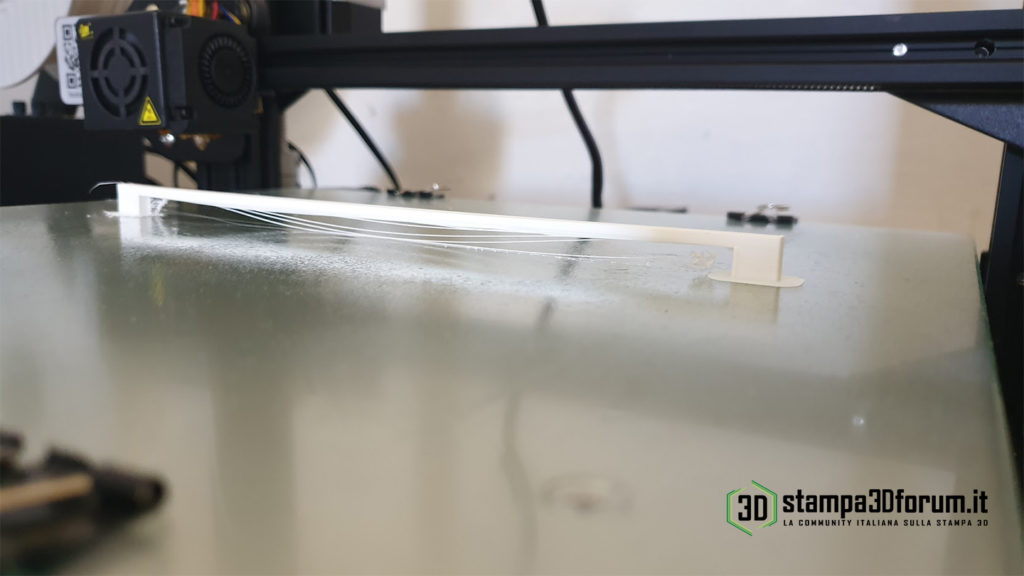
Come prevedibile si verifica un cedimento importante di materiale, che va a toccare la superficie del piano.
Sappiamo che il materiale deve raffreddarsi velocemente per evitare di deformarsi dopo l’estrusione e cadere, perciò, non potendo agire sulla ventilazione (che è già impostata al 100%), andiamo a diminuire la temperatura dell’ugello. Diminuiamo inoltre il flusso.
Alla ricerca del Bridge perfetto - Test n.2
- temperatura ugello: 200°C
- velocità di stampa: 60 mm/s
- flusso materiale 90%
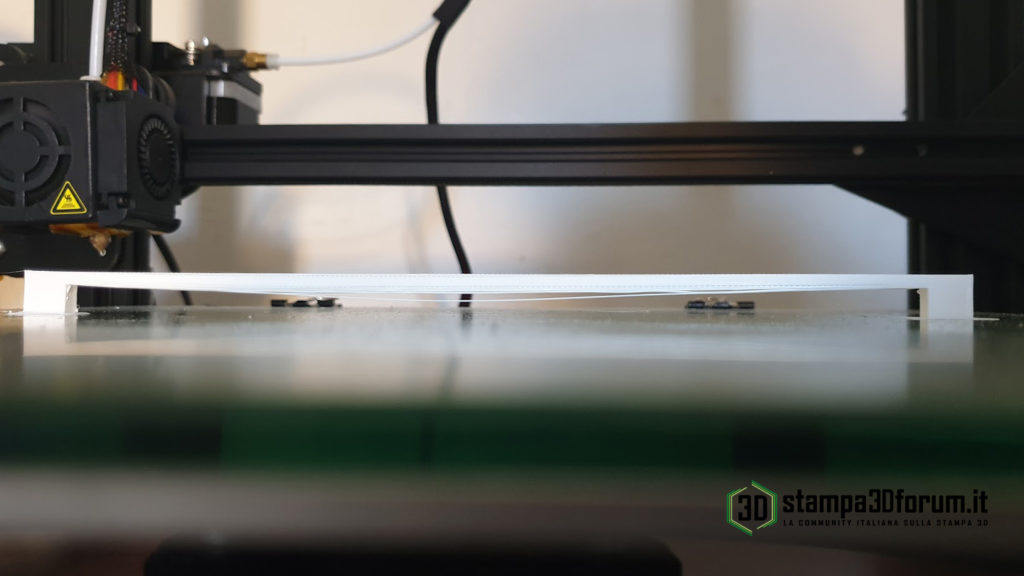
I risultati sono nettamente migliori, sintomo che la temperatura ha grande influenza sulle prestazioni. Proviamo ora a diminuire ancora il flusso di stampa.
Alla ricerca del Bridge perfetto - Test n.3
- temperatura ugello: 200°C
- velocità di stampa: 60 mm/s
- flusso materiale 80%
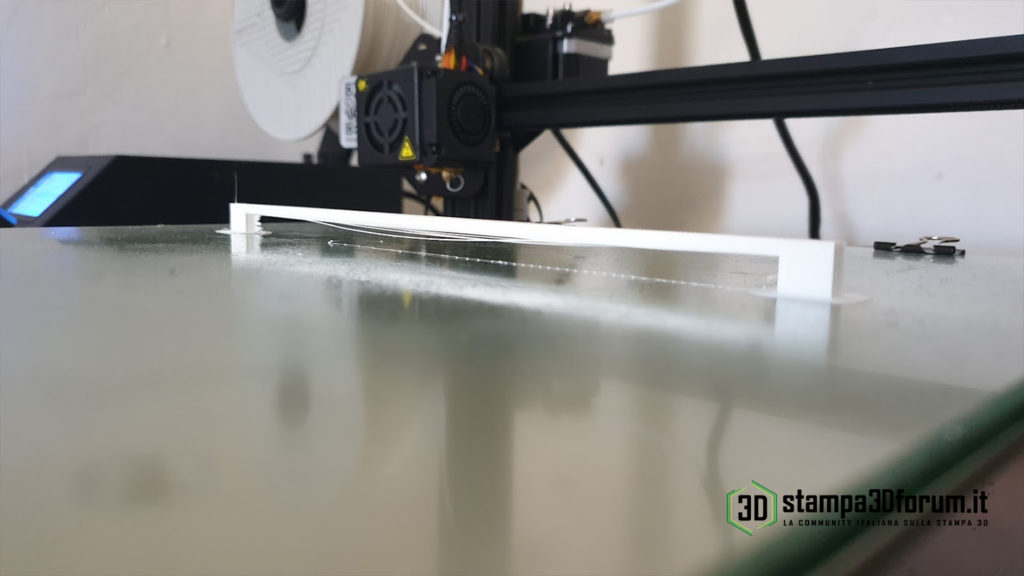
In questo caso c’è stato un piccolo passo indietro. Che succede?
Le linee di filamento questa volta, a causa della eccessiva diminuzione del flusso, sono troppo sottili e faticano a legarsi tra loro: non riescono a comporre correttamente il primo layer sul vuoto e cadono singolarmente.
Tornando quindi al precedente valore di flow, diminuiamo ancora la temperatura (toccando la minima stampabile dal filamento in uso) e portiamo la velocità ad un valore inferiore per agevolare il raffreddamento del materiale.
Alla ricerca del Bridge perfetto - Test n.4 - Ci siamo!
- temperatura ugello: 190°C
- velocità di stampa: 40 mm/s
- flusso materiale 90%
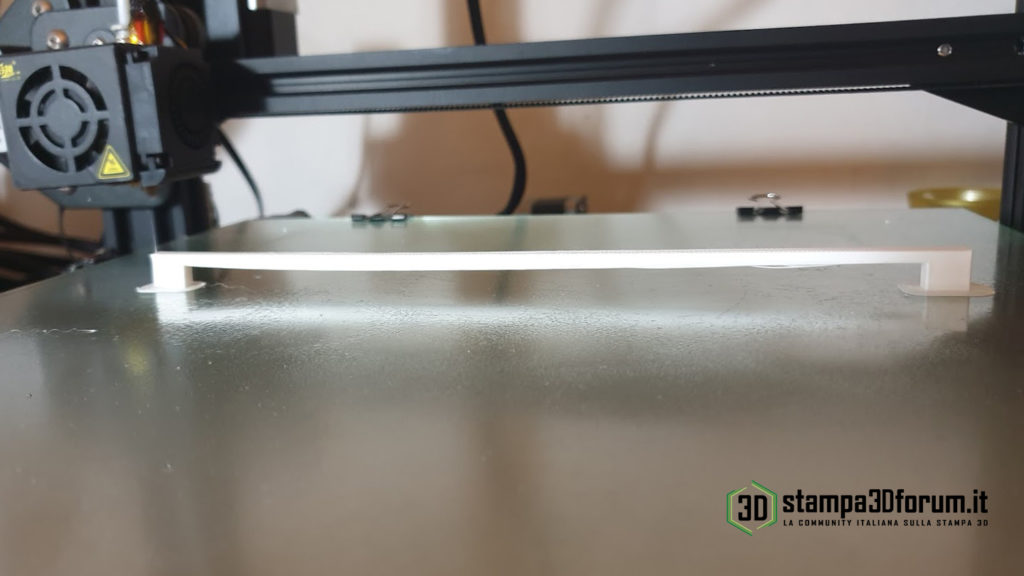
Siamo arrivati ad un risultato soddisfacente, completando con successo il nostro bridge test di 20 centimetri.
Quello che vi ho mostrato è volutamente un test estremo, ma utile per comprendere fin dove puoi spingerti e su quali impostazioni devi agire per ottenere Bridge simili con la tua stampante.
Esegui anche tu il Bridging test
Se anche tu vuoi mettere alla prova la tua stampante 3D e le tue capacità, puoi utilizzare il modello che 3D scaricabile nella sezione Download della nostra community o dal link che segue:
Come hai potuto vedere, nel mio test ho utilizzato impostazioni estremamente generali, gestibili da qualsiasi slicer.
In alcuni slicer, come quello usato in questo caso - Ultimaker Cura - sono disponibili impostazioni dedicate alla costruzione di ponti e sbalzi, che ti permettono di attuare i parametri del Bridge solamente quando in stampa si incontrano questi elementi.
In sostanza queste impostazioni si attivano solo quando è necessario, evitando di avere effetto su tutto il modello.
Vuoi sapere tutti gli altri parametri utilizzati per questa stampa? Abbiamo appositamente aperto una sezione del nostro forum dove condividere le impostazioni dei modelli meglio riusciti.
La sfida è aperta: riuscirai a battere il mio Bridge?
Pubblica i tuoi risultati nella Galleria fotografica della Community!









.thumb.jpg.db396a1d482f587ad6f3e454c61c5719.jpg)




Commenti Raccomandati
Non ci sono commenti da visualizzare.
Partecipa alla conversazione
Puoi pubblicare ora e registrarti più tardi. Se hai un account, accedi ora per pubblicarlo con il tuo account.