Salvogi
-
Numero contenuti
1.424 -
Iscritto
-
Ultima visita
-
Giorni Vinti
26
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Salvogi
-
Grazie @Eddy72, ho fatto un altro tentativo di stampa https://www.youtube.com/watch?v=rgx6SLqWW10 con HIPS e le seguenti velocità. Perimetri 180mm/s Riempimento 240mm/s Superfici solide 60mm/s Bridge 120mm/s Spostamento 240mm/s Purtroppo a metà la stampa si è staccata e mi è rimasta attaccata al nozzle.

-
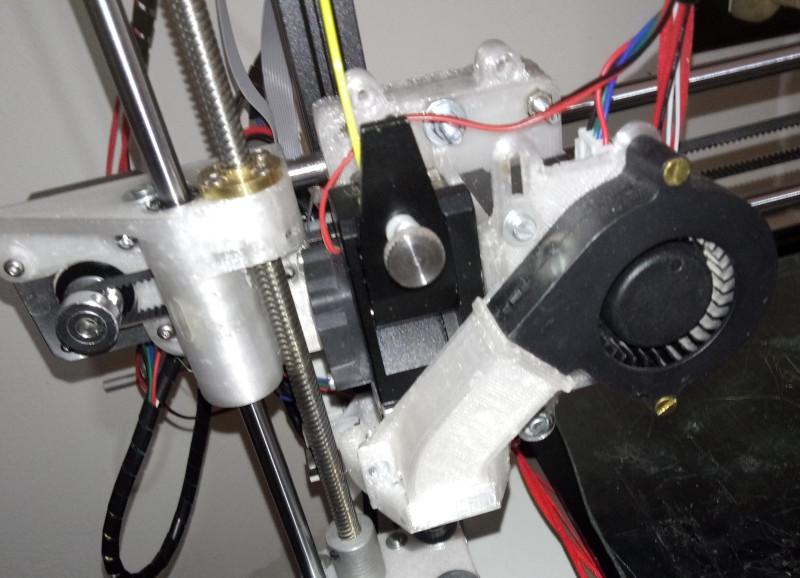
Ho appena fatto la prima prova di stampa https://www.youtube.com/watch?v=wAD6lOntH6w Ancora devo collegare l'heatbed, sistemare i cavi e fissare il display al telaio. Con questa configurazione sembra che la qualità di stampa è migliore e mi sembra anche più silenziosa. Tra l'altro ho provato a stampare a 120mm/s e sembra che la qualità ne risenta poco con un po' di ghosting.
-
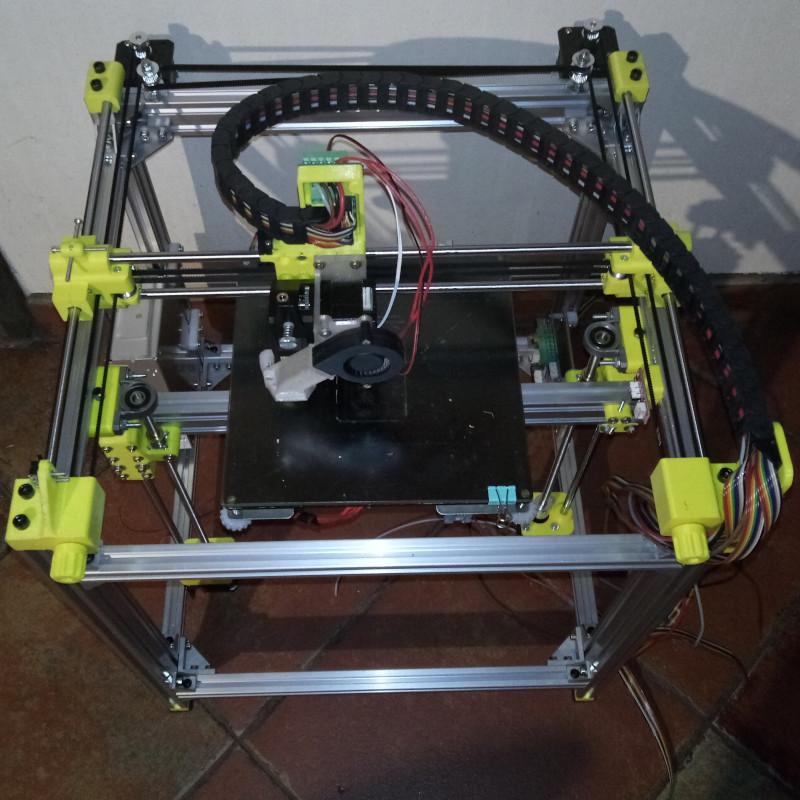
Volevo fare una stampante elegante ma mi sta venendo un groviglio di cavi. La catena portacavi nella zona centrale si abbassa di 1cm abbondante, per adesso non da fastidio alla movimentazione. Spero che con l'uso non peggiori perchè se si abbassa oltre potrebbe causare problemi.
-
Mjolnir!
Salvogi ha risposto a Capitantino nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
Il risultato è ottimo lo stesso. -
Mjolnir!
Salvogi ha risposto a Capitantino nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
Per non parlare dei primi esperimenti https://www.stampa3d-forum.it/forum/topic/11842-scarsa-qualità-di-stampa/ Comunque il risultato finale è venuto perfetto, ancora bravo. -
Purtroppo la posizione del sensore filamento sulla CR10S PRO è problematica per la sostituzione dell'estrusore. Se non metti un estrusore uguale all'originale, è quasi sicuro che devi modificare la posizione del sensore. Il BMG standard inoltre va ad urtare contro la vite trapezia quindi è ancora più problematico.
-
RESET PASSI ESTRUSIONE DOPO STAMPA
Salvogi ha risposto a MAL1190 nella discussione Software di slicing, firmware e GCode
Neanche io riesco a scaricare. Nello start gcode hai inserito G92 E0 per resettare la posizione dell'estrusore? -
La configurazione è all metal direct quindi senza PTFE. Ho provato a cambiare motorino, nozzle e gola. Penso che sia il sensore perchè Marlin aveva difficoltà a partire perchè la temperatura oscillava troppo, allora ho provato un PID autotune dopo 12 cicli continuava sempre a oscillare troppo e mi ha restituito valori strani. Comunque ho già smontato la stampante Prusa per convertirla in corexy quindi messo l'estrusore da 1,75 sulla stampante delta e sto riuscindo a stampare senza problemi. Sulla delta con configurazione bowden ho messo questo hotend https://it.aliexpress.com/item/32911028903.html con gola all-metal ma con heatblock e nozzle MK8.
-
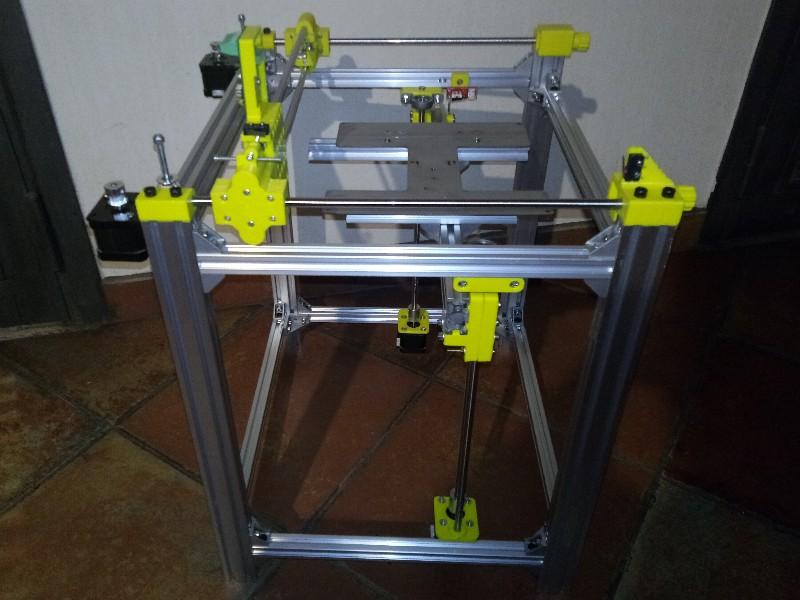
Ancora il piatto non l'ho centrato quindi da un lato sporge 126mm e dall'altro 94mm. Comunque ho messo un peso di 2kg sull'estremo del lato sporgente 126mm e si è abbassato di 0,5mm. Bisogna vedere se aumenta dopo la prima stampa quando i cuscinetti si saranno assestati dentro le parti stampate.
-
Ho appena visto meglio altri schemi di corexy ed ho notato che l'endstop dell'asse Y è messo sul retro (quindi su Y max) io invece l'ho messo avanti (su Y min). Può andare o lo devo spostare?
-
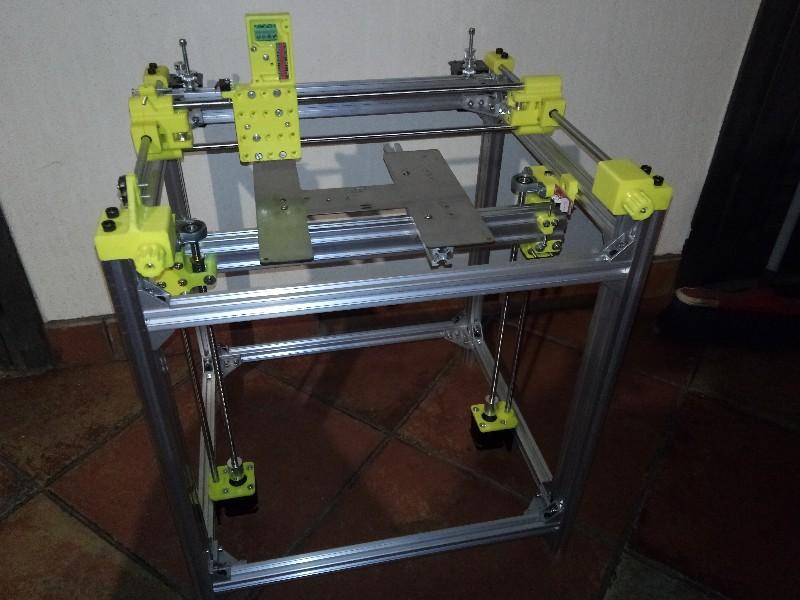
Ho iniziato l'assemblaggio.
-
Non so, non estrude più. Ha iniziato una settimana fa a sottoestrudere, poi a poco a poco è andata a peggiorare. Ho provato a sostituire gola, nozzle e motore. A questo punto penso che sia la cartuccia o il sensore. Forse si sarà offesa perchè la devo smantellare per trasformarla in una corexy. Con questa scusa sto accelerando la costruzione della corexy.
-
Ulteriore aggiornamento. Mi sa che non è colpa del filamento, la mia stampante a poco a poco ha iniziato a non stampare più nessun tipo di filamento. Ancora devo capire dove sta il problema.
-
Aggiornamento importante, forse ho trovato il problema di @Bananafell3r Con la terza bobina di PETG Amazon ho iniziato ad avere problemi di intasamento sempre peggiori. Ho provato a cambiare gola, nozzle, estrusore e motore. Alla fine ho provato un'atra bobina di PETG e non ho avuto problemi. Quindi le prime due bobin di PETG Amazon (una gialla ed una grigia) nessun problema, con la terza (gialla) sono impazzito. Ora sto stampando con una bobina di PETG di altra marca senza problemi, come controprova proverò il PETG Amazon grigio che mi è rimasto e che non mi aveva dato problemi. Ho provato a fare passare il filo attraverso delle gole smontate ed ho visto che il filamento di questa terza bobina Amazon scorre a fatica anche attraverso una gola nuova. Intanto con il calibro misuto 1.75mm
-
Deformazione heatbed? Possibile?
Salvogi ha risposto a Parserk nella discussione Hardware e componenti
Credo.... è un parolone 😂 Per prima cosa verifica con un qualcosa di perfettamente piatto tipo un righello o una squadretta. -
Lo schema mi piace, non avevo pensato che servisse un raffreddamento tra tramoggia e zona di fusione, effettivamente è indispensabile. Dopo il sistema di raffreddamento all'uscita del nozzle metterei anche uno spingifilo (in questo caso usato come tira filo), ovviamente prima del feeder il filo dovrebbe essere raffreddato fino a scendere sotto la temperatura di transizione vetrosa. Come vite di estrusione @Marco-67 potrebbe provare con una punta da trapano elicoidale per legno come questa https://www.amazon.it/flintronic-Trapano-Esagonale-Acciaio-Diametro/dp/B07W73Q4CY o questa https://it.aliexpress.com/item/4000373233780.html
-
Ieri mi sono arrivate le staffe ed oggi le ho montate. Ne ho aggiunto giusto un paio in ogni angolo.
-
stampare con file x3g
Salvogi ha risposto a davide1981 nella discussione Software di slicing, firmware e GCode
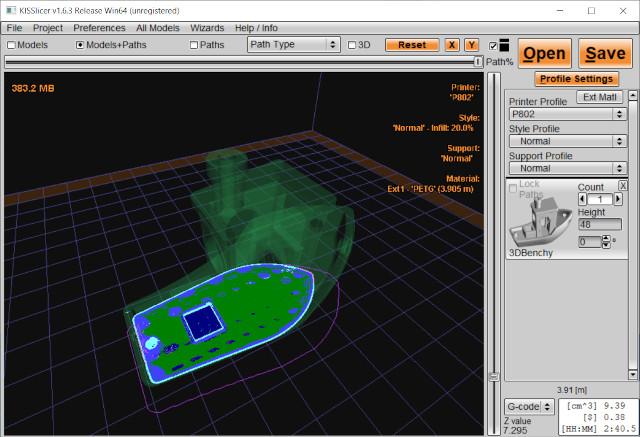
Ho appena provato Kisslicer, è fenomenale uno slicer da 2,6Mbyte (il download zippato poco più di 1Mbyte). Sembra uno slicer degli anni 80, peccato che la stampa 3D sia più recente. Ha poche opzioni se confrontato con Cura o Prusaslicer ma mi fa simpatia sicuramente proverò qualche stampa. Fosse per me lo candiderei mascotte del forum 🤣 Una cosa interessante è l'altezza del layer che Kisslicer fa variabile in funzione della geometria dell'oggetto. Purtroppo anche Kisslicer non esporta file x3g. Sono riuscito ad esportare solo gcode. Il download è gratuito ma se volete potete passare alla versione "Pro" con appena $42
-
stampare con file x3g
Salvogi ha risposto a davide1981 nella discussione Software di slicing, firmware e GCode
Slic3r non mi sembra che esporta x3g. Anche se non lo uso più, ho ancora installato la versione 1.2.9, ho provato poco fa e mi sembra che non si possa selezionare x3g. Quindi mi sa che la lista che hai trovato non è affidabile. -
Il trucco c'è ma non si vede (subito) 😂
-
Speriamo bene, se non ci sono errori dovrei essere quasi alla fine. Grazie, in realtà in 2 pezzi sono riuscito a fare warpare il PETG Amazon che non warpa (almeno io ci sono riuscito), per fortuna sono parti interne per cui li lascio così.
-
Ad esempio queste sono parti stampate con i filamento PETG Amazon grigio e giallo. Mentre queste parti (le parti della stampante) sono stampate con PETG Creozone trasparente
-
Oggi mi dovrebbero arrivare i bulloni ordinati su Aliexpress che ho atteso per quasi un mese e mezzo (ho fatto una cavolata perchè il negozio cinese vicino casa li vende ed anche a prezzo minore). Nel frattempo ho stampato tutte le parti in plastica (me ne manca una sola perchè penso di volerla modificare).
-
L'ho stampato senza problemi con le seguenti configurazioni. Bowden con estrusore BMG all-metal https://it.aliexpress.com/item/33051191430.html, e questo hotend https://it.aliexpress.com/item/32911028903.html con nozzle da 0,4 Diretto con estrusore BMG all-metal https://it.aliexpress.com/item/33051191430.html, gola chimera acciaio (no titanio) all-metal https://it.aliexpress.com/item/33028597454.html, heatblock rame https://it.aliexpress.com/item/32896383821.html e nozzle V6 https://it.aliexpress.com/item/32903164996.html Diretto con estrusore BMG all-metal https://it.aliexpress.com/item/33051191430.html, gola chimera acciaio (no titanio) all-metal https://it.aliexpress.com/item/33028597454.html, heatblock volcano https://www.banggood.com/Volcano-Hot-End-Eruption-Heater-Block-Aluminum-Alloy-Heating-Block-For-3D-Printer-p-1239348.html e nozzle volcano in acciaio https://www.banggood.com/TWO-TREES-8Pcs-Stainless-Steel-Volcano-Nozzle-0_2-or-0_3-or-0_4-or-0_5-or-0_6-or-0_8-or-1_0-or-1_2mm-M6-for-3D-Printer-p-1652571.html L'ultima bobina di PETG Amazon mi sta dando un po di problemi di sottoestrusione solo con il primo layer ma penso che sia dovuto al fatto che prima avevo provato a stampare il policarbonato senza esito positivo e siccome non riuscivo a tgliere il policarbonato dal nozzle ci sono andato con la lima.
-
stampare con file x3g
Salvogi ha risposto a davide1981 nella discussione Software di slicing, firmware e GCode
Esiste un convertitore gratuito https://markwal.github.io/GpxUi/