Carsco
-
Numero contenuti
1.467 -
Iscritto
-
Ultima visita
-
Giorni Vinti
19
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Carsco
-

Ender 3: erogazione filo irregolare
Carsco ha risposto a versus nella discussione Problemi generici o di qualità di stampa
Puo' sempre slittare, senza grani. Come si regge? Hai foto? Cmq il problema che hai puo' anche essere dovuto al tubo in teflon (lato testina) che non e' stato inserito correttamente. In tanti sbagliano la procedura che e' la piu' delicata per l'Ender. Segui le guide di @Killrob. -
Pensavo con più spugna :)
-
Alzare oggetto dal piano su cura è possibile?
Carsco ha risposto a Blu9 nella discussione Software di slicing, firmware e GCode
Nel frattempo fai una prova anche piu' piccola in dimensione con altri filamenti, cosi' fai pratica. -
Avete presente quando si stampa il PET/PETG troppo vicino al piano e il brim si spalma per benino? 😱 Dopo la rimozione del pezzo, come rimuovete il residuo da piani elastici come un tappetino megnetico o una lastra in acciaio? Con ASA/ABS basta semplicemente un pennellino imbevuto di acetone e il problema si dissolve in 2 secondi, ma con PLA e PET e' un delirio... Il materiale si insinua nei micropori e non viene piu' via. Per ora, una delle poche soluzioni che ho trovato e' quella di portare il bed a 70°-80°, stamparci sopra con lo stesso PETG e poi staccare a caldo. Il PETG a freddo si lega fortemente ai micropori mentre a caldo e' piu "ragionevole". Ho cercato un solvente per PET ma sono tutti tossici e non venduti al pubblico. Altre idee?
-
Alzare oggetto dal piano su cura è possibile?
Carsco ha risposto a Blu9 nella discussione Software di slicing, firmware e GCode
Prima che torni a postare senza avere fatto la prova, anche con offset di 10mm Cura ti mostrera' il piano sempre a contatto col pezzo, ed e' ovviamente giusto. Quello non e' il bed, ma e' dove iniziera' a stampare. -
Alzare oggetto dal piano su cura è possibile?
Carsco ha risposto a Blu9 nella discussione Software di slicing, firmware e GCode
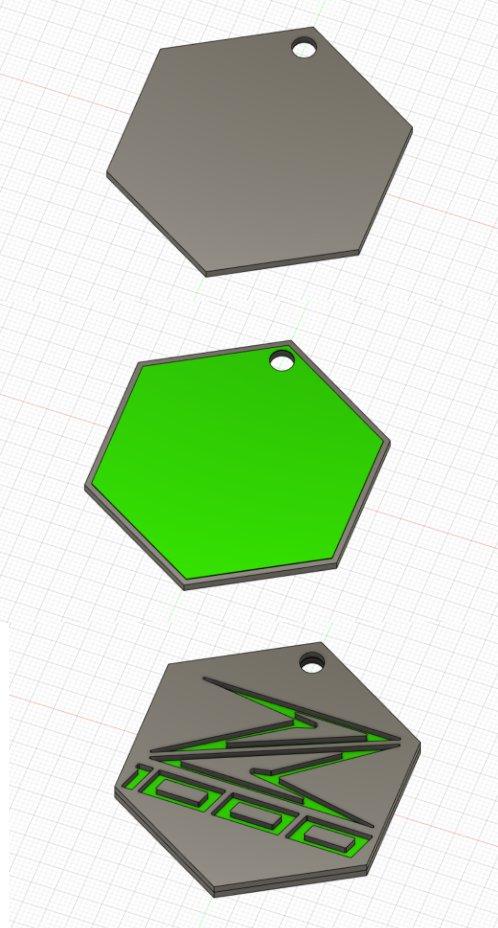
Cerca "offeset" fra i parametri e lo trovi subito. Se ti stiamo dicendo di fare un layer da 0.2 un motivo ci sara'. Anzi, personalmente ti ho suggerito di farne due da 0.2 perche' il materiale e' troppo sottile proprio per potersi vedere. Se ne fai due fa 0.1 non si vedra' nulla. E' come sovrapporre un foglio di carta velina verde su uno sfondo grigio: mica vedrai verde ma vedrai "verde + grigio". Io insisto nel consigliarti i primi due layer da 0.2 in grigio. Ti porti cosi' a z=0.4. Poi due layer di 0.2 di verde con offset di 0.4. Io l'ultimo lo farei con la stiratura, cosi' il verde viene liscio e bello a vedersi. A questo punto il verde e' a z=0.8 mentre il grigio e' ancora a =0.4. Terza mano in grigio, offset 0.4, z-hop di 0.5 (per non sbattere sulla parte gia' stampata che si trova a z=0.8). Servono tre STL, naturalmente, ben centrati. Io sono convinto del fatto che tu non abbia nemmeno guardato ne' il thread che ti hanno invitato a visitare, ne' il video youtube da cui e' stata presa l'idea, perche' e' tutto spiegato perfettamente, per filo e per segno, pure coi disegnini. Dagli uno sguardo. Non c'e' da calcolare niente, ne' devi mettere mano al GCODE. E' una cosa complessa se non l'hai mai fatta, ma tu hai detto che "voglio sempre complicarmi la vita e mettere mano alle cose modificandole facendogli fare quello che voglio" Almeno inizia. E' sbagliando che si impara. -
Alzare oggetto dal piano su cura è possibile?
Carsco ha risposto a Blu9 nella discussione Software di slicing, firmware e GCode
Z-offset e z-hop, appena provato, funge. Z-offset puoi impostarlo di quanto vuoi. -
Alzare oggetto dal piano su cura è possibile?
Carsco ha risposto a Blu9 nella discussione Software di slicing, firmware e GCode
Dispongo meglio le tue immagini, per far capire meglio: Detto questo, combinando z-hop e z-offset, forse riesci. Se passi gli STL posso fare una simulazione perche' alcuni percorsi potrebbero creare problemi. Il verde lo stampi facilmente usando z-offset mentre il secondo grigio lo stampi usando sia z-offset (parte staccato dal piano come il verde) sia lo z-hop (per non sbattere sul verde gia' stampato.
-
Alzare oggetto dal piano su cura è possibile?
Carsco ha risposto a Blu9 nella discussione Software di slicing, firmware e GCode
Allora avevo ragione che dalle foto non lo capivo: le hai messe nell'ordine sbagliato. Quindi tu vuoi il fondo grigio, il dentro verde e il sopra grigio. Insisto che puoi farlo con lo z-hop. -
Alzare oggetto dal piano su cura è possibile?
Carsco ha risposto a Blu9 nella discussione Software di slicing, firmware e GCode
Hai mai visto questo? https://www.stampa3d-forum.it/forums/topic/10262-scritte-con-due-colori-con-ender-3-e-altri-stampanti-con-solo-un-hot-end/?tab=comments#comment-74900 Secondo me si adatta a quello che vuoi realizzare. Parti col verde e prosegui col grigio. -
Alzare oggetto dal piano su cura è possibile?
Carsco ha risposto a Blu9 nella discussione Software di slicing, firmware e GCode
O usi il sistama di Killrob oppure inserisci un M600 editando manualmente il file e cambi il filamento come fanno tutti. 0.1 e' un po' poco, non abbastanza per coprire i colori. Anche 0.2 sono pochi, fidati. In trasparenza si vedra' l'altro colore. -
Tenete all'asciutto i vostri filamenti
Carsco ha risposto a invernomuto nella discussione Materiali di stampa
Beh, dovresti conoscere gia' la regola numero 1 della stampa 3d: il 90% (sono buono) della roba che si stampa serve alla stampa stessa. E' come il matrimonio che permette di risolvere in due quei problemi che da solo non avevi! 🙂 Cmq e' probabile che tra la griglia (che rifaro' meglio) e il coperchio col bordo piu' basso forse non ci sara' alcun bisogno di far ruotare nulla. Quello era solo un esperimento che non mi e' costato nulla: zero. Eh... che esagerazione! Se ti facessi vedere gli accrocchi fatti in gioventu'... Alcuni sopravvivono ancora oggi. Adesso sto stampando i bordi per usare un altro oggetto (che ancora non vi svelo 🙂 ) come paratia dell'essiccatore, completamente trasparente. Poi vi informo. Poi sara' la volta di un buon termostato con isteresi regolabile (gia' l'ho adocchiato) anche perche' non stiamo pensando "tridimensionalmente". Il filamento viene riscaldato in superficie, cioe' la parte esterna della bobina, ed e' proprio qui che inizia l'assorbimento di umidita' da parte del filamento (a meno che la bobina non sia stata avvolta bene e abbia le spire larghe/lasche e che quindi abbia preso umidita' con la stessa facilita'). A che serve scaldare tutta la bobina se per usarla tutta di seguito ci vorrebbero decine e decine di ore? Inoltre, per arrivare a scaldare il centro della bobina (non la parte col buco dove la inseriamo ma la parte piu' interna delle spire, a meta') occorre tempo, tanto tempo. DI sicuro (verificato) la temperatura maggiore nell'essiccatore si ha proprio nelle prime spire ed e' li' che dobbiamo controllarla, non altrove. E a contatto, non in prossimita'. Il fatto che usiamo l'essiccatore mentre stampiamo ci aiuta in due modi. 1) effetto girarrosto, quindi non si sara' una parte radiale piu' calda di un'altra. 2) viene scaldata di piu' la parte che ci serve, cioe' quella che verra' stampata, mentre viene stampata. Quindi SECONDO ME e' inutile tenere ad asciugare 5-6 ore una bobina da ferma sperando che si asciughi tutta. E' impossibile. Ci vogliono almeno 2-3 ore prima che tutto il filamento arrivi a temperatura, partendo dall'esterno, a meno che non partiamo con temperature maggiori rischiando di smollare la prima parte, rovinandola. Sempre secondo me basta mezz'oretta da fermi e poi si inizia a stampare mentre l'essiccatore e' acceso, tenendo sempre sotto controllo la temperatura delle prime spire. Ecco perche' secondo me serve un vero termostato con isteresi regolabile e sensore poggiato alle prime spire della bobina. Un termometro che misuri la temperatura dell'aria interna e' totalmente inutile, a meno che non si faccia una tabella di comparazione fra temperatura raggiunta dall'aria in un punto e temperatura raggiunta dalla superficie della bobina, con ovvia tolleranza da tenere perche' ci sara' un grande errore, senza considerare appunto l'isteresi. Cmq, poi studiamo anche questo. -
Tenete all'asciutto i vostri filamenti
Carsco ha risposto a invernomuto nella discussione Materiali di stampa
Motore montato. Nemmeno io ho letto il datasheet, quindi funziona per questo. VID_20210113_211054-1.mp4 -
Prime due stampe
Carsco ha risposto a 6dp nella discussione Problemi generici o di qualità di stampa
Seguitelo per altre ricette! 🙂 -
Tenete all'asciutto i vostri filamenti
Carsco ha risposto a invernomuto nella discussione Materiali di stampa
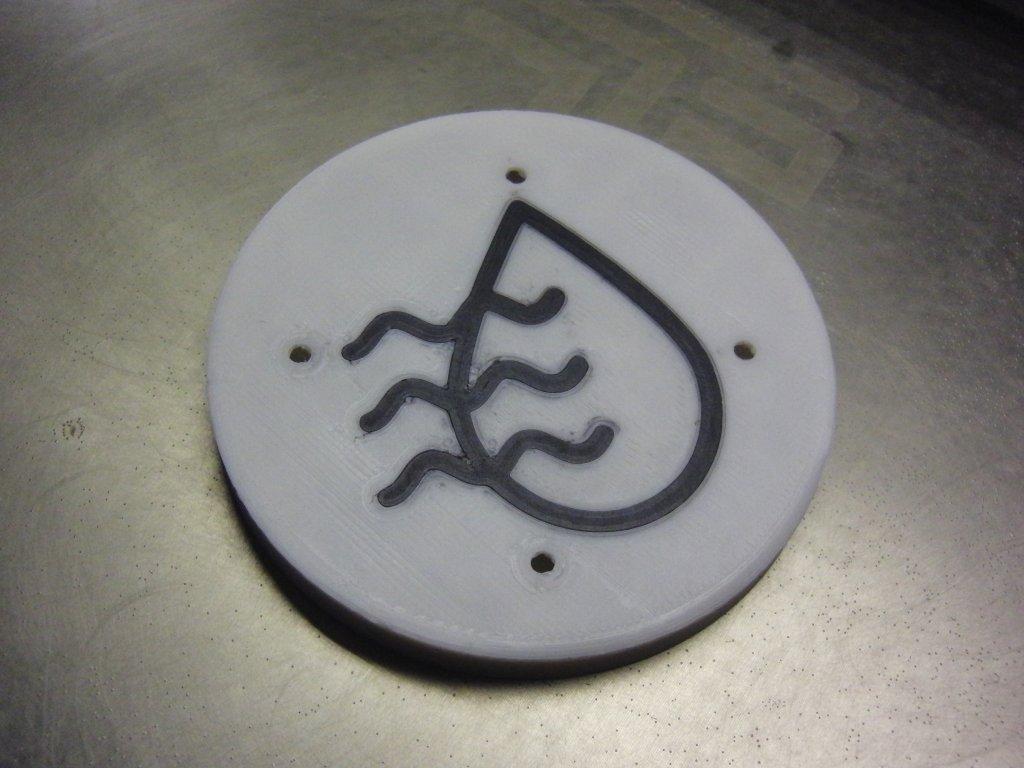
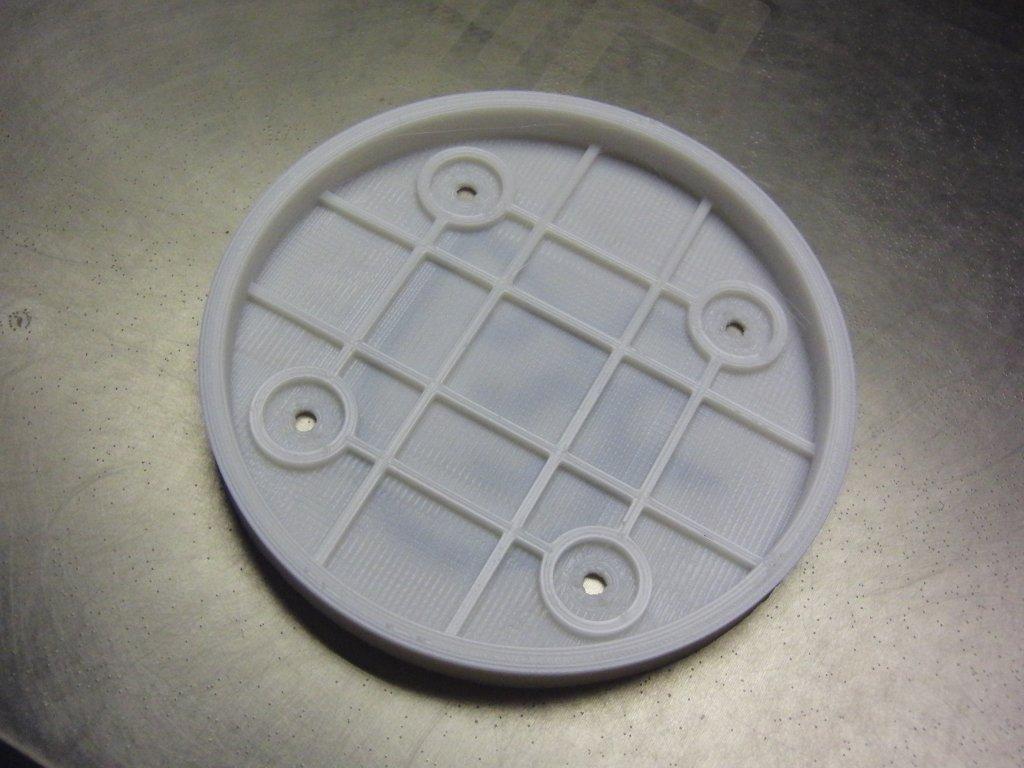
Visto che il coperchietto originariamente era tenuto con 2 sole viti si e' deformato. Grazie, cinesi. L'ho ridisegnato, con la cornice piu' lunga in modo da evitare l'aria esca direttamernte senza passare dalle alette verticali. Non e' proprio venuto benissimo (il nero e' difficile da coprire) ma mi accontento.
-
Occhio comunque che se fresi a 30k giri e' naturale che fonde! 🙂
-
Tenete all'asciutto i vostri filamenti
Carsco ha risposto a invernomuto nella discussione Materiali di stampa
Per carita', i problemi a volte li troviamo in cio' che non cerchiamo o non conosciamo, pero' sarebbe bello che tu argomentassi il motivo delle tue perplessita'. Visto che non lo fai tu, lo faccio io. 1 e 2) un motore brushless lo puoi alimentare con la tensione che vuoi per avere piu' coppia, ma non credo che serviranno 100-150V. L'isolamento degli avvolgimenti reggerebbe eccome ma a me basta la tensione di 12V. 3) se il motore non ha abbastanza coppia per muoversi da fermo e raggiungere il CMR basta dargli una spinta manualmente finche' lo raggiunge e resti in moto. Si fa solo una volta, all'accensione. Il mio dito funziona abbastanza bene ed e' gratis. 4) si', il reggispinta fa in modo che il peso sull'asse non sia un problema. E' il suo miglior pregio. Molto meglio dei cuscinetti radiali che vedo in altre opere. 5) gli avvolgimenti tengono eccome la corrente, visto che e' l'elettronica che decide quanta tensione (quella di alimentazione, impossibile di piu', non c'e' inverter) e quanta corrente dare (quella disponibile, impossibile di piu'). Si rompe il motore? Lo buttiamo. 🙂 6) se pensi che mi metta a disegnare e costruire da zero qualcosa basato su un passo passo, ora che ho tutto pronto e funzionante, sei in errore. D'altronde usare un passo passo per girare sempre non ha senso, non e' il suo mestiere. Poi si deve cuscinettare... chi me lo fa fare? Molto meglio un servo da modellismo che: 1) e' cuscinettato 2) e' demoltiplicato 3) puoi variarne la velocita' con estrema facilita' con un banale trimmer. 4) costa 5 euro e comunque ne ho una carrettata, compresi quelli da 25kg/cm che muoverebbero un'auto da 2 tonnellate, con molta calma. Pero' vedo che "non escludi, senza leggere il datasheet, che possa funzionare". Ma allora perche' questo astio verso qualcosa costruito con la rumenta? Se avessi voluto spendere soldi avrei preso quello gia' pronto della Sunlu. Aggiungo che 3 giri al secondo col mio sistema autocentrante si fanno ad occhi chiusi. Nel video arrivo almeno a 2 giri al secondo spinto "di botto" con la mano e non e' nemmeno stretto. Potrebbe farne pure 100, se per questo, diversamente da un motore passo passo, e la bobina resterebbe in asse senza muoversi. Pero' potrei anche aver torto, lo ammetto. Potrei fermarmi a 99 giri al secondo. -
Si, infatti ho scambiato i materiali. Trasparente e' la parte davanti. Quella in HIPS e' quella che regge il CD.
-
PETG e' UN PO' come il PLA. Non restringe, non warpa, ma se il bed e' liscio allora non aggrappa e devi prendere provvedimenti (lacca, colla, etc). Sul bed magnetico originale Ender stampavo senza niente, e se non mettevo 0.1-0.2 di Z-offset non lo staccavo piu'. Adesso ho una base in acciaio armonico e sopra un foglio in PEI. Aderisce senza problemi ma meglio usare un po' di brim. E' il materiale delle custodie trasparenti per i CD. E' molto meno denso del PLA quindi per 1kg sono 403m, contro i 335m del PLA. Quindi a livello economico si deve fare la giusta proporzione e non guardare solo il prezzo. Infatti spesso e' venduto a bobine da 750g.
-
A mia esperienza il PLA non si puo' carteggiare nel senso stretto della parola perche' fonde immediatamente. L'unica e' carteggiare sempre in un senso, a mo' di grattugia, e poi tagliare via il truciolo che rimane appeso. Certo, a meno che per "carteggiare" non si intenda appoggiare lievemente la cartavetro e fare avanti e indietro per togliere uno spigolo. Il PETG Basicfil invece crea proprio della polvere, come limatura. Non ottura la cartavetro ne' la lima ne' la fresa. La lavorazione e' netta, sia al Dremel che al trapano che alla cartavetro.
-
Tenete all'asciutto i vostri filamenti
Carsco ha risposto a invernomuto nella discussione Materiali di stampa
Il motore di un hard disk e' un banalissimo motore brushless che non "deve" andare a 5400rpm ma "viene fatto andare" a 5400rpm dalla sua elettronica di bordo. Se viene collegato ad un regolatore per motori brushless possiamo farlo andare alla velocita' che vogliamo compatibilmente con la resistenza degli avvolgimenti alle alte tensioni (per aumentare la coppia), la resistenza alle alte temperature raggiunte in caso di forti correnti e la resistenza dei cuscinetti alle alte velocita'. Se il motore rientra in questi parametri allora nulla gli impedisce di girare anche a 1 giro al secondo, ma poi inizia il fenomeno dello stuttering tipico dei motori sensorless come lo e' quello di un hard disk. I sensori di posizione posti dentro il motore servono a comunicare all'elettronica l'esatta posizione del rotore in modo da non fargli scavalcare il campo magnetico rotante. Li uso fin da quando sono usciti in ambito modellistico proprio per i modelli che trattavo io, cioe' (MOLTO) lenti. Purtroppo non hanno coppia, e ho preferito abbandonarli per tornare ai brushed "lunghi" con riduttori planetari. Un po' come la Panda 141 4x4 Fire a carburatore che va meglio della Fire a iniezione perche' appena questa si impunta su qualcosa si spegne, se non alzi i giri. Detto questo, il reggispinta dell'HD se ne frega del "peso": per lui e' solo un carico da vincere finche' non arriva alla velocita' del campo magnetico rotante, come se lo tenessimo frenato. In tutto questo tempo, finche' lo "scorrimento" S non torna quasi a zero, c'e' una quantita' di corrente che scorre negli avvolgimenti proporzionale alla frenatura. Ecco perche' gli avvolgimenti devono reggere queste correnti e queste temperature. Se ce la fanno, e' tutto ok. E' chiaro che il motore di un HD non e' il massimo per queste cose, ma come vedi e' calzato a pennello e anche se dovesse fare 3 giri al secondo andrebbe bene lo stesso, piuttosto che tenere la bobina sempre ferma in un punto. Magari non partirebbe da solo e necessiterebbe una spinta per raggiungere il campo magnetico rotante, ma e' una cosa del tutto tollerabile in un accrocco simile. -
filamento ultra resistente ad urti e agenti atmosferici
Carsco ha risposto a Belvis nella discussione Materiali di stampa
Uno dei colori: https://www.amazon.it/BASICFIL-175PET-1000-TR-RED-Filamento-stampante-naturale/dp/B07F46LNN2/ref=sr_1_5?__mk_it_IT=ÅMÅŽÕÑ&dchild=1&keywords=basicfil+petg+trasparente&qid=1610317423&sr=8-5 -
filamento ultra resistente ad urti e agenti atmosferici
Carsco ha risposto a Belvis nella discussione Materiali di stampa
Per reggere a questo c'e' il PETG translucido Basicfil. Ottima resistenza all'abrasione (lo lavoro facilmente per asportazione di truciolo e la "limatura" e' praticamente polvere), flessibile ma non troppo, fino al punto che si spacca (occhio, come ti dicono, che il 100% del riempimento non e' sinonimo di robustezza). Finitura molto lucida e sulle rocce dovrebbe scorrere meglio. Da non confondersi con quello opaco: non sono uguali. OVVIAMENTE e' sempre una stampa 3d, quindi se e' ruvida ti intrupperai li', non si scappa. Hai pensato a levigare? Questo PETG reagisce in maniera meravigliosa alla cartavetro. O passare al "buratto", come lo chiama @Marco-67 🙂 Pero'... e' PETG. Quindi a 70° si ammoscia. -
Tenete all'asciutto i vostri filamenti
Carsco ha risposto a invernomuto nella discussione Materiali di stampa
Ok, filetti fatti. Io ho finito 🙂 WhatsApp Video 2021-01-10 at 18.57.53-1.mp4 Anzi no. Ho chiamato un amico che ha l'elettronica suggerita da @belcarlo. L'ho fatta provare con un motore di hard disk e ha confermato i miei sospetti: anche al minimo, gira troppo rapidamente. Allora gli ho chiesto di caricare peso sul motore, la velocita' e' diminituita UN PO'. Domani me lo porta e lo provero'. Se va va, se non va... pazienza. Del resto, anche se girasse veloce adesso la bobina e' straferma e assicurata al piatto. Ecco il suoi video: 2_REMUX.MP4 3_REMUX.MP4 3_REMUX.MP4 -
Non saprei dirti ma posso affermare che a novembre 2019, per un errore di etichettamento, sono state messe in commercio da Amazon bobine Basicfil da 1.75 al posto di quelle da 2.85. Risultato, migliaia di bobine da 1.75 sono state ritornate indietro e rivendute su Warehouse a 4.50 al CHILO! Tutte chiuse e sigillate (se ho la macchina da 2.85 allora l'175 non lo apro nemmeno). Pero' nessuna garanzia su cosa arrivava, ne' nel colore ne' nel materiale (PLA o PETG) nemmeno sul peso (500g o 1kg) ma era sempre un affare. Ho un armadio pieno di PETG (30euro/kg) e PLA (20euro/kg) presi a meno di un quarto. All'inizio non capivo se era una truffa di qualcuno o un errore di qualcun altro e ci andavo leggero, rischiando poco. Poi ho capito che sotto la nuova etichetta c'era quella da 2.85 e mi sono reso conto di non averne approfittato abbastanza. Io e un mio amico aprivamo i pacchi poker-style. Quando si beccava il PETG clear da 1kg c'era la ola... (costava 33 euro al pezzo!). Poi ce li scambiavamo come le carte del Monopoli. Ci voleva come il cacio sui maccheroni 😉