Killrob
-
Numero contenuti
14.121 -
Iscritto
-
Ultima visita
-
Giorni Vinti
429
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Killrob
-

Errore temperatura hotend
Killrob ha risposto a Basilietto nella discussione Problemi generici o di qualità di stampa
sarei propenso a dirti di si a logica.... ma qui stiamo parlando di stampa 3D con componentistica cinese.... il chaos è sempre dietro ad ogni layer che viene depositato 😄 -
Consiglio su acquisto stampante 3D per iniziare, controllabile in wireless: quale mi consigliate?
Killrob ha risposto a Azgana nella discussione La mia prima stampante 3D
Se dovessi stare attento a costi e ricavi non avrei nemmeno iniziato... il ricavo principale è... il godimento personale nel vedere che se ci si applica le cose riescono bene 🙂 -
[Domanda] Stampante con doppia ventola e una non funzionante?
Killrob ha risposto a Nogard nella discussione Hardware e componenti
E' senza alcun dubbio per quel motivo che soffri di intasamenti -
Consiglio su acquisto stampante 3D per iniziare, controllabile in wireless: quale mi consigliate?
Killrob ha risposto a Azgana nella discussione La mia prima stampante 3D
beh.... effettivamente... tanto sano non lo sono mica.... non mi sarei costruito 3 FDM e 2 laser engraver altrimenti 😂 -
[Domanda] Stampante con doppia ventola e una non funzionante?
Killrob ha risposto a Nogard nella discussione Hardware e componenti
a questo punto mi associo alla speratura.... 🙂 -
[Domanda] Stampante con doppia ventola e una non funzionante?
Killrob ha risposto a Nogard nella discussione Hardware e componenti
no non va bene la LK4, come le altre, bowden o direct non fa differenza, DEVONO avere assolutamente la ventola hotend funzionante, se non funziona vai incontro ad intasamenti a raffica, soprattutto nelle bowden la ventola fa in modo che il calore non risalga su per la gola ad ammorbidire il filamento dove NON deve essere ammorbidito. p.s.: non devi staccare nessun collegamento agisci direttamente sulla scheda madre, stacca il connettore e col tester comincia a vedere se per lo meno il voltaggio che ti aspetti ci esca dal connettore, se ci esce allora o i cavi o la ventola sono andati a donne di facili costumi.... -
[Domanda] Stampante con doppia ventola e una non funzionante?
Killrob ha risposto a Nogard nella discussione Hardware e componenti
normalmente la ventola che raffredda il dissipatore è sempre accesa, in alcune stampanti parte solo ad una determinata temperatura, se non ti ha mai girato da quando hai la stampante, o è difettosa la ventola o è difettoso il connettore dal quale la ventola prende la corrente. Per ventola difettosa non intendo solo la ventola vera e propria ma anche i cavi, controlla con un tester se ci arrivano i 12 o i 24V alla ventola -
Curioso bug Cura
Killrob ha risposto a Carsco nella discussione Software di slicing, firmware e GCode
si ho visto, tutto dipende da come è stato esportato l'stl dal cad. Cura prende per buone quelle impostazioni e quando lo giri.... se le perde un po' per la strada.... Potresti segnalare anche questo come bug ad Ultimaker 🙂 -
Problema di Clicking.
Killrob ha risposto a pnrntn nella discussione Problemi generici o di qualità di stampa
quel qualcosa di cui parli possono essere poche cose, gola intasata o nozzle otturato oppure stai stampando ad una temperatura troppo bassa per quel materiale. Se te lo avesse fatto durante il primo layer, ma non mi sembra il tuo caso, sarebbe potuto dipendere dal nozzle troppo vicino al piatto. Io comunque proverei a rallentare anche un po' la velocità di stampa. -
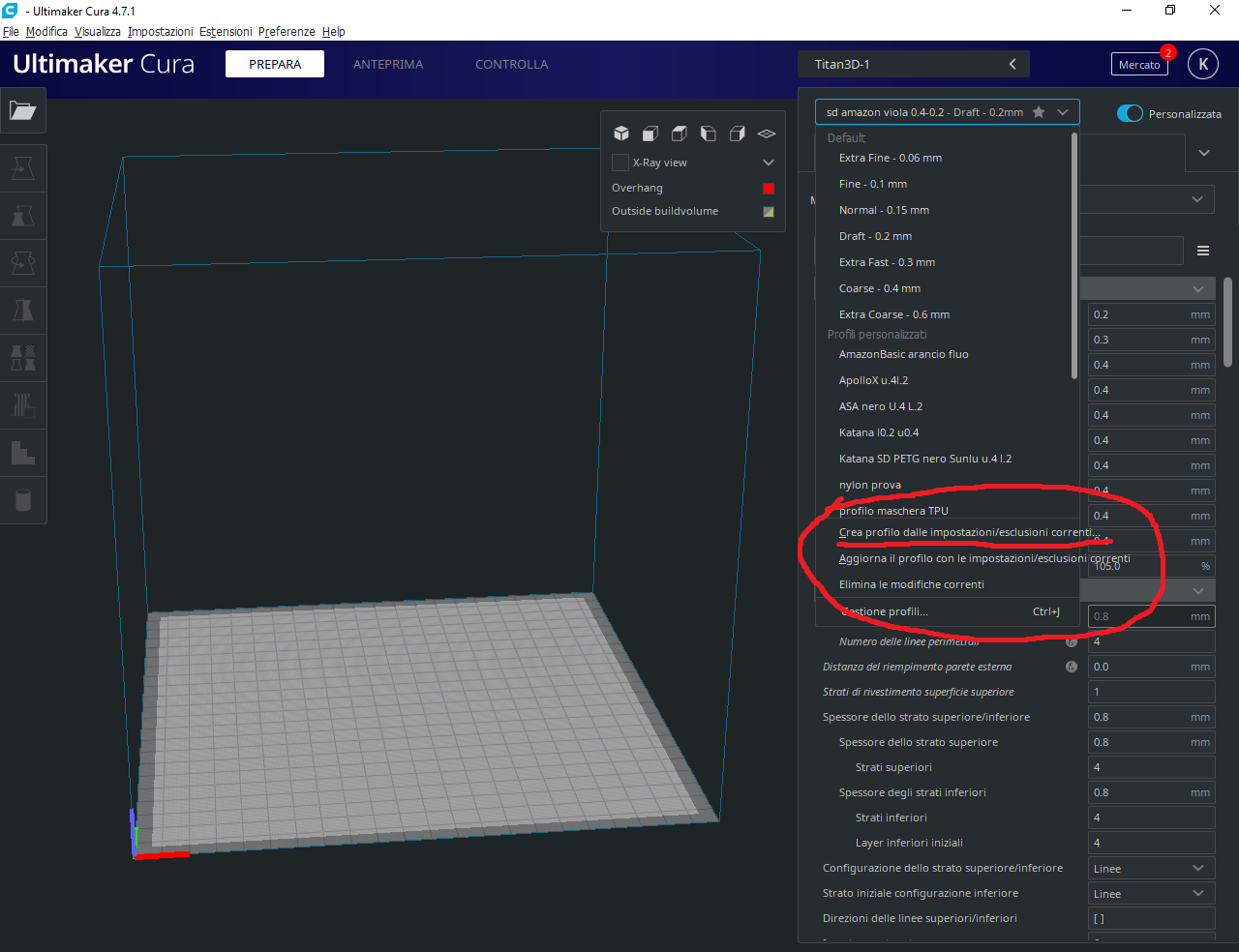
Retrazione sbagliata
Killrob ha risposto a Heda nella discussione Problemi generici o di qualità di stampa
no hai fatto giusto anche io l'ho attivato, strano che ti si siano resettate tutte, però se ricarichi il profilo ti devono tornare, da li puoi fare altre modifiche e poi le salvi come ulteriore nuovo profilo. così per intenderci:
-
Consiglio su acquisto stampante 3D per iniziare, controllabile in wireless: quale mi consigliate?
Killrob ha risposto a Azgana nella discussione La mia prima stampante 3D
erano tutte attrezzature che avevo già da prima di prendere le stampanti e mi sono tornate tutte utili 😉 -
Greentech I3 PRO W
Killrob ha risposto a Piero73 nella discussione Problemi generici o di qualità di stampa
Sezione tutorial Non è impazzita, ti sta sottoestrudendo tantissimo, il motore dell'estrusore va a scatti? -
Retrazione sbagliata
Killrob ha risposto a Heda nella discussione Problemi generici o di qualità di stampa
Puoi creare un profilo dalle impostazioni che hai fatto -
Errore temperatura hotend
Killrob ha risposto a Basilietto nella discussione Problemi generici o di qualità di stampa
Comincia a controllare il termistore, é lui che dice alla stampante di andare in protezione E se il termistore è a posto controlla la cartuccia -
Consiglio su acquisto stampante 3D per iniziare, controllabile in wireless: quale mi consigliate?
Killrob ha risposto a Azgana nella discussione La mia prima stampante 3D
Come strumenti, spessimetro per livellare il piatto, pistola termica per pulizia heaterblock, qualche cartuccia riscaldante e termistore di scorta, kit filettatura maschio femmina per pulizia gola/heaterblock/nozzle -
Consiglio su acquisto stampante 3D per iniziare, controllabile in wireless: quale mi consigliate?
Killrob ha risposto a Azgana nella discussione La mia prima stampante 3D
L'hotend é tutto il gruppo dissipatore+gola+heaterblock+nozzle+cartuccia+termistore Questo https://www.amazon.it/dp/B082XXRT78/ref=cm_sw_r_cp_apa_i_.OtOFbZGK4T9W -
Cura e unione di pareti verticali
Killrob ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
ti ho risposto in privato e mi ha unito le risposte come ieri ma ho scoperto il perché di questa "anomalia" se usi la sitratura concentrica, anche se non ti piace, quel "difetto" non lo fa più, non chiedermi perché -
ender 3 pro estrude troppo su piani lisci
Killrob ha risposto a Ema Torino nella discussione Problemi generici o di qualità di stampa
l'ultrabase della creality è fenomenale, da quando l'ho comperato non me ne posso più separare -
Cura e unione di pareti verticali
Killrob ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
secondo me dipende da come i programmatori hanno fatto i calcoli per definire dove finisce il top layer in base ai parametri inseriti dall'utente, come ex-programmatore capisco gli sviluppatori di Cura, spostandosi più in la per finire la stiratura avrebbero impattato sulle righe perimetrali, da qui, forse, la spiegazione del perché non è stato fatto. @Carsco l'anteprima ha anche la funzione di play per far vedere come si muove il nozzle, per una verifica più approfondita dovresti verificare su quel layer dove passa prima il nozzle, in teoria dovrebbe finire la stiratura e poi partire con i perimetri della "d" piccola. -
ender 3 pro estrude troppo su piani lisci
Killrob ha risposto a Ema Torino nella discussione Problemi generici o di qualità di stampa
devi livellare meglio il piano, si vede ad occhio che nel primo layer sei troppo basso. -
Cura e unione di pareti verticali
Killrob ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
in ogni caso ottimo lavoro 😉 complimentoni 👍👏 -
Greentech I3 PRO W
Killrob ha risposto a Piero73 nella discussione Problemi generici o di qualità di stampa
scarica il marlin 2.0.7 -
Modificare i file mesh
Killrob ha risposto a Farixxx nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
dipende dal file di mesh, Fusion360 può farle le modifiche ma oltre un certo numero di triangoli non fa la trasformazione in solido. Altrimenti c'è meshmixer o blender -
Estrusore non spinge filamento
Killrob ha risposto a zDrqke nella discussione Problemi generici o di qualità di stampa
allora segui il consiglio di @gregorio56sm -
Eliminazione residui PETG gola e heater block
Killrob ha risposto a invernomuto nella discussione Problemi generici o di qualità di stampa
buon metodo anche questo ma rischi di non togliere tutto, se invece lo rifiletti con il maschio, per il blocchetto, e la femmina, sia la gola che il nozzle, ti tornano come se non fossero stato mai usati 😉