Tomto
-
Numero contenuti
3.664 -
Iscritto
-
Ultima visita
-
Giorni Vinti
57
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Tomto
-
gli hotend sono gli stessi . Cambia sono che una parte dell' hohend viene racchiusa nel titan extruder attaccato al motore che in caso di direct ,e tutto il blocco è sull'asse x. se invece è bowden di solito si mette un attacco diverso per posizionare l'hotend sull asse x mentre l'estrusore e relativo motore sono staccati e messi in remoto nel modo in cui già conosci guarda questo video sul direct se guardi bene l'hotended è sempre lo stesso....
-
EDIT2: Sotto estrusione a zone?
Tomto ha risposto a Shini3D nella discussione Problemi generici o di qualità di stampa
guarda questo link ci sono dei video tutorial -
Benvenuto
-
EDIT2: Sotto estrusione a zone?
Tomto ha risposto a Shini3D nella discussione Problemi generici o di qualità di stampa
oltre a questo il nozzle potrebbe essere parzialmente ostruito . Il layer shifting penso sia invece dovuto al nozzle che impatta sui "pallini" con conseguente perdita di passi dei motori x/y.non penso sia dovuto a cinghie lente(anche se una controllata di tanto in tanto non fa mai male) é opportuno vedere se la ruota godronata emette il classico tac tac o se slitta @Shini3D hai detto di usare un filamento Tomas 3D . Quale precisamente ....il problema potrebbe essere il filamento che ha preso umidità. Se cambi filo hai lo stesso problema? Per ultimo ma non per importanza :hai calibrato il flusso? -
Allargare perimetro esterno
Tomto ha risposto a iLMario nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
l'uno ? allora ti serve di alzare di 1.6 sia sopra che sotto? una cosa del genere? guardalo anche sotto slt down 2.STL -
Allargare perimetro esterno
Tomto ha risposto a iLMario nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
questo è il secondo file che hai postato ho solo fatto l'offsett modificato le aperture sottostanti e l'estrusione per il plexiglass ma ripeto rispetto al primo file che hai postato è "più spigoloso" lo posto giusto per vedere se vuoi una cosa del genere . Se @marcottt hai già l'impronta vedi tu. non so di preciso di quanto hai messo di offset....in più dovresti avere più poligoni slt down.STL l'uno ? allora ti serve di alzare di 1.6 sia sopra che sotto? -
Allargare perimetro esterno
Tomto ha risposto a iLMario nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
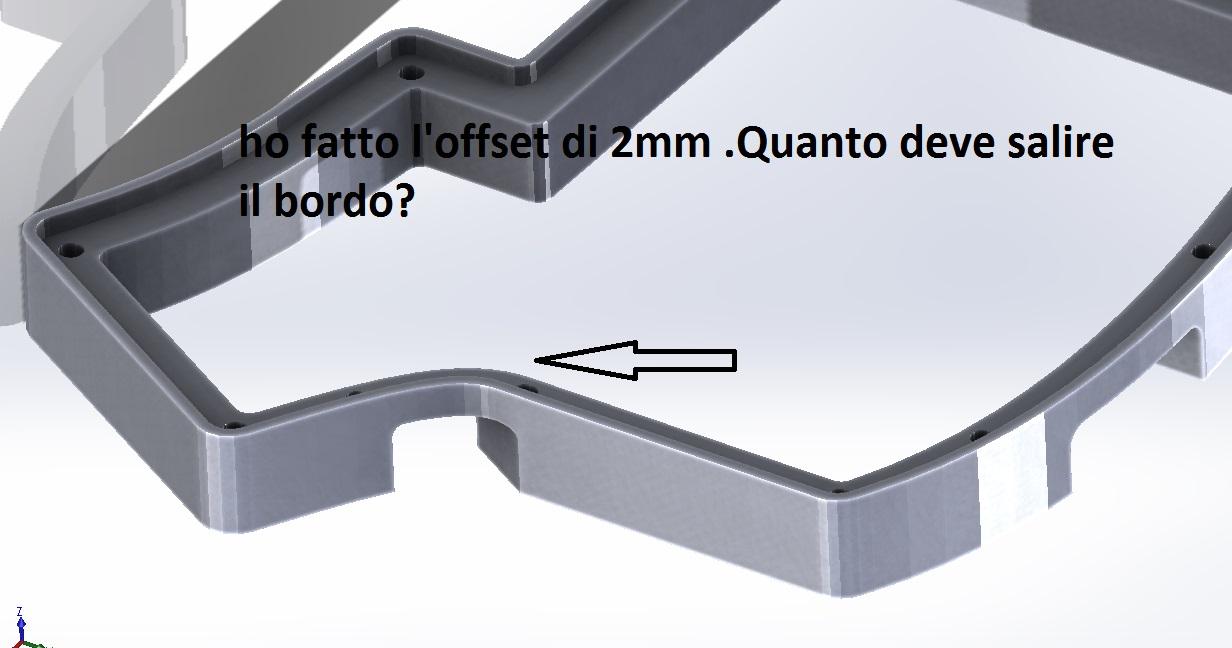
verso l'esterno in battuta ci va .....ma la colpa e di chi ha fatto il file in origine....vedo cosa posso fare... avevi chiesto un offset di 2mm non se gli do 3/10 di tolleranza il secondo file è diverso ha delle aperture laterali -
Allargare perimetro esterno
Tomto ha risposto a iLMario nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
il secondo stl è nativamente più "spigoloso" ....poco importa ..quanto deve salire ?.. i fori sono passanti da 3.4 mm non mi è chiaro come chiuderai l' assieme
-
le ventole della photon s sono silenziose , non fanno casino come in altre , ma toglierò lo stesso le due ventole nella camera di stampa...non servono in più penso tu abbia ragione nel dire che siano entrambe in estrazione..il che non ha comunque senso teoricamente creano un effetto sottovuoto ,che poi non si crea perchè l'aria comunque entrerà dalle fessure dello sportello che non è ermetico...secondo me in alcuni punti è mal progettata ....boh qualcosa non mi quadra ...le tolgo e non ci penso più...alla fine non penso sia migliore della elegoo spero che nel secondo video parli anche di come sistemare l'oggetto di stampa e su come impostare i supporti.... vedremo meglio non spoilerare più di tanto
-
me ne farò una ragione😂 non ci avevo pensato ...comunque è plausibile Sulla post produzione con la resina devo affinare la tecnica...sicuramente ci sono aspetti che ancora non conosco...comunque uso una stampante e resine a basso costo, se il centesimo non arriva pazienza...mi ritengo lo stesso soddisfatto 😃 posso stampare cose che con la fdm non posso fare e viceversa Ho notato che la photon s ha 2 ventole nella camera chiusa dove c'è la vaschetta (non in basso dove risiede l'elettronica) ...non ne capisco il senso , mi sembra una cosa inutile e deleteria. Secondo Anycubic ci sono i filtri con i carboni attivi che dovrebbero togliere la puzza ..Secondo me la fanno aumentare e non escludo che facciano entrare polvere (che per ora non ho visto) Forse le tolgo.. Aspetto il tuo nuovo video e grazie ancora per i suggerimenti
-
Dottor @FoNzY scusi se torno ad importunarla di nuovo😂: Sto facendo un po di test (alcuni anche "estremi")ho notato che non ci sono problemi di ortogonalità nelle stampe ....un cerchio è un cerchio perfetto... un oggetto come la benchy risulta dimensionalmente accurato ,viene preciso. ma se faccio oggetti molto piccoli ad esempio un cilindro con 5/6mm di diametro mi ritrovo 1/10 in più con cilindri da 26mm di diametro ad esempio invece ho 26mm spaccati ,mi aspettavo qualcosa in meno visto che in rete ho sentito parlare di percentuale di restringimento anche da parte dei produttori delle resine Ho dato per scontato il restringimento e che forse nello slicer sarebbe stato opportuno scalare aumentando la percentuale ..boh In sostanza le stampe mi vengono dimensionalmente corrette (almeno per adesso) fatta eccezione per i piccoli oggetti ...questo lo trovo strano ....è normale che succeda questo? mi sarei aspettato il contrario cambiando resina è possibile che invece possa ritrovarmi nella situazione contraria ?
-
Allargare perimetro esterno
Tomto ha risposto a iLMario nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
se importi il file le misure le puoi prendere direttamente con fusion ....ha degli strumenti di misura e se non sbaglio anche la quota automatica al pari di inventor .(vedi video allegato) non vedo il senso di usare un 'altro programma..a meno che nel passaggio che dice "importa a meno di 50k triangoli " non vengano corrotte le quote e vuoi verificarle 3.mp4 però se vai a vedere è la via più breve....alla fine come nei video di alcuni post sopra non ho fatto in maniera tanto diversa....😃 -
Allargare perimetro esterno
Tomto ha risposto a iLMario nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
non l'ho caricato . ad inizio tread hai chiesto se c'era un modo di modificare con fusion o freecad ....pensavo volessi farlo da solo. @marcottt lo ha fatto ex novo con fusion ho pensato che ti facesse un mini tutorial su come fare con quel programma. Io ho dato qualche dritta per velocizzare la cosa e fatto notare il probabile " intoppo" con le viti.....uso un' altro cad ma alla fine i principi sono quelli... -
Sicuro la photon s è comunque una stampante entry level. Questa cosa la sto considerando in base al restringimento di alcune resine. Per ora la resina verde trasparente sembra avere ritiro quasi nullo.... Aspetterò il video😀intanto grazie mille
-
in sostanza l' asse z si sposta di una decina di centimetri . Quando lo rimetti in stampa non trova lo stesso punto in cui si era fermato. La conseguenza è che o non finisce la stampa o la compromette e devi rifarne un'altra. @FoNzY a te è mai successo?
-
La stampa è venuta . Ma ho scoperto che non è una buona idea mettere la stampante in pausa
-
Build log Stampante 3d sla\dlp da 9''
Tomto ha risposto a FoNzY nella discussione Nuove idee e progetti
Makerbase ha una elettronica per stampanti a resina ma non ho idea di quale firmware usi. Dovrebbe essere questo scheda madre con 2 processori uno per la stampante ed un per il display touch mks ma devi capire se puoi utilizzare uno slicer di terze parti ...non saprei -
Allargare perimetro esterno
Tomto ha risposto a iLMario nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
I file stl non si prestano bene ad essere editati con cad parametrici (anche se sono geometrici) Importi l'stl come solido .Il fali sara comunque composto da segmenti. Ho giocato su singole linee per riprodurre il perimetro ed eveitare di fare tutto ex novo. Guarda nel video 1 Ho copiato lo sketch in una nuova parte che ho estruso . poi come puoi vedere nel secondo video è un semplice offset. se invece di un file stl avessi avuto un file parametrico bastava solo il passaggio del secondo video. Questo con il mio cad . con altri si può procedere in maniera diversa , più celere o più lenta . Dipende dal software. 1.mp4 2.mp4 -
Problema con Linear advance
Tomto ha risposto a Magopic nella discussione Problemi generici o di qualità di stampa
Il linear advance " stressa l'estrusore" il tmc 2208 in uart con questo parametro va in "prewarm" il firmware abbassa il voltaggio e smette di estrudere... un 2209 potrebbe andare bene . Quello linkato da te non ha i pin pronti per l'uart . Ma in standalone con la giusta vref (per tentativi) non dovrebbe dare problemi (non ricordo sei in uart i driver devono essere dello stesso tipo) Forse solo in hybrid mode per l'estrusore ....ma con questa modalità i motori sono meno precisi e la stampa perde di qualità in particolare se la si usa per lo spostamento assi...... La modalità ibrida non mi piace , c'è chi la reputa utile e chi no. Il linear advance non l'ho messo da parte. S3D ad esempio ha un suo algoritmo.... -
Aderenza al fep della vat ( LCD print )
Tomto ha risposto a gioreva nella discussione Hardware e componenti
ho visto che usa le hiwin kk series ....ottimo -
Allargare perimetro esterno
Tomto ha risposto a iLMario nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
si con 2/10 3/10 (secondo la stampante) di tolleranza la testa è 4.5 perciò un 4.8 per la testa cilindrica ci sta. i cad per le sedi delle teste cilindriche usano tolleranze standard anche maggiori ......ovvio che poi scegli le tolleranze in base alle esigenze .........questo quando usi i preset per i fori, ma se nel software è presente una toolbox ,hai tutta la ferramenta possibile per regolarti di conseguenza,oppure le scarichi dai siti dei produttori ....ad esempio c' è già un collegamento nel nel mio cad a https://www.traceparts.com/it ma puoi anche andare sul sito ed iscriverti gratuitamente in caso ti serva qualcosa in particolare (tutti i file sono scaricabili in molti formati) -
Allargare perimetro esterno
Tomto ha risposto a iLMario nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Attento così stai scalando la parte. Ti cambia anche il perimetro interno .se ho ben capito quello deve rimanere invariato -
Allargare perimetro esterno
Tomto ha risposto a iLMario nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
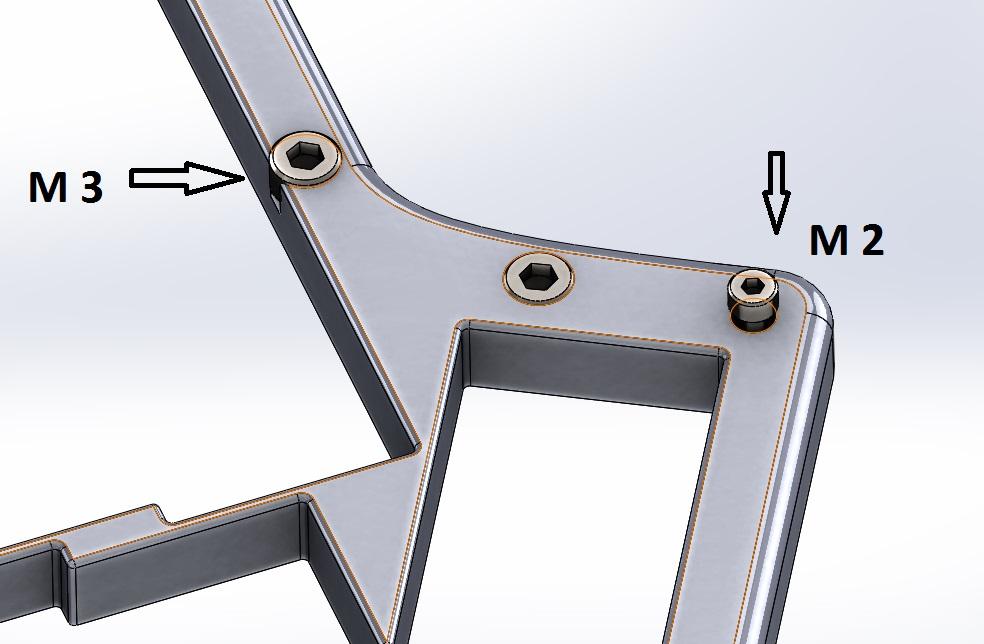
ho fatto un offset del perimetro esterno. La domanda è: vuoi metterci delle viti a testa cilindrica m 3 invece delle m2 ? nel caso in cui metti le m 3 la sede della testa cilindrica in alcuni punti "sborda" il perimetro interno . Vedi la foto allegata.
-
Aderenza al fep della vat ( LCD print )
Tomto ha risposto a gioreva nella discussione Hardware e componenti
@gioreva che stampante usi? lo spessore del fondo della vasca in plexiglass quanto è? Se non sbaglio lo usi con la galvanometrica ...con la msla con lcd (photon) non pensi che possa distorcere leggermente la luce facendo una sorta di "effetto lente" ? (non intendo lente d'ingrandimento ma una leggera distorsione del fascio luminoso). Ciò non dovrebbe compromettere la qualità di stampa ..il dubbio mi viene sull'accuratezza dimensionale del pezzo <2mm è lo strato di silicone giusto? -
Stampante 3D per iniziare ......
Tomto ha risposto a antonio60 nella discussione La mia prima stampante 3D
Si ,almeno secondo me. è quella che più si avvicina a ciò che hai chiesto . Vale la pena tentare ,male che vada se non rispetta le tue aspettative la restituisci e non perdi i soldi(con Amazon ovvio) se poi hai qualche problema all'inizio chiedi subito al forum , è normale fare errori durante le prime stampe ma una volta preso il via...