Tomto
-
Numero contenuti
3.664 -
Iscritto
-
Ultima visita
-
Giorni Vinti
57
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Tomto
-
Sparkmaker SLA Stampa un blocco di resina!
Tomto ha risposto a Evocatore nella discussione Problemi generici o di qualità di stampa
nelle impostazioni predefinite per la tua stampante il tempo di esposizione è a 6 secondi per layer . Troppo pochi per la maggior parte delle resine . La tua stampante se non sbaglio ha un fonte luminosa tra i 20/25 watt ....molto probabilmente sono rimasti attaccati solo i bottom layer che hanno 50s di esposizione (che per i bottom può andar bene) Il tempo di esposizione per layer varia in base al tipo di resina usata ,prova a metterlo a 15 s . e dicci quale resina stai usando ...se è una resina cinese di solito i produttori mettono un range esposizione molto vago...per la mia mettono tra 5/15 secondi ma i tempi di esposizione utili nel mio caso vanno da 8/12 ,di solito metto 12 ma ancora sto cercando i valori ottimali -
Problema caricamento firmware Bigtreetech SKP PRO
Tomto ha risposto a Franchetto nella discussione Software di slicing, firmware e GCode
posta il config h . Dai file postati si capisce poco ,ma da uno di essi sembra che la scheda sia dichiarata in modo non corretto In marlin dovresti avere: #define MOTHERBOARD BOARD_BIGTREE_SKR_PRO_V1_1 (sembra che manchi _V1_1 ma potrei sbagliare) ricorda che se in marlin ci sono conflitti non sempre la compilazione riesce Io ho configurato la BIGTREE SKR v 1.3 ("la sorella minore") Con Atom e PlarformiO e se sbagliavo qualcosa di troppo in marlin alla fine mi dava :"unsuccessful" ......e non generava alcun bin ho sempre caricato da pc , installando prima i driver della scheda -
Sparkmaker SLA Stampa un blocco di resina!
Tomto ha risposto a Evocatore nella discussione Problemi generici o di qualità di stampa
dovresti dire che slicer usi..e le impostazioni di stampa -
Problema heatbed e fumo dalla scheda mks gen L v1.0
Tomto ha risposto a rainito nella discussione Hardware e componenti
Forse ti conviene mettere un mosfet esterno ...pochi euro ...e se in futuro l'hotbed ti farà lo stesso scherzo male che vada cambi il mosfet senza risaldarne uno sulla scheda -
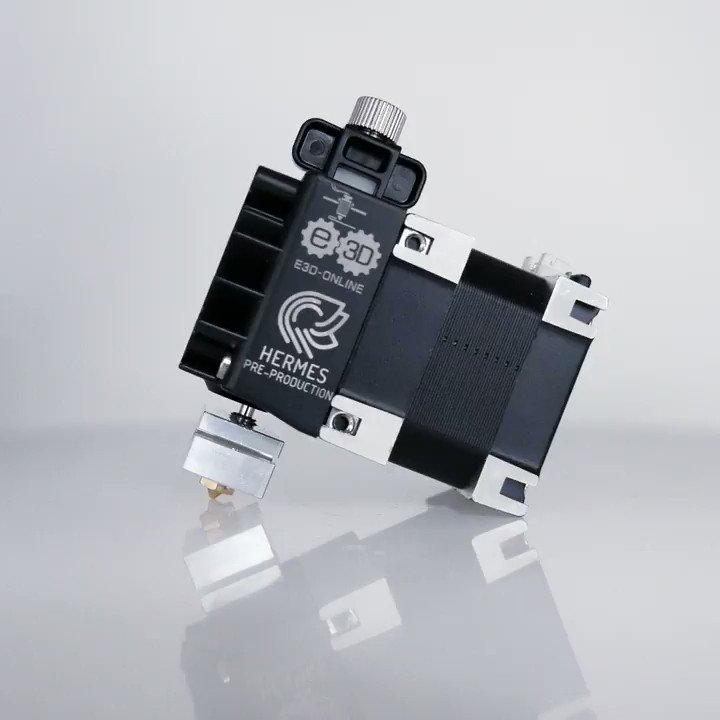
Nuovo estrusore da E3D ......seguiranno subito i cloni? LINK VIDEO P.S Non sapevo che tra i titolari della E3d ci fosse Paul McCartney.......

-
una cartesiana accettabile anche con le dimensioni di stampa e al prezzo che chiedi non c'e al momento, l'unica che mi viene in mente è questa delle creality LINK.....dimensioni 241*183*255 mm volume di stampa 100*100*80 mm ma è per bambini......non aspettarti una buona qualità di stampa....cosi piccole sono poco diffuse,al primo problema non hai pezzi di ricambio, rischi di usarla solo qualche giorno ....già con le stampanti cinesi trovare i giusti settaggi richiede tempo figuriamoci con una mini stampante fatta di plastica.....
-
Stampante 3D con poca manutenzione e grande zona di lavoro
Tomto ha risposto a Zenath88 nella discussione La mia prima stampante 3D
Con l'ultrabase devi usare lo stesso la lacca....spero che tu non lo abbia incollato al piatto perché dopo poche stampe tende a diventare concavo /convesso se la ruota dentata scatta sistemala ,o prima o poi avrai problemistringi il grano m3 e regola la molla estrusore ....che tipo di estrusore hai Verissimo!!!! -
Problema heatbed e fumo dalla scheda mks gen L v1.0
Tomto ha risposto a rainito nella discussione Hardware e componenti
Forse l'alimentatore . Potrebbe essere un sovraccarico . -
EDIT2: Sotto estrusione a zone?
Tomto ha risposto a Shini3D nella discussione Problemi generici o di qualità di stampa
il filamento è pla? -
EDIT2: Sotto estrusione a zone?
Tomto ha risposto a Shini3D nella discussione Problemi generici o di qualità di stampa
potrebbe essere una soluzione Non vuol dire niente . Puoi mettere un hotend nuovo di zecca ed ostruirlo anche parzialmente con una sola stampa . Se esci "dalla zona calda" come dice Davide ci metti poco a rovinare la stampa. Poi faccio presente che un hotend nuovo può anche arrivare male assemblato non confondere hotend con l'estrusore sono due cose diverse ....hai controllato che la ruota godronata sia ben salda? è fissata con un grano m3 prova a stringerlo. Aspetta a cambiare il motore perchè il problema (anche se non credo) potrebbe essere causato dal driver E difettoso o da una vref troppo alta Quanto hai di step mm estrusore? -
[Anycubic Mega S] Commenti e suggerimeti su una pessima stampa
Tomto ha risposto a Padellino nella discussione Problemi generici o di qualità di stampa
Hai regolato il flusso in base al diametro del filamento effettivo ....misuralo con il calibro potrebbe essere maggiore di 1.75 . ritrazione? marca filamento ? -
Sono stampanti che sembrano un giocattolo e sconosciute.....non mi fiderei più di tanto
-
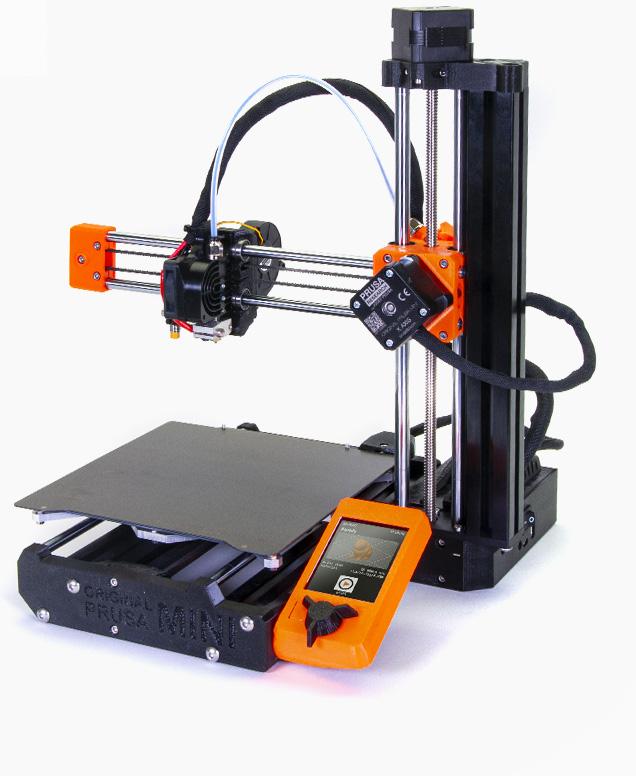
Mi sembra che nessuno abbia ancora nominato la Prusa mini. Qualche tempo fa in uno dei miei topic parlavamo del fatto che sicuramente il prossimo passo della prusa , sarebbe stato il passaggio ad un'elettronica 32 bit e tmc 2209. Mi sarei aspettato una "MK4" ma devo dire che visto il prezzo sembra abbiano fatto una scelta azzeccata , almeno per me. Il volume di stampa "ridotto" (180*180*180) non mi sembra un problema .....ha i preset di prusa slicer....voi che ne pensate?
-
@iLMario Dunque 🤔....ieri era sabato ...se non sbaglio dovresti aver messo altre 2 viti😂.....scherzi a parte come va?
-
Decentramento parti in rilievo
Tomto ha risposto a Bionuto nella discussione Problemi generici o di qualità di stampa
Se la cinghia è molto lenta si....speriamo sia solo questo 😃 -
Decentramento parti in rilievo
Tomto ha risposto a Bionuto nella discussione Problemi generici o di qualità di stampa
sei sicuro di avere impostato il profilo della tua stampante in cura come nel video? Comunque rifai lo slicing e crea un altro file rifai la stampa e vedi come viene. Se il problema persiste ...seguiamo la via indicata da @Davide87 1000.mp4 -
Decentramento parti in rilievo
Tomto ha risposto a Bionuto nella discussione Problemi generici o di qualità di stampa
probabilmente il gcode è corrotto. Non l'stl. Posta uno screenshot delle impostazioni macchina presente in cura . Prima si stampare controlla sempre la prewiev di stampa -
Turbina eolica con asse verticale
Tomto ha risposto a Davide87 nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
@Davide87ti faccio i miei complimenti.😃 -
Help indicazioni PC per modellazione
Tomto ha risposto a sic3196 nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
Il problema fondamentale si presenta quando si lavora con assiemi ...in parte si risolve dividendo tutto in sottoassiemi ma può non bastare ci vuole poco per avere un assieme che supera tot parti per impallare tutto. le suite autodesk (fusion inventor....) funzionano bene anche con schede video per il gaming. Solidworks premia le quadro o le pro di Amd....le gaming si possono utilizzare ma paradossalmente con questo software va meglio una quadro p2000 di una rtx 2070 ad esempio ....ci sono delle softmod per arginare il "problema" ma non sempre funzionano al meglio....con Rhino va bene qualunque scheda grafica -
Secondo video sulla stampa a resina di @Help3d Guardatelo perché è molto interessate......
-
penso che un pulitore ad ultrasuoni semplifichi molto la post produzione.....dovrò prenderne uno
-
Bolle nell'estrusione
Tomto ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
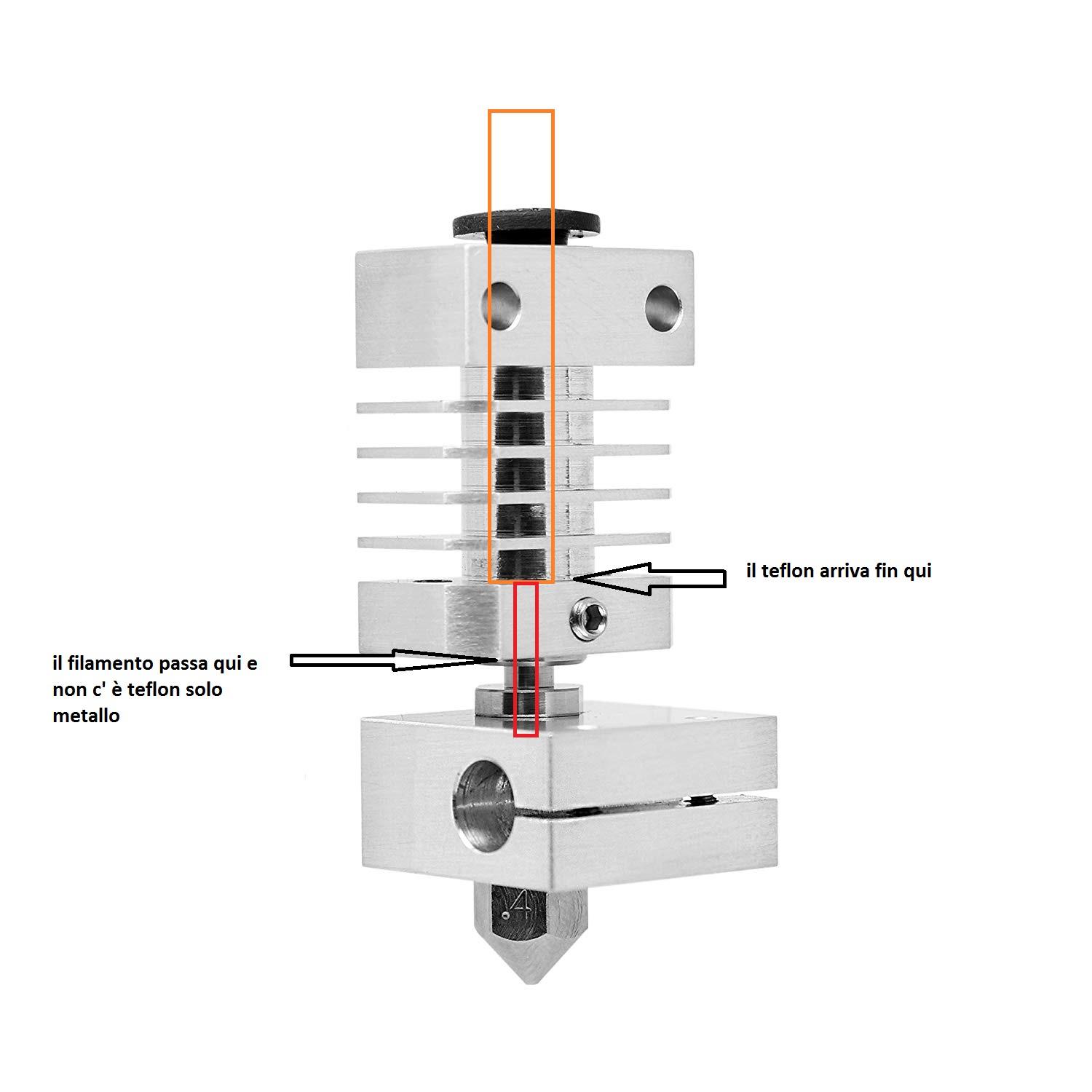
ho visto il video postato da @jagger75 ha ragione lui la gola in quel caso lascia passare il tubo di teflon fino al nozzle . pensavo fossero come questi :LINK Comunque con un sistema come in quello del video è impossibile stampare abs , è stato normale quindi che si sia intasato tutto. Come già detto anche da @Killrob il teflon a 260 ° brucia. Per forza di cose ci vuole una gola all metal per l'abs .Funziona come descritto nella foto allegata
-
Bolle nell'estrusione
Tomto ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Questa gola ha la filettatura non mi sembra compatibile con il tuo hotend . il dissipatore Dovrebbe avere una filettatura centrale a cui si avvita la gola in foto, mentre il tuo se non sbaglio ha due filettature "laterali che permettono il fissaggio del blocco riscaldante con 2 viti ..simile a questa (forse è la tua) @Davide87 ha la tua stessa stampante forse saprà darti indicazioni più precise 😃 -
Bolle nell'estrusione
Tomto ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
molto probabilmente la gola è una di quelle con un tubicino di teflon "incorporato" e se solo in parte si è squagliato la gola è da buttare Da quello dici che di il problema sembra si sia presentato quando hai alzato le temperature . O sbaglio? Il consiglio è di cambiarla comunque prima di toccare altre componenti, altrimenti rischi di creare altri problemi e di non saper più che pesci prendere se la gola ha problemi di conseguenza lavora male l'estrusore e relativo motore... non confondere hotend con l'estrusore ...forse già lo sai .... ma lo dico lo stesso perché in molti pensano che l'hotend (quello della foto) sia l'estrusore scusa se ho fatto un pò di giri di parole -
Allargare perimetro esterno
Tomto ha risposto a iLMario nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
@iLMario forse ti conviene fare una cosa tipo quella del file allegato sono partito dallo step di @marcottt quindi non dovrebbero esserci problemi di compatibilità comunque prova a farlo da solo con fusion😃 mario tappo.STL