eaman
-
Numero contenuti
6.692 -
Iscritto
-
Ultima visita
-
Giorni Vinti
595
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di eaman
-
Prova a cercare su Aliexpress e Ebay, se prendi lo stesso identico termistore non dovrai modificare il firmware. Non so che morsetti usa la tua stampante, ad occhio semplici costeranno 1e e gia' fatti magari il quadruplo.
-
Non vedendo il pezzo, non sapendo che velocita' fai ora, l'unica e' dirti di fare delle prove. Peraltro non e' automatico che diminuire la velocita' aumenti la qualita', ma poi "al meglio" cosa vorrebbe dire? Estetica o resistenza meccanica?
-

Problemi di finitura sugli angoli
eaman ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Come pensavo, la routine di shaping si orienta automaticamente. Cosi' al volo ci sono due opzioni (posto che non ci sia un problema di cinghie / pulley): 1. Alleggerire il gantry 2. Aumentare la coppia dei motori Per 2. se non sei gia' al limite potresti provare a dare piu' energia. Altra soluzione relativa semplice e' raddoppiare i motori che ti aumenta la coppia e ti diminuisce un po' il backlash delle cinghie. Per 1): magari si puo' togliere qualcosa? Connettori o ventole complicate? -------------- Non e' che magari le parti in plastica del carrello del gantry sballano un po'? Perche' 4.3k di accel e' mica tanto... ----------- Ma l'accelerazione massima l'hai poi cercata? -
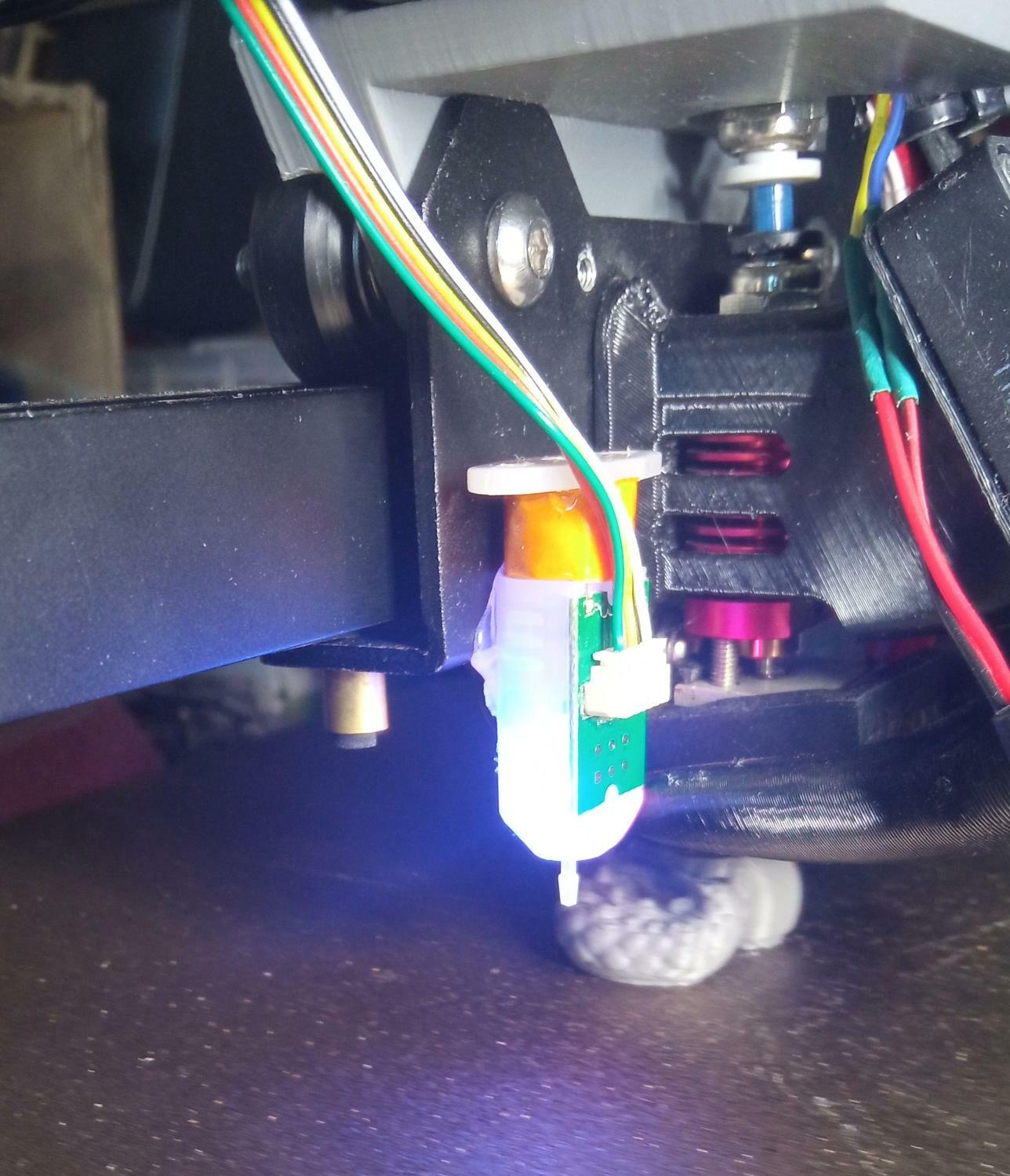
Sembra che tu abbia un problema con i cavi: devi ispezionarli, montarli bene (il termistore non deve essere troppo stretto) ma se sono smangiucchiati e fanno falsi contatti quando la testina si muove li dovrai cambiare.
-
Problemi di finitura sugli angoli
eaman ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Ok. Pero' che sia chiaro che il test di IS non ti dice quale sia l'accelerazione massima, ti dice l'accelerazione consigliata per non avere troppo smoothing con un certo algoritmo. Ma Y sarebbe il blocco del gantry? Mentre X e' la sola toolhead che si muove sul gantry? -
Problemi di finitura sugli angoli
eaman ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Bho non saprei, per quanto ne so l'accelerometro dovrebbe stanare la direzione autonomamente, io non ho messe niente nel mio: https://store.piffa.net/3dprint/ender/klipper/adxl.cfg Ma il mio e' per una cartesiana e devo indicare quale asse testare. Se te facessi la stessa cosa? Gli lanci TEST_RESONANCES AXIS=X e poi se la sbriga lui a orientarsi? -
Problemi di finitura sugli angoli
eaman ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Ma non e' una corexy? Com'e' possibile che faccia 1/3 di accelerazione su un asse? Comunque: il valore per l'accelerazione massima e' 12K PER I PERIMETRI ESTERNI in X, per le altre cose potrebbe essere anche il doppio... Nello slicer metterai una accelerazione massima di ~24K per X e ~8K per Y nel profilo della stampante, ma secondo me nel tuo caso c'e' qualcosa di strano. Quei valori massimi pero' non me li posso inventare io, te li devi cercare tu al limite del layer shifting, togli un 10-20%, li userai tipo per i travel e i solid infill. Poi nel profilo di stampa metterai le accelerazioni massime per feature, es perimetri esterni, e li' c'e' un valore solo quindi bisogna che vedi tu se mettere 4K o una media con Y. Pero' e' un casino che ci sia tanta differenza. -
klipper ender3v2 spritekitv4.2.7
eaman ha risposto a apprendista nella discussione Software di slicing, firmware e GCode
Dovrebbe esserci gia'. -
Partirei da cavi e termistore del piatto. C'e' poi da vedere che scancherando con quelli tu non abbia cotto il mosfet sulla scheda madre o i pin del sensore.
-
Problemi di finitura sugli angoli
eaman ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Le accelerazioni dei perimetri esterni ha senso tenerle nei valori consigliati dall'analisi di input shaping per non eccedere in smoothing ma i travel e simili io li regolo in base ai limiti fisici della macchina. Ad es la mia Ender fa ~3.5K per i perimetri esterni ma i travel, infill e simili li fa sui 6k perche' a seconda dei giorni il limite per layer shifting e' ~8k. Pero' a me fa strano che la tua macchina che e' una coreXY con guide lineari faccia 3k di accel quando una bedslinger con le ruotine in gomma tira 6k. -
Problemi di finitura sugli angoli
eaman ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Hai ragione sono andato a memoria, io ho: pressure_advance: 0.06 Penso anche io, comunque puoi lasciarlo a 5mm/s soprattutto su stampe grandi. Cosi' ad occhio hai poca accelerazione e molto PA. -
Problemi di finitura sugli angoli
eaman ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
Puoi leggerla in basso da FLUIDD, se non la hai mai cambiata sara' 5mm/s che e' lo standard. IMHO 0.8 di PA e' un po' tanto, io usero' 0.5-0.6 su una bedslinger che gira con 6.2k di accel (i perimetri esterni a ~3.8K). 🙂 He si vede poco perche' quegli angoli sono stampati incasinati... -
Click in movimento Anycubic Kobra 2 pro
eaman ha risposto a Ghost-P nella discussione Problemi generici o di qualità di stampa
Aiutati con le dita: c'e' qualcosa di meccanico / attrito che genera quel click, poi cerca di capire il periodo, ogni quanto avviene e cosa ha un lunghezza compatibile a generare quel fenomeno. Puoi anche cambiare le dimensioni della stampa. -
Problemi di finitura sugli angoli
eaman ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
1. Non devi fare angoli retti con la FDM, devi stondarli 2. Per me' quello e' principalmente un problema di pressure advance ma piu' che la velocita' dovresti dirci l'accelerazione e corner velocity. -
Modifica lampada Alogena in LED COB
eaman ha risposto a dnasini nella discussione Off-Topic in generale
Good for you. Io ho riattaccato la mia vecchia creazione con il cyano e al momento tiene. Poter sperimentare senza preoccupazioni e rischi e' importante in elettronica, per questo io consiglierei di lavorare con 12v con un alimentatore separato o anche meglio con batterie che hanno una potenza limitata. Non con la corrente di rete, quella e' pericolosa. -
Click in movimento Anycubic Kobra 2 pro
eaman ha risposto a Ghost-P nella discussione Problemi generici o di qualità di stampa
Ma non e' l'estrusore che skippa? Prova a tenere il filamento tra le dita e senti se fa degli scatti quando fa quel rumore, nel caso prova a stringerlo o riduci la velocita' per il solid infill, aumenta la temperatura. -
Per cominciare col taglio laser?
eaman ha risposto a nick091 nella discussione Incisione e taglio laser
Prova con della epossidica. -
Problemi filamento
eaman ha risposto a Marika22 nella discussione Problemi generici o di qualità di stampa
Controlla che la ventolina frontale funzioni bene, prova a mettere un ventilatore puntato su quella mentre stampi. C'e' ancora lo scatolozzo di metallo sull'hot end? Se riuscissi a toglierlo passerebbe piu' aria... Se la fai alzare di un 15cm e provi a estrudere tipo 20cm di filamento viene giu' bene, bello dritto o si incasina e fa delle bizze da tutte le parti? -
Progetto una core XY che "se mi ispira poi la costruisco davvero", consigli molto graditi !
eaman ha risposto a Cubo nella discussione Nuove idee e progetti
Per me le sonde a contatto sono la soluzione migliore se non si ha fretta. Il nozzle puo' essere sporco allora una sonda che sta attaccata fermamente alla stessa piattaforma del nozzle / hotend e' l'ideale per quanto ci sia da tarare lo z-offset a ogni cambio di nozzle. Almeno, da me funzionano e non dipendano dalla temperatura:
-
no A parte che non devi necessariamente cambiare il motore, dovrai ricalibrare la rotation distance che comunque sara' piu' o meno uguale a quella che usano gli altri: https://store.piffa.net/3dprint/ender/klipper/ Se cambi il motore magari ci sara' da cambiare la corrente, ma dovresti farlo anche con i motori di primo montaggio...
-
Non comprare quell'estrusore e' piu' o meno schifoso come quello che hai gia', prendi questo piuttosto: https://print.piffa.net/#extruders Se vuoi vedere l'adattatore direct per la mia ender: https://store.piffa.net/3dprint/ender/direct drive adapter ender for BMG.stl
-
He mi sa che non ho capito manco io! Comunque se la macchina e' in squadro siamo a posto, per altro essendo piccola non dovrebbe sballare tanto anche se non la fissi a un piano per tenerla in squadro.
-
Modifica lampada Alogena in LED COB
eaman ha risposto a dnasini nella discussione Off-Topic in generale
Mai usati quei led ma non ci dovrebbe essere polarita'. Si ho anche un pannello di alu in casa da tagliare, per quanto potrei comprare una striscia. Ma IMHO con una striscia di LED non c'e' n'e' neanche bisogno e se uso del metallo diventa pesante e devo inventarmi molle o altro per tenerlo in posizione.
-
Be' bisogna che la macchina sia in squadro: ferma due angoli su un piano, fai il tuo quadrato, correggi la posizione degli altri due angoli in modo che sia in squadro e fermali. Certo che se tieni la macchina "volante" andra' sara' sempre un po' storta...
-
Modifica lampada Alogena in LED COB
eaman ha risposto a dnasini nella discussione Off-Topic in generale
Yup, ieri mi sono arrivati gli interruttori da Ali quindi anche io nel week end disegnero' una lampada mi sa', dovrei avere un rotolo di LED strip ad alta luminosita' quindi me la dovrei cavare con un telaietto leggero in legno da tagliare al laser. Magari faccio le giunture in 3D. In effetti non sarebbe male se attaccassi i led a una striscia di alluminio altrimenti la temperatura mi scioglie la colla, vabbe' che potrei metterci un po' di epossidica...