eaman
-
Numero contenuti
6.692 -
Iscritto
-
Ultima visita
-
Giorni Vinti
595
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di eaman
-

Stampante 3d flying bear ghost 5 errore display
eaman ha risposto a Nicche05 nella discussione Hardware e componenti
Ma guarda che l'assistenza mica ti chiede lo scontrino, quelli sono pagati per tot ore di lavoro al giorno e rispondono a tutti. Pure io che non ho quella stampante posso mandargli una mail e chiedere info su qualche dettaglio tecnico. Sai te quanta roba ho chiesto a quelli di QIDI senza averne una... Al massimo non sarai coperto da garanzia, cioe' se vuoi un ricambio lo paghi + spedizione. -
Io ho usato il vetro e altri materiali e quando li cambi ha senso rifare il PID, per quanto il PID e' una questione di termistore non di capactia' termica del substrato. Ma non e' che se tolgo / metto il vetro istantaneamente il piatto non scalda perche' se ne accorge, non vedo come potrebbe, al massimo cambiano i tempi e l'accuratezza. Ma se te ci rimetti il vecchio funziona tutto bene?
-
Ma sara' mica che hai scassato i cavi / connettori quando hai montato il vetro? Mica per offendere...
-
Finitura bambu carbon x1
eaman ha risposto a dome84c nella discussione Problemi generici o di qualità di stampa
Tecnicamente non avresti neanche bisogno di colla, puoi scaldare e fondere insieme le parti. Ergo anche la colla termica funzia oltre al solito cyano acrilico e epossidica. Killrob si trova bene anche con le viniliche se non sbaglio. Nomi? In Italia la Loctite in Gel e' comoda, da cina: https://www.aliexpress.com/item/1005003688788122.html funzia. Il cyano va tenuto in frigo in sacchetti ermetici. -
Finitura bambu carbon x1
eaman ha risposto a dome84c nella discussione Problemi generici o di qualità di stampa
Bho se vuoi un esempio di una stampa simile usando 2 colori sullo stesso layer:
-
klipper ender3v2 spritekitv4.2.7
eaman ha risposto a apprendista nella discussione Software di slicing, firmware e GCode
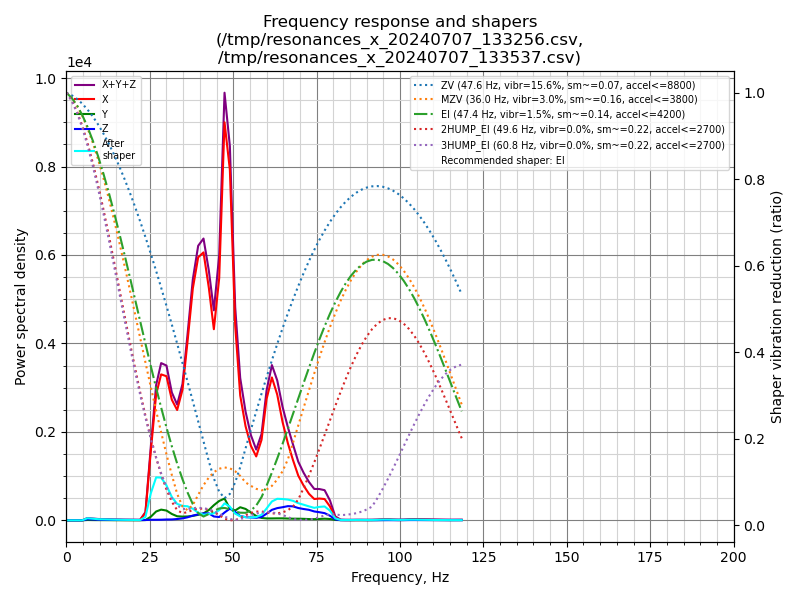
Certo, ma con l'accelerometro non c'e' nessuna stampa da fare, e' tutto "a secco".
-
klipper ender3v2 spritekitv4.2.7
eaman ha risposto a apprendista nella discussione Software di slicing, firmware e GCode
Be' la velocita' si imposta nello slicer, ma dovresti avere i limiti nel printer.cfg [printer] kinematics: cartesian max_velocity: 400 max_accel: 3000 max_z_velocity: 25 max_z_accel: 60 square_corner_velocity: 5 -
klipper ender3v2 spritekitv4.2.7
eaman ha risposto a apprendista nella discussione Software di slicing, firmware e GCode
...comunque 700mm/s di velocita' per la prima stampa e' da pazzi, tieni la velocita' massima a ~400mm/s per i travel e non stampare sopra i 200mm/s . -
klipper ender3v2 spritekitv4.2.7
eaman ha risposto a apprendista nella discussione Software di slicing, firmware e GCode
Ma prima di ieri te lo aveva mai fatto questo comportamento? In genere puo' capitare quando l'alimentazione non e' sufficiente, oppure magari hai rifatto il sistema operativo e hai cannato qualcosa... -
klipper ender3v2 spritekitv4.2.7
eaman ha risposto a apprendista nella discussione Software di slicing, firmware e GCode
Prova prima a spegnere e riaccendere tutta la baracca. -
klipper ender3v2 spritekitv4.2.7
eaman ha risposto a apprendista nella discussione Software di slicing, firmware e GCode
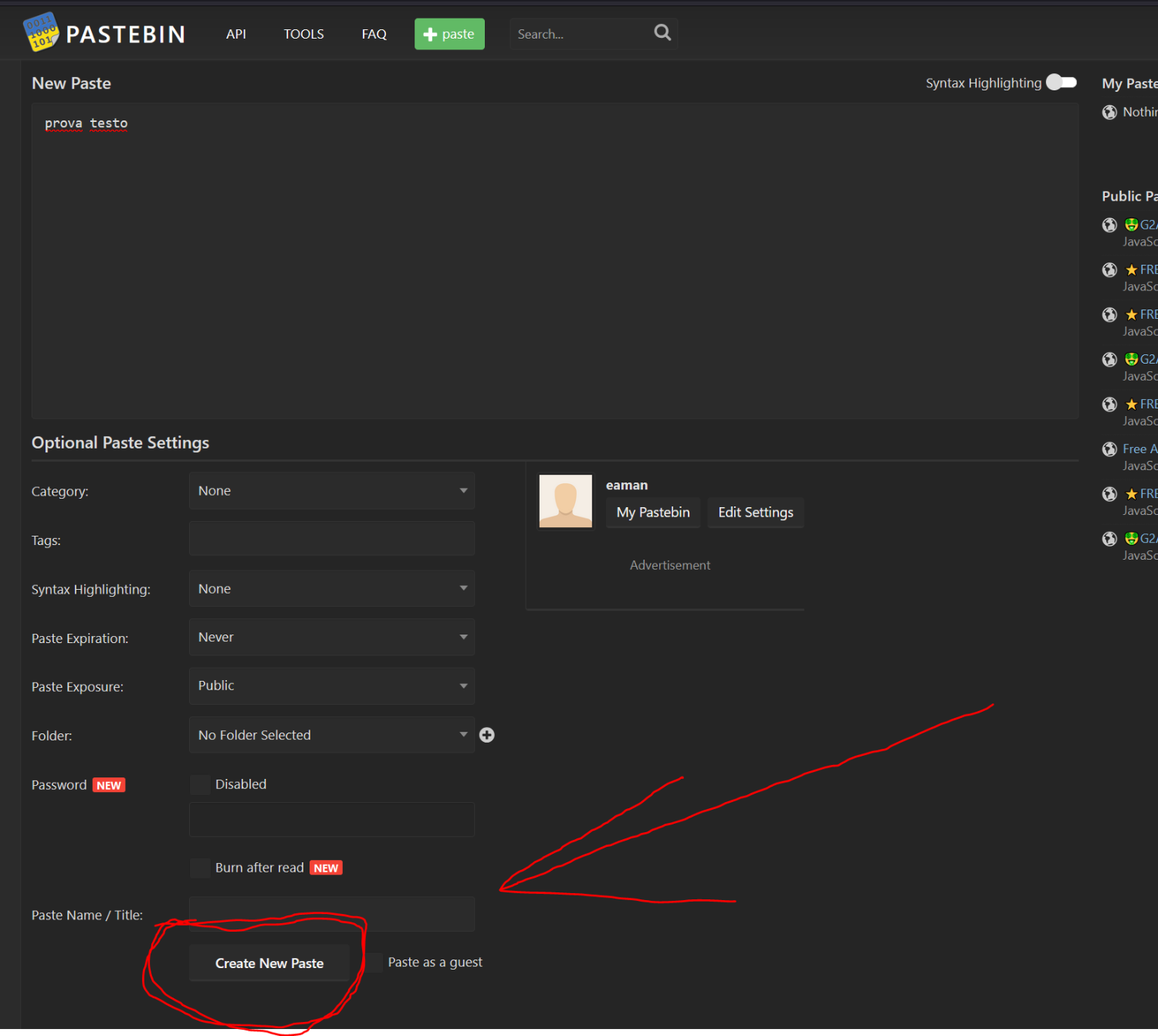
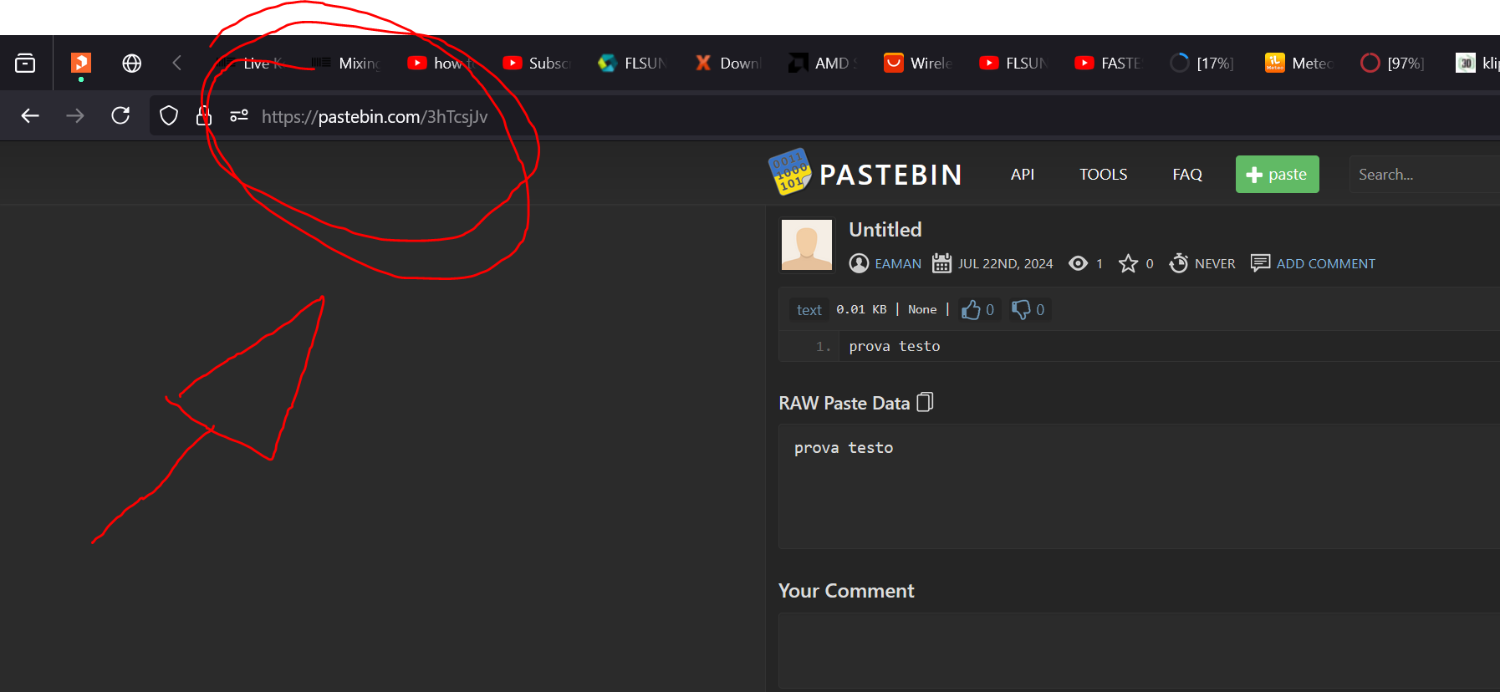
Quando usi pastebin: 1. incolla il testo nella TEXT AREA 2. Clicca in basso su " CREATE NEW PASTE" 3. Condividi il link generato, la URL della pagina, l'indirizzo
-
TTS-55 Pro e LightBurn con Ubuntu 22.04
eaman ha risposto a nick091 nella discussione Incisione e taglio laser
Si, nella mia (100e) non c'erano e me li sono andati a comprare, altrimenti ti si strascicano i cavi sui chiodi e il materiale e non e' bello 😛 -
Problema asse Y
eaman ha risposto a jontao nella discussione Problemi generici o di qualità di stampa
Ah be' se gia' sai che hai parzialmente fulminato il MC non so se convenga continuare: che fai aspetti di vedere se salta qualcos'altro in mezzo a una stampa? Peraltro non per portare sfiga ma oggi una scheda completa di driver con STM32 la compri con ~20e. -
TTS-55 Pro e LightBurn con Ubuntu 22.04
eaman ha risposto a nick091 nella discussione Incisione e taglio laser
Il legno e' tutto laminato / compensato di pioppo / betulla che puoi comprare anche da OBI, il grosso e prendere dell'olio paglierino o altro per abbellirlo. Ce li ha gia' i tubi corrugati per i cavi sospesi sul gantry? Altrimenti vai in ferramenta e prendine un po'. -
Problema asse Y
eaman ha risposto a jontao nella discussione Problemi generici o di qualità di stampa
Be' se dici che il driver e' ok e la RAMPS e' ok qualcosa di scassato dovra' esserci. Ma perche' l'hai cambiata? Avevi cotto il driver? Nel caso potrebbe essere andato qualcosa sull'arduino, magari puoi cambiare i pin che controllano quel driver? -
TTS-55 Pro e LightBurn con Ubuntu 22.04
eaman ha risposto a nick091 nella discussione Incisione e taglio laser
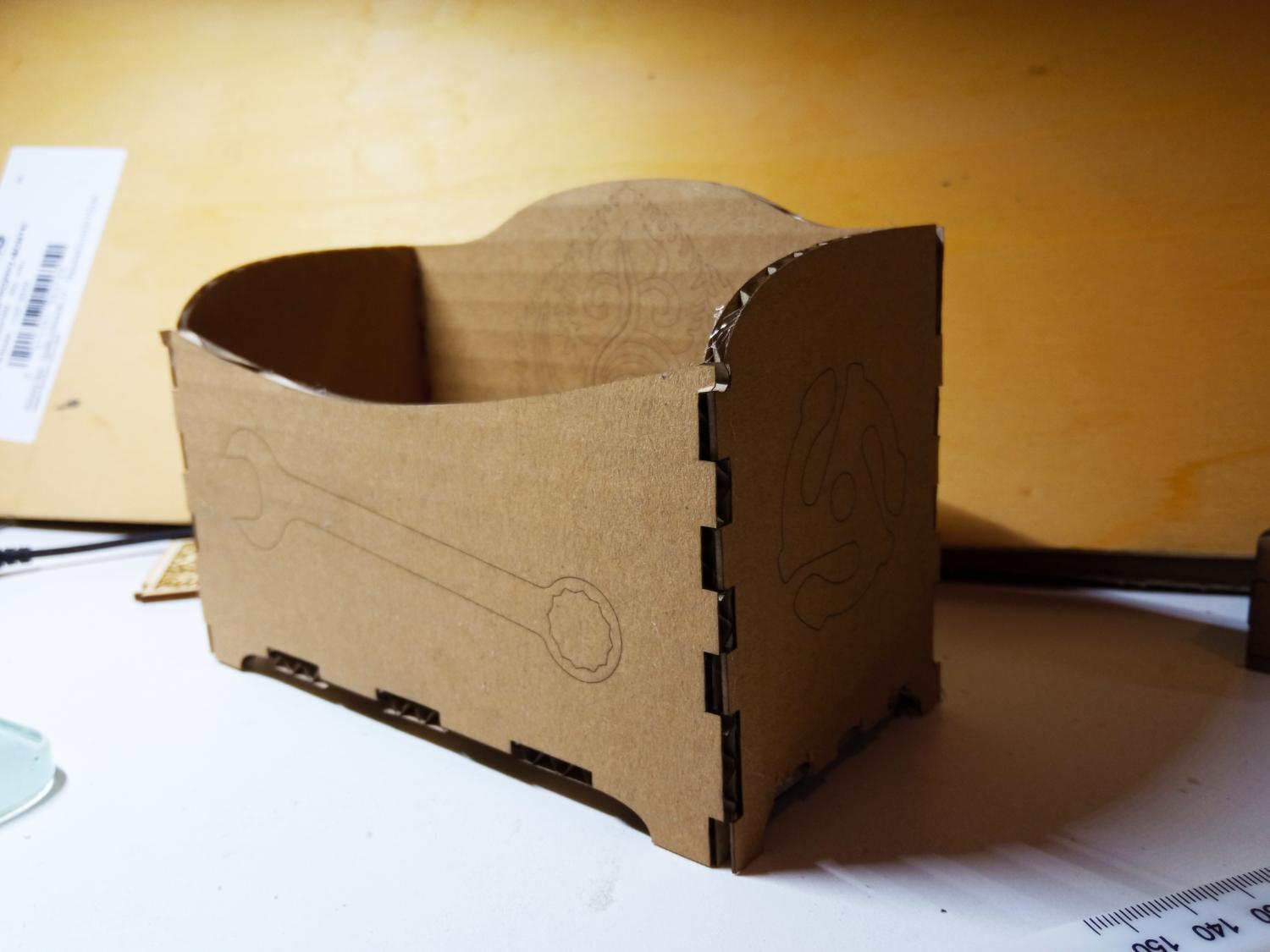
yup Ricordati che puoi usare del comune cartone per le prove, senza sprecare legno. Se vuoi qualche progetto base per LB te ne posso passare, tipo le prime scatoline o sottobicchieri.
-
Problema blocco alla stampa anycubic kobra
eaman ha risposto a anthony nella discussione Problemi generici o di qualità di stampa
La piattina e' quel cavo piatto che si attacca a quella schedina. Alla quale hanno costruito sopra quel gargantuesco string relief perche' quel tipo di cavi / collegamenti sono fatti per stare fermi altrimenti saltano i contatti. Comunque, posto che sara' saltato qualcosa nella piattina o nella schedina, che ci vuoi fare? Io prenderei un cavetto da 80cm per motori step e intanto tornerei a stampare, poi se vuoi metterti a debuggare quella schedina + piattina...- 21 risposte
-
- 2
-

-
- estrusore bloccato
- motorino
- (and 1 più)
-
TTS-55 Pro e LightBurn con Ubuntu 22.04
eaman ha risposto a nick091 nella discussione Incisione e taglio laser
Installare supporto per il CH340? Secoli che lo uso (Debian) con Arduino o FTDI e mai dovuto far niente, il casino e' sempre stato con Mac e un po' Windows. Comunque grazie per la guida per *Ubuntu, la macchina come va? -
Problema blocco alla stampa anycubic kobra
eaman ha risposto a anthony nella discussione Problemi generici o di qualità di stampa
Tipo: potrebbe essere questa? https://store.anycubic.com/products/montherboard-for-3d-printer Ci sara' bene un nome scritto sulla scheda, se no chiedi in assistenza. Eccheccachio pero' Anycubic che non mette files, firmware, manuali da nessuna parte... -
Guarda facciamo una cosa: stampa una cosa di dimensioni normali ( 6-10cm) e poi fai una foto da cui si veda la stampa. ...se hai problemi di estrusione si vede che hai problemi di estrusione, fai le solite cose: estep, temp tower, retrazione: https://ellis3dp.com/Print-Tuning-Guide/
-
Problema blocco alla stampa anycubic kobra
eaman ha risposto a anthony nella discussione Problemi generici o di qualità di stampa
A naso direi che piu' che la schedina potrebbe essere quella piattina a creare problemi, non mi sembra un aggeggio fatto per piegarsi milioni di volte... 35V per un fan... Per me non ha senso, ma la scheda ce l'hai tu in mano e non posso mica decidere io da qua' in base a cosa ho mangiato per cena, devi avere una schema dell'elettronica della tua macchina, tipo un pin out. Guarda nella documentazione, cerca in rete, chiedi all'assistenza. Vedi di capire il nome della scheda che monti e da quello trovi tutte le specifiche. Ma alla fine, se te pigli un cavo per il motore dello step e lo colleghi direttamente sulla scheda: funziona uno dei due motori che hai?- 21 risposte
-
- 1
-
-
- estrusore bloccato
- motorino
- (and 1 più)
-
STAMPARE CON BRIDGE AD ARCO
eaman ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
Ah ok, se allora dici al tondo davanti e' sempre no: i bridge sono rettilinei, serve un supporto. Potresti vedere se puoi usare Arc Overhangs - https://www.cnckitchen.com/blog/arc-overhangs-in-prusaslicer -
Finitura bambu carbon x1
eaman ha risposto a dome84c nella discussione Problemi generici o di qualità di stampa
Ma non puoi usare 2 filamenti di colore diverso per il corpo e per la scritta nel primo layer? -
STAMPARE CON BRIDGE AD ARCO
eaman ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
Capiamoci: un bridge e' solo ed esclusivamente sul piano XY, non e' un problema di qualita' non puoi proprio fare un bridge su una superfice curva in verticale perche' la tua stampante fa solo un layer alla volta a salire. Quindi magari sono io che non capisco quella strana stampa che sembra solo infill ed' nera su grigio scuro... E' un piano xy o e' curvata a U? -
STAMPARE CON BRIDGE AD ARCO
eaman ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
No. O meglio: ----------------------- Magari potresti stampare quella superficie perfettamente piatta e poi incollargliela sopra termoformata.