eaman
-
Numero contenuti
6.692 -
Iscritto
-
Ultima visita
-
Giorni Vinti
595
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di eaman
-

problemi di aderenza con Policarbonato
eaman ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
Mettici 4 mouse ears piuttosto che tutto il BRIM. -
klipper ender3v2 spritekitv4.2.7
eaman ha risposto a apprendista nella discussione Software di slicing, firmware e GCode
Il file di Mainsail_avvisi non si scarica se e' quello. Klippy.log o la console cosa dice? Lo slicer lo hai riconfigurato per Klipper o stai usando una vecchia versione di stampante? -
klipper ender3v2 spritekitv4.2.7
eaman ha risposto a apprendista nella discussione Software di slicing, firmware e GCode
E che errore ti da'? -
[Ender3 V2] Qualità dei primi layer... 🙄
eaman ha risposto a Gae Tano nella discussione Problemi generici o di qualità di stampa
Bueno. L'altro giorno ho installato pure io la sonda sulla Ender dopo anni di manuale, pero' una 3D touch,pure io ho tirato qualche accidenti... -
[Ender3 V2] Qualità dei primi layer... 🙄
eaman ha risposto a Gae Tano nella discussione Problemi generici o di qualità di stampa
BTW quando fai il primo layer alto 0.3mm bastano 3 layers per la base, magari 4, non 5. -
Problema blocco alla stampa anycubic kobra
eaman ha risposto a anthony nella discussione Problemi generici o di qualità di stampa
Allora prendi un righello e misura la profondita', guarda se e' la stessa di quello che hai linkato. Se no manda una email al supporto e chiedi a loro, non so se ci sono i file delle parti della tua stampante.- 21 risposte
-
- 1
-

-
- estrusore bloccato
- motorino
- (and 1 più)
-
[Ender3 V2] Qualità dei primi layer... 🙄
eaman ha risposto a Gae Tano nella discussione Problemi generici o di qualità di stampa
Be' li' sei troppo alto, prova comunque a lavare il piatto e a cambiare il nozzle magari. Poi non fare il primo layer alto 0.16mm, chi te lo fa fare? Piuttosto fallo di 0.3mm 85mm/s di velocita' di retrazione mi sembra tanto. Non c'e' la velocita', guarda che sia tipo 35-55mm/s per il primo layer, e mettici anche la layer width a 0.6 magari. -
Problema blocco alla stampa anycubic kobra
eaman ha risposto a anthony nella discussione Problemi generici o di qualità di stampa
Guarda, bisognerebbe almeno sapere esattamente che stampante hai e che motore monti. -
Problema blocco alla stampa anycubic kobra
eaman ha risposto a anthony nella discussione Problemi generici o di qualità di stampa
Prova a comprare un nuovo motore allora, su aliexpress costera' una decina di euro. Guarda la sigla sul retro del motore. -
Problema blocco alla stampa anycubic kobra
eaman ha risposto a anthony nella discussione Problemi generici o di qualità di stampa
Be' e' strano che prima andasse e poi abbia smesso, sei sicuro che il motore e' staccato dall'estrusore e non c'e' filamento o niente altro che lo possa ostacolare? E' raro che un motore si scassi, controlla bene. -
Problema blocco alla stampa anycubic kobra
eaman ha risposto a anthony nella discussione Problemi generici o di qualità di stampa
Controlla i cavi del motore dell'estrusore, se puoi prova a collegare il motore dell'estrusore al driver sulla scheda principale di uno degli assi, oppure stacca il cavo del motore di X e prova a vedere se riesci ad attaccarlo direttamente al motore dell'estrusore. E provalo.- 21 risposte
-
- 1
-
-
- estrusore bloccato
- motorino
- (and 1 più)
-
Problema blocco alla stampa anycubic kobra
eaman ha risposto a anthony nella discussione Problemi generici o di qualità di stampa
O si e' intasato l'hot end oppure non funziona l'estrusore. Prova a togliere il filamento: la rotela del motorino del estrusore gira?- 21 risposte
-
- 1
-
-
- estrusore bloccato
- motorino
- (and 1 più)
-
Firmware marlin ender 3
eaman ha risposto a Shivetti nella discussione Software di slicing, firmware e GCode
Non funziona cosi', almeno non per tutte le schede. Ad es. sulla mia MKS nano il firmware deve essere Robin_e3.bin -
Firmware marlin ender 3
eaman ha risposto a Shivetti nella discussione Software di slicing, firmware e GCode
yes, dipende dalla scheda, googla -
Taratura Ender 3 Pro - Test 4 torri
eaman ha risposto a luido86 nella discussione Problemi generici o di qualità di stampa
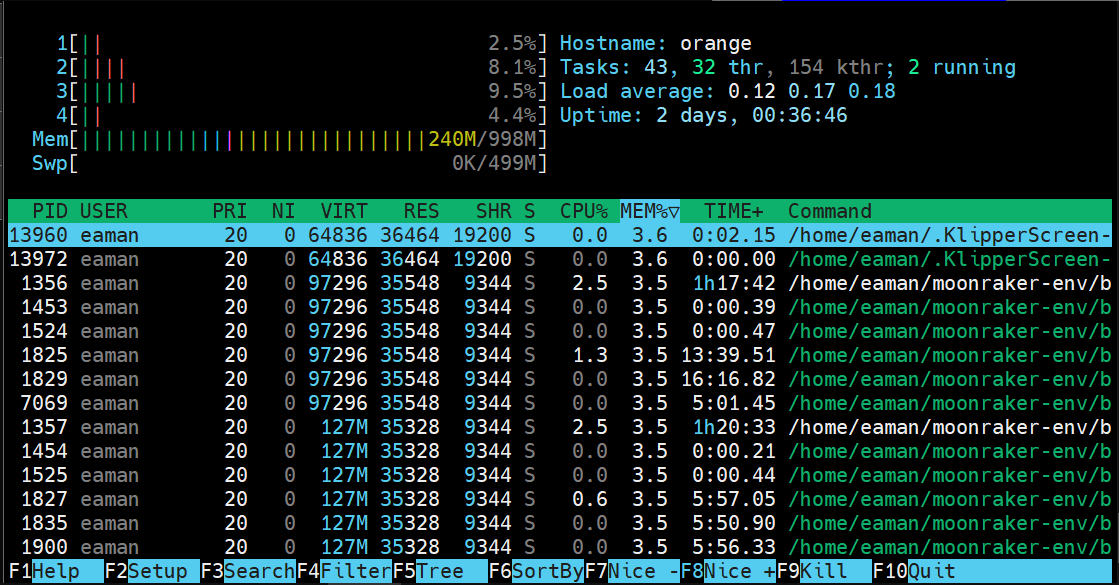
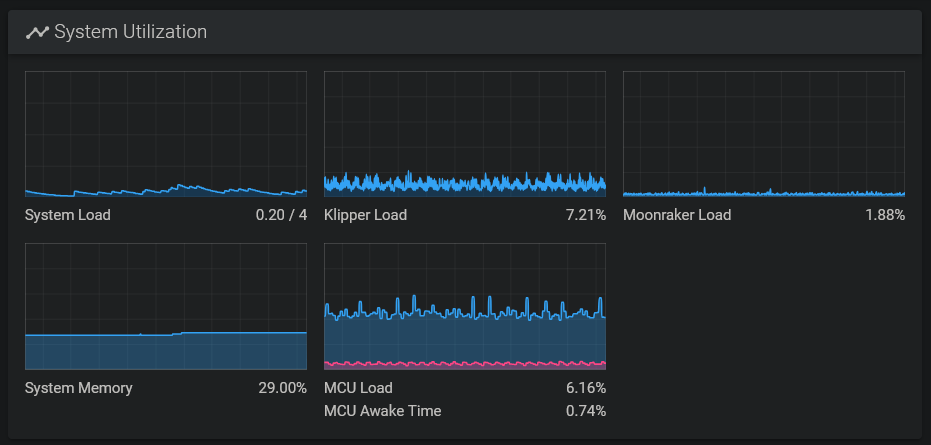
Aggiorno: adesso la stessa Orange PC fa girare 2 stampanti + KlipperScreen wireless + 1 display normale + le due interfacce web di Fluidd: (Entrambe le stampanti stanno stampando) La CPU e' il vecchio SoC Allwinner H3 con Quad-core Cortex-A7 con 1GB di RAM. RAM usage: root@orange:~# free total used free shared buff/cache available Mem: 1021784 287768 199988 2172 576820 734016 Swap: 510888 0 510888 root@orange:~# cat /proc/swaps Filename Type Size Used Priority /dev/zram0 partition 510888 0 5
-
Firmware marlin ender 3
eaman ha risposto a Shivetti nella discussione Software di slicing, firmware e GCode
* la scheda sd, cambiala * la dimensione della scheda, meglio se < 8/16GB * nome sbagliato del file -
klipper ender3v2 spritekitv4.2.7
eaman ha risposto a apprendista nella discussione Software di slicing, firmware e GCode
Io non te lo so dire, posso dirti che il printer.cfg da Klipper della SKR mini che ho fatto l'altro giorno aveva impostato un processore diverso da quello che montava la scheda, si caricava ma non andava. -
klipper ender3v2 spritekitv4.2.7
eaman ha risposto a apprendista nella discussione Software di slicing, firmware e GCode
c'e' scritto all'inizio del printer.cfg: https://github.com/Klipper3d/klipper/blob/master/config/generic-creality-v4.2.7.cfg # This file contains pin mappings for the Creality "v4.2.7" board. To # use this config, during "make menuconfig" select the STM32F103 with # a "28KiB bootloader" and serial (on USART1 PA10/PA9) communication. # If you prefer a direct serial connection, in "make menuconfig" # select "Enable extra low-level configuration options" and select # serial (on USART3 PB11/PB10), which is broken out on the 10 pin IDC # cable used for the LCD module as follows: # 3: Tx, 4: Rx, 9: GND, 10: VCC # Flash this firmware by copying "out/klipper.bin" to a SD card and # turning on the printer with the card inserted. The firmware # filename must end in ".bin" and must not match the last filename # that was flashed. # See docs/Config_Reference.md for a description of parameters. Ma farai bene ad assicurarti che il processore sia quello giusto, eri gia' riuscito a caricare un firmware buono per quel processore precedentemente? -
klipper ender3v2 spritekitv4.2.7
eaman ha risposto a apprendista nella discussione Software di slicing, firmware e GCode
Questo si', se carica il firmware potrebbe rinominarlo in firmware.cur, dipende dal boot loader. -
klipper ender3v2 spritekitv4.2.7
eaman ha risposto a apprendista nella discussione Software di slicing, firmware e GCode
Ma veramente hai preso un comando per Debian e hai cercato di eseguirlo sul terminale di windows? -
klipper ender3v2 spritekitv4.2.7
eaman ha risposto a apprendista nella discussione Software di slicing, firmware e GCode
@apprendista Tu ti devi leggere la documentazione base piu' qualcosa di introduttivo su linux tipo: Brian Ward - How Linux Works, 3rd Edition_ What Every Superuser Should Know- Poi tra due o tre settimane provi a fare Klipper. -
klipper ender3v2 spritekitv4.2.7
eaman ha risposto a apprendista nella discussione Software di slicing, firmware e GCode
yes -
klipper ender3v2 spritekitv4.2.7
eaman ha risposto a apprendista nella discussione Software di slicing, firmware e GCode
No La rpi abbiamo appena detto che ha il sistema operativo giusto e il kernel giusto DIO BUONO! -
klipper ender3v2 spritekitv4.2.7
eaman ha risposto a apprendista nella discussione Software di slicing, firmware e GCode
Secondo me hai caricato una versione di firmware sbagliata sulla MCU che quindi non funziona. -
klipper ender3v2 spritekitv4.2.7
eaman ha risposto a apprendista nella discussione Software di slicing, firmware e GCode
cosa il kernel sta facendo con la periferica usb ---------------------- Con una stampante 3d collegata a un host klipper dovresti vedere qualcosa tipo: [112407.567812] ch341 8-1:1.0: ch341-uart converter detected [112407.578998] usb 8-1: ch341-uart converter now attached to ttyUSB1 [112407.710430] usb 6-1: New USB device found, idVendor=1d50, idProduct=614e, bcdDevice= 1.00 [112407.710494] usb 6-1: New USB device strings: Mfr=1, Product=2, SerialNumber=3 [112407.710522] usb 6-1: Product: stm32f103xe [112407.710544] usb 6-1: Manufacturer: Klipper [112407.710566] usb 6-1: SerialNumber: 30FFD8053054483126651843 [112407.723767] cdc_acm 6-1:1.0: ttyACM1: USB ACM device