eaman
-
Numero contenuti
6.694 -
Iscritto
-
Ultima visita
-
Giorni Vinti
595
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di eaman
-

Estrusione prima dell'inizio della stampa
eaman ha risposto a Crozzo nella discussione Problemi generici o di qualità di stampa
Bho, potrebbe essere un problema di auto-retract con il retract abilitato in firmware? https://marlinfw.org/docs/features/fwretract.html https://support.th3dstudio.com/helpcenter/unified-firmware-firmware-retraction/ Mi sembra di ricordare che si dovesse disabilitare auto-retract allo start delle stampe o in certe operazioni come filament change. Intanto: tu lo usi il retract by firmware? Hai abilitato auto-retract tra le opzioni sulla macchina? Prova a staccarlo. -
Bambulab P1P problemi con PETG
eaman ha risposto a TOAD nella discussione Problemi generici o di qualità di stampa
E' una stampa molto lineare che puo' prendere molta velocita' in certi punti, magari in altre stampe non hai parti cosi' lunghe in cui puo' tenere a lungo velocita' lunghe che possono mettere in crisi il flusso o il raffreddamento. Pittosto prova a stamparlo con un layer height maggiore se vuoi farlo in fretta, tanto le scanalature non dovrebbero essere un problema quando lo ruoti per usarlo. -
Cambio filamento e non si attacca più sul piatto
eaman ha risposto a Kykkus nella discussione Problemi generici o di qualità di stampa
Guarda io stampo principalmente PLA+ sunlu e si attacca benissimo sia su vetro che su PEI, praticamente non uso mai brim, non c'e' verso che rieasca a staccare le stampe ancora calde. Quindi parti con lo sgrassare per bene il piatto, oppure prova con un altro rivestimento. Temperatura 218-213 a seconda della velocita', piatto a 60. -
Estrusione prima dell'inizio della stampa
eaman ha risposto a Crozzo nella discussione Problemi generici o di qualità di stampa
https://github.com/mriscoc/Ender3V2S1/wiki/Firmware-features Parent: hai guardato il GCODE iniziale? Te lo fa anche con altri slicers? -
Bambulab P1P problemi con PETG
eaman ha risposto a TOAD nella discussione Problemi generici o di qualità di stampa
Io molto piu' alla grezza ridurrei la velocita' a max 120, il PETG non riceve molta aria dalle ventole quindi mi fa strano che si possa stampare cosi' velocemente. Anche abbassare la temperatura' un po'. -
FunDuct: quanto spingere per PLA+ ?
eaman ha risposto a eaman nella discussione Hardware e componenti
Per altro in genere quelle ventole posteriori sono fisse al gantry, cosi' non riducono l'accelerazione in X e non inducono ringing. -
FunDuct: quanto spingere per PLA+ ?
eaman ha risposto a eaman nella discussione Hardware e componenti
La prima cosa che ho stampato e' mono ventola a 2 canali laterali opposti: Al momento sto usando una ventola piu' piccola pero' con uscita tonda, cioe' dovrebbe sparare a 360 gradi sotto al nozzle. Mi ha servito bene fino ai 60mm/s, ora non ce la fa piu'. L'idea sarebbe che il piu' delle volte i pezzi hanno un overhang in una dimensione particolare, oppure essendo simmetrici anche nella direzione opposta quindi puo' aver senso due soffioni opposti. Diciamo per provare dato che molti dei progetti gia' fatti sono cosi', altrimenti tornero' a quello tondo. Ora io non mi metto a fare analisi di dinamica dei fluidi ma a mettere una fila di ventole che sparano forte tutte opposte mi sa che fai dei vortici che l'aria manco ci arriva sul filamento, c'e' anche il pezzo attorno. Tra l'altro ho visto dei 5015 da meta' RPM, potrebbero essere una buona soluzione per chi li usa doppi a meta' potenza ma anche per uno solo quando vai piano o capita di fare PETg. He io pensavo di metterlo dietro al gantry come questa, cosi' sta sempre all'altezza giusta: Oppure: Pero' mi pare che quel design serva a raffreddare il pezzo intero piu' che il filamento che si sta depositando. -
Dopo aver aggiornato i firmware delle mie due stampanti cartesiane (Ender e Neptune) le sto aggiornando con qualche upgrade che supporti la maggiore velocita' che adesso possono raggiungere. Considerando che stampo prevalentemente PLA+ che scaldo a 213-220c sono a chiedere quanto raffreddamento ha senso montare: ho comprato dei 5015 da 24V 5589RPM e pensavo di montarne uno solo ma vedo che c'e' chi ne monta due e chi finisce per usarli a sotto il 50% di potenza. Come FunDuct sto stampando un Satsana ma se avete qualcos'altro da suggerire sono be lieto di sentire. Il rumore non mi interessa pero' non vorrei caricare 2 blower se ne basta uno, mi interessa che raffreddino e poter spingere su overhangs e ponti. Oppure vedo che le stampanti cartesiane nuove che nascono con Klipper montano una fila di ventole dietro il gantry per raffreddare tutto il pezzo: potrebbe aver senso farne una simile con un solo blower? Quelle pero' dicono di fare i 300, io gia' sarei contento di fare 150-200 con il PLA+ normale di tanto in tanto con pezzi funzionali e vasi.
-
Bulbasaur porta vaso rifatto.
eaman ha risposto a eaman nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
E' diventata una una serie! Si sono riprodotti.
-
Questo e' un video su come e' fatto l'hotend che ho linkato sopra:
-
In teoria non dovrebbe, dovrebbe bastare spingerlo quando e' caldo. Ma anche qua nel peggiore dei caso si smonta. Stiamo parlando di questo? https://anycubic.it/products/hotend-per-kobra-max Per cambiare il filamento hai scaldato l'hotend vero? Prova a scaldarlo e spingere giu' un po' di filamento, se funziona poi tiralo fuori e fai partire quello del rotolo. Non fare arrotolare strano quello del rotolo, fermalo bene e staccane un 15cm per spingerlo a mano.
-
Penso che sia il caso di prendere una brugola e smontarlo, avrai un po' di filamento incastrato nell'estrusore. Non e' che si cambia tutto ogni volta che hai un problema. Non ho capito se sei bloccato nell'hotend o nell'estrusore, nel caso tu non sia in direct drive.
-
Flsun Q5 non stampa.
eaman ha risposto a Liki nella discussione Problemi generici o di qualità di stampa
Be' insomma aiuterebbe a capire perche' non estrude, se da pc tu riuscissi ad estrudere e addirittura a stampare... -
Flsun Q5 non stampa.
eaman ha risposto a Liki nella discussione Problemi generici o di qualità di stampa
Se la colleghi via USB al computer e da quello la fai estrudere che succede? -
Problema Pen Drive con Elegoo Mars Pro
eaman ha risposto a Agorix89 nella discussione Problemi generici o di qualità di stampa
Mettila su Linux e guarda che errori ti da quando la inserisci, parti da quello. -
Io facendo log-in con email / password non ho problemi con Firefox. Prova a cancellare i cookies / cache.
-
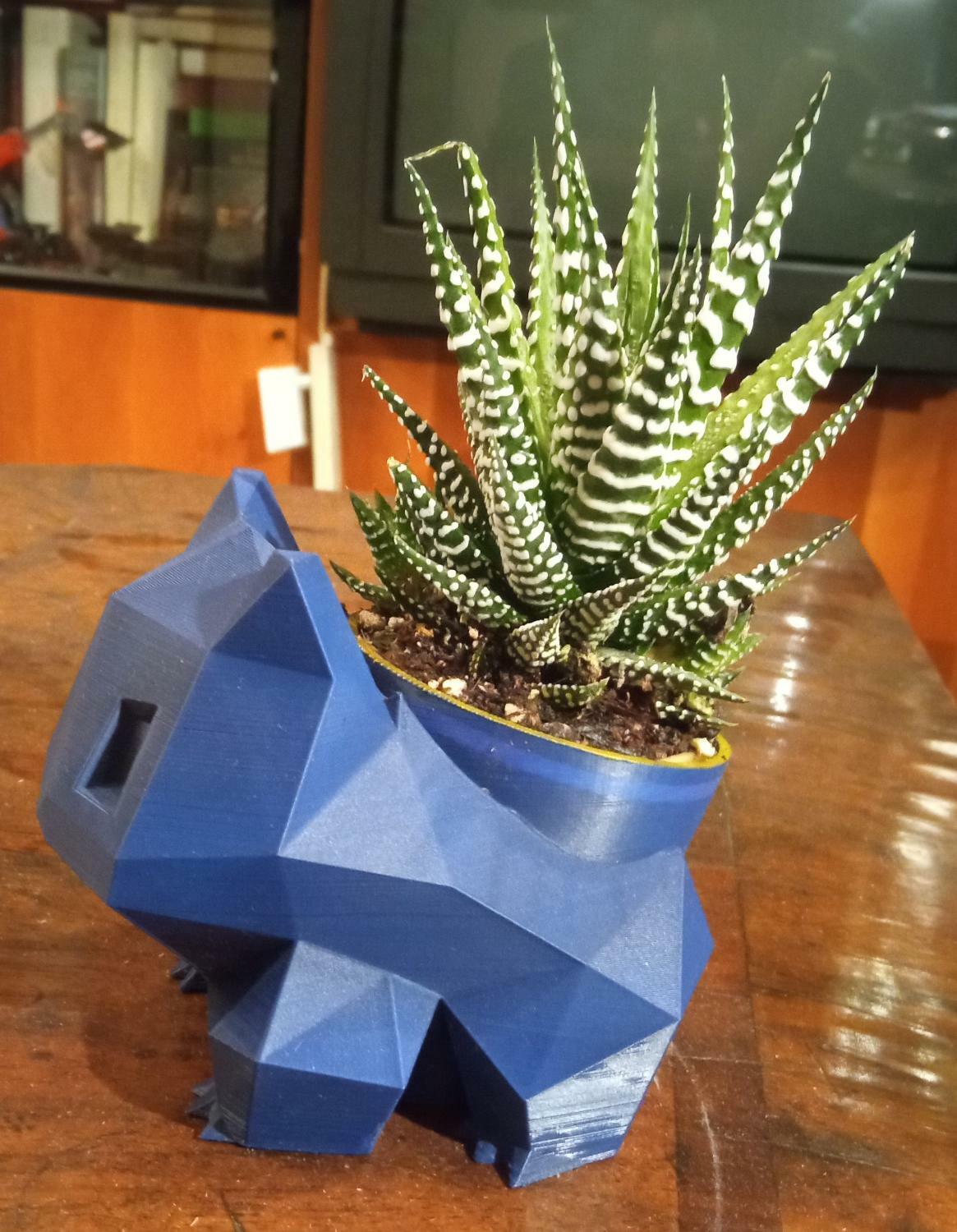
Bulbasaur porta vaso rifatto.
eaman ha risposto a eaman nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
Aggiunto un sottovaso. Credo di non avere i privilegi per caricare roba nella sezione materiali, o almeno non mi sembra di vedere un tasto per l'upload. Io l'ho messo su Thingiverse, se vi fa piacere caricarlo anche in Download qua fate pure o messaggiantemi come fare. Lo dichiaro in Publico Dominio.
-
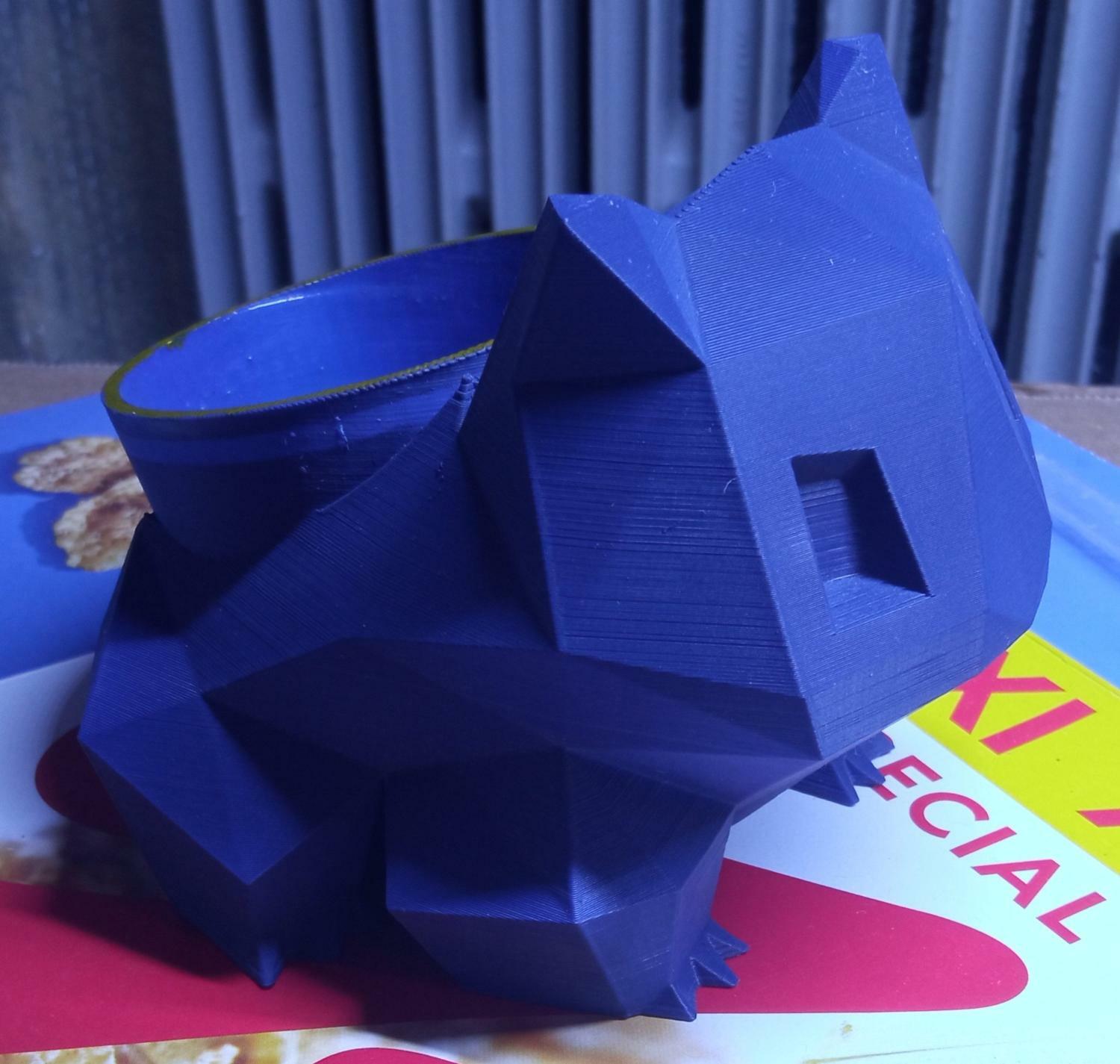
Bulbasaur porta vaso rifatto.
eaman ha risposto a eaman nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
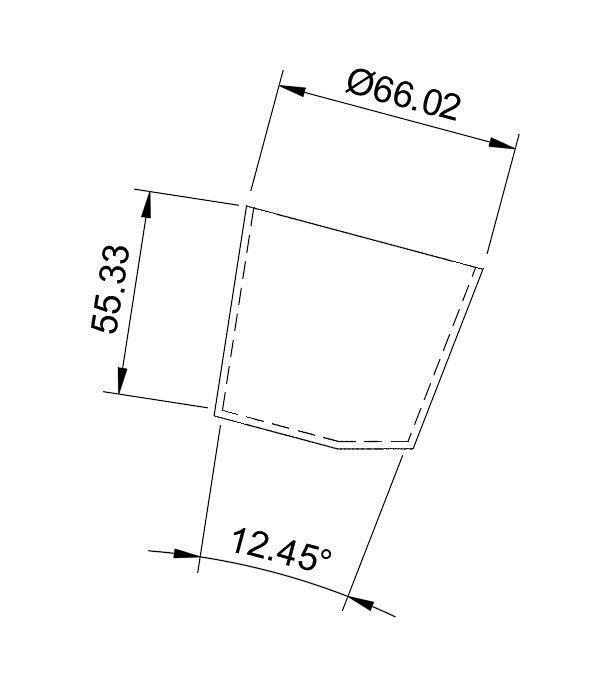
E' pronto, verrebbe meglio in foto al sole dato che e' opaco ma ormai e' buio. Questo e' il colore originale, e' un PLA Plastik vecchio di 5-10 anni che avevo, stampato con la Neptune da 63e con tutto originale, nozzle compreso, quindi niente pretese... Ecco come viene in blu opaco (pessima luce, l'originale era quasi traslucido, si vedrebbe meglio al sole): Se guardate la striscia chiara sul bordo superiore del vaso quella e' la differenza di colore tra i due. Con la sua piantina: Il vaso originale era un loft / cono 55mm base, 65mm top, 55mm altezza. Io lo stamperei almeno 7-10mm piu' alto se il vaso e' bello pieno di terra e non vi frega delle proporzioni, il problema del modello originale e' che era alto la meta', ho cercato di non alzarlo troppo... L'STL lo trovate e' in coda al primo messaggio oppure su ThingV.
-
FILAMENTO IN CARBONIO "un consiglio "
eaman ha risposto a robertol nella discussione Problemi generici o di qualità di stampa
- https://www.sunlu.com/en-it/collections/petg/products/over-6kg-bundle-sale-petg-3d-printer-filament-1-75mm-1kg-roll - https://www.sunlu.com/en-it/collections/pla-plus-pla-3d-filament-1-75mm/products/over-6kg-bundle-sale-pla-and-pla-plus-pla-meta-macaron-filament1kg-roll - https://www.sunlu.com/en-it/products/1-75mm-sunlu-easy-abs-3d-printer-filament-1kg-roll?variant=45686824730906 Con questi senza cambiare heat breaker e/o montare un bowden di qualita' sei al limite con una Ender 3 stock, a 235 gradi il bowdem bianco comincia a bruciacchiare e andra' poi tagliato periodicamente. -
FILAMENTO IN CARBONIO "un consiglio "
eaman ha risposto a robertol nella discussione Problemi generici o di qualità di stampa
Prima di tutto di cambiare prima il nozzle con uno piu' resistente se usi filamenti caricati e lo heat breaker se conti di estrudere a piu' di 235 gradi. Senza troppi problemi un ABS magari easy, facendo le dovute modifiche policarbonato. -
Bulbasaur porta vaso rifatto.
eaman ha risposto a eaman nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
Al momento e' al sole a curare la resina, sono indeciso se pitturarlo, e' un blu electric bagaloo che sembra uscito dal mucchio di giochi di un asilo nido... Penso che in serata sara' pronto. -
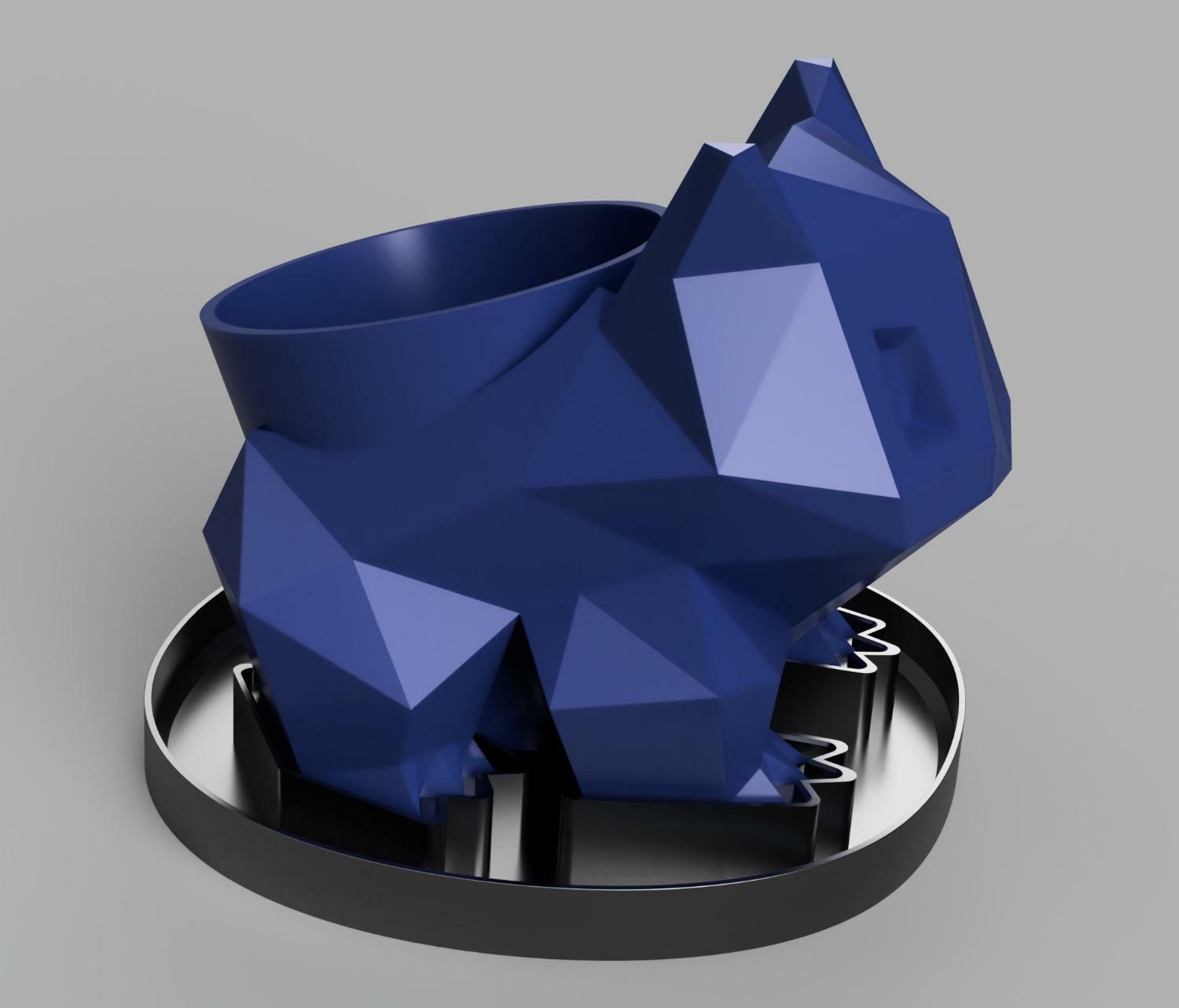
Bulbasaur porta vaso rifatto.
eaman ha pubblicato una discussione in Le tue stampe - Album fotografico dei migliori modelli 3D
Mi e' sempre piacuto il classico vaso per pinte grasse a form di Bulbasaur Il problema e' che l'incasso per la pianta e' troppo piccolo, qualunque pianta pseudo normale non penso che ci possa sopravvivere. Oggi al Conad ho visto una pianta adatta E' un vasetto da 65mm di diametro alto circa 60mm, ergo ho modificato l'STL originale e gli ho fatto un vaso: E visto che mi annoio mentre lo stampa ho fatto pure questo thread 😉 Insomma se vi attizza vi carico l'STL 🙂 Bulbasaur_Planter.stl
-
petg alcuni layer non perfetti
eaman ha risposto a Fabiogfabio nella discussione Problemi generici o di qualità di stampa
Be' adesso quelle bande orizzontali periodiche non ci sono piu', quello era il problema principale. Io qua' https://ibb.co/7NnJmbt ci vedo forse delle barre verticali che sono pero' dovute a ringing, dalla accelerazione dell'angolo. Ora e' normale che le stampanti abbiano un po' di ringing... Se vuoi provare a toglierlo puoi provare con input shaping e/o un sostanzioso junction deviation (se hai stampato veloce), oppure barare e stampare quel pezzo quadrato a 45 gradi 😉 Ben fatto. 🙂 -
Se vuoi dei valori dovresti dirci la marca del PETg, io stampo il SUNLU a 235 con piatto a 80, ventola al 30%, velocita' massima attorno a 80-100mm/s . Comunque tu fai una temp tower e trova dei valori ragionevoli per il tuo materiale, fai anche un test per la retraction.
-
petg alcuni layer non perfetti
eaman ha risposto a Fabiogfabio nella discussione Problemi generici o di qualità di stampa
Potresti misurare la distanza tra quelle barre, e' il periodo dell'oscillazione che ti sposta l'estrusione. Poi guardi cosa puo' corrispondere a quello, io tornerei a dire la circonferenza delle barre filettate. Oppure le guide in cui passano le barre. Sembra che ci sia uno scalino da qualche parte... Svita e riavvita tutto, anche i motori e dove si attaccano le barre. Poi guarda che i supporti dei motori e quindi le barre siano in squadro se hai le barre dritte, altrimenti bisogna inventarsi qualcosa per far basculare i motori mentre girano. Comunque se prima dell'upgrade del doppio Z non te lo faceva almeno sai dove guardare.