FoNzY
-
Numero contenuti
6.831 -
Iscritto
-
Ultima visita
-
Giorni Vinti
515
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di FoNzY
-
breve storia triste: ho visto l'asse Z nel video...usa le rotelle--> solita cinesata mi ha tolto tutto l'entusiasmo 😭
-
stampasse bene anche solo a 100mm\s sarebbe una rivoluzione...il prezzo? non lo trovo....
-
io pur tenendola in condizioni decenti non ho mai avuto problemi, anche mesi dopo la data di scadenza la resina ha sempre funzionato quindi direi che non c'è fretta
-
il modulo laser non taglia...forse taglia la balsa in 7 passate ma fatica tantissimo... per tagliare la soluzione piu' economica è quello al link sopra, un super china laser da 40watt
-
per tagliare l'alluminio parliamo di cifre a 5 zeri per una cosa modesta...molto modesta un taglio plasma che taglia metalli invece siamo su prezzi piu' contenuti e con 5-10k qualche entry level di seconda mano si trova
-

Cerco volontari per stampare parti del corpo
FoNzY ha risposto a l0v3byte nella discussione Nuove idee e progetti
io non ci vedo un grosso spazio per la stampa 3d in questo settore. ad oggi per fare la protesi estetica prendono come campione l'altro arto, fanno calchi, foto etc... e poi l'artista (tecnico artista) ci mette del suo per rendere la protesi naturale. il calco dell'arto viene preso usando appositi siliconi e gessi e su questo la stampa 3d non puo' competere perche' è un procedimento semplice, preciso ed economico(tutto il contrario della stampa 3d). la protesi estetica poi viene creata in silicone color "pelle" e poi è il tecnico-artista ad aggiungere i migliaia di dettagli necessari a renderla naturale. ovviamente la post produzione manuale non puo' essere sostituita da macchine e stampare in 3d la parte grezza ancora una volta risulta poco pratico (la colata in silicone costa niente ed ha il vantaggio di essere chimicamente inerte e meccanicamente resistente ossia tutto il contrario della stampa 3d) dove la stampa 3d puo' fare la differenza è la parte meccanica della protesi semplificando in modo esponenziale il processo di creazione (che essendo individuale è estremamente costoso). c'è un tipo sul tubo (se lo trovo metto il link) che con la stampante a resina fa una protesi "giocattolo" che è molto piu' avanzata della protesi che costerebbe 200-300.000euro insomma la stampa 3d puo' essere usata per produrre parti meccaniche a basso costo che allo stesso tempo sono anche fatte su misura (immagina di dover scegliere tra il dito meccanico "taglia L" o un dito meccanico "della tua dimensione") -
Cerco volontari per stampare parti del corpo
FoNzY ha risposto a l0v3byte nella discussione Nuove idee e progetti
piu' tardi magari entro piu' nel dettaglio ma possiamo dire a grandi linee che la stampa 3d non è adatta per riproduzioni estetiche. se la stampi a filo detta facilmente "fa schifo" se la stampi con materiali uv gommosi non durano nel tempo.... per la parte estetica si preferiscono "materiali classici" come siliconi che sono chimicamente inattaccabili e molto durature -
Gestione fumi abs
FoNzY ha risposto a muffo nella discussione Problemi generici o di qualità di stampa
se metti una ventola tiri via tutta la temperatura dalla stampante....magari una ventola non troppo grande da accendere ogni tot mantenendo una temperatura 70-80 -
Gestione fumi abs
FoNzY ha risposto a muffo nella discussione Problemi generici o di qualità di stampa
per prima cosa va detto che sono si fumi tossici ma "non tanto", vanno trattati con rispetto ma non dobbiamo considerarli "estremamente pericolosi".. le stampanti professionali usano filtri al carbone attivo abbinati a filtri meccanici per il particolato. visto che hanno una forma tonda potresti usare i filtri per le "cappe" (fornelli da cucina), costano 5\10 euro cad. -
troppa ritrazione spesso causa questo problema, il parametro "distanza minima di ritrazione" "retraction minimum travel" previene che il filo venga ritratto molto piu' di quanto viene estruso in particolari casi limite. insomma puo' capitare che un particolare oggetto abbia una serie di ritrazioni troppo ravvicinate che estraggono il filo dall'hot end
-
Aspetto reale dello skirt
FoNzY ha risposto a brucom nella discussione Software di slicing, firmware e GCode
l'anteprima di cura è la realta', ogni linea che vedi su cura corrisponde ad una linea nella realta'. lo sai tu se sei alto o basso di primo layer....lasciando stare lo skirt il riempimento degli oggetti come viene? -
Anet A8 con BTT 1.4 Turbo TMC 2209 e bltouch 2.0 clone.
FoNzY ha risposto a taboz nella discussione Hardware e componenti
nn ho capito perche' devono andare a centro piano...nel senso che non capisco che intendi, durane la procedura di home vanno in home e li rimangono. se invece intendevi "invece di stampare a centro piano vanno a fine corsa" puo' essere un valore di sep\mm sbagliato (anche dato dal microstepping non corretto) o una lunghezza dell'asse sbagliata... gni bltouch ha la sua impostazione, dal firmware non ci vediamo nulla se non sappiamo che tipo di bltouch è, inoltre potrebbe essere anche un problema di connessione guarda per il tuo modello di bltouch quali impostazioni devono essere attive e quali no -
UHM..... https://sketchfab.com/3d-models/ponte-vecchio-783bbce6ee6143f4b59a3ead8c526f98 qui trovi un modello 3d non so' in che scala...poi devi convertirlo ed eventualmente stamparlo...
-
Problemi di retrazione
FoNzY ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
dall'elenco delle stampanti presenti su cura che hanno un profilo esistente ne selezioni una simile alla tua (o la tua se c'è) il valore che avrai come ritrazione sara' sensato, fai una prova se no va' lo aggiusti. la normale procedura è: calibrazione step\mm estrusore. calibrazione flusso. temp tower cubetto di prova calibrazione step\mm assi altri cubetti.... benchi boat tra la temp tower ed il primo cubetto puoi mettere il test di ritrazione -
Trucco per chi monta la stampante la prima volta
FoNzY ha risposto a Alessio Giovannini nella discussione La mia prima stampante 3D
mi spiace ammazzarti l'entusiasmo ma il wd40 non va usato per i cuscinetti a sfere. il wd40 non è un lubrificante, non ha aderenza alla superficie e nel giro di poco tempo nel cuscinetto a sfere viene "sparato" via. il sensibile miglioramento che hai avvertito è dato dal fatto che probabilmente i cuscinetti "super china" non avevano nessun tipo di lubrificante o addirittura polvere metallica all'interno (lavata via dal wd40) su una stampante 3d dove i cuscinetti fanno pochi giri e sono anche di bassa qualita' possiamo definire il wd40 come una soluzione "al limite" ma non andrebbe usato comunque. non va assolutamente usato su cuscinetti di qualita' perche' per la sua formulazione scioglie il grasso ed il grasso è il lubrificante giusto per i cuscinetti quindi si rischia di rovinarli togliendo il lubrificante con il quale sono stati riempiti di fabbrica -
percentuali superiori al 7% rendono la resina troppo nera e molto meno fluida, gia' cosi i tempi di esposizione sono triplicati e di due oggetti 1 non è venuto... per avere una resina "affidabile" bisognerebbe stare sotto al 5% ma poi diventa inutile...
-
Problemi di retrazione
FoNzY ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
Metti un valore “sensato” e poi fai una stampa. Gli oggetti più’ sensibili alla ritrazione sono i singoli perimetri ed i coni.prima devi aver fatto una temp tower perfetta. -
Problemi di retrazione
FoNzY ha risposto a VanVan200 nella discussione Problemi generici o di qualità di stampa
ma seriamente? ma un bel test classico sulla retrazione no? estensioni,script,tutorial...ma per cosa? un bel test classico sulla retrazione e passa la paura, la retrazione non mi sembra un parametro cosi "universale" da farci un test "impossibile" ed è anche fortemente condizionata dalla temperatura e dal tipo di stampa quindi per i maniaci della ritrazione si potrebbe dire che è piu' un valore oscillante che fisso (nel senso che andrebbe cambiato in base al materiale,la temperatura ed il tipo di stampa) -
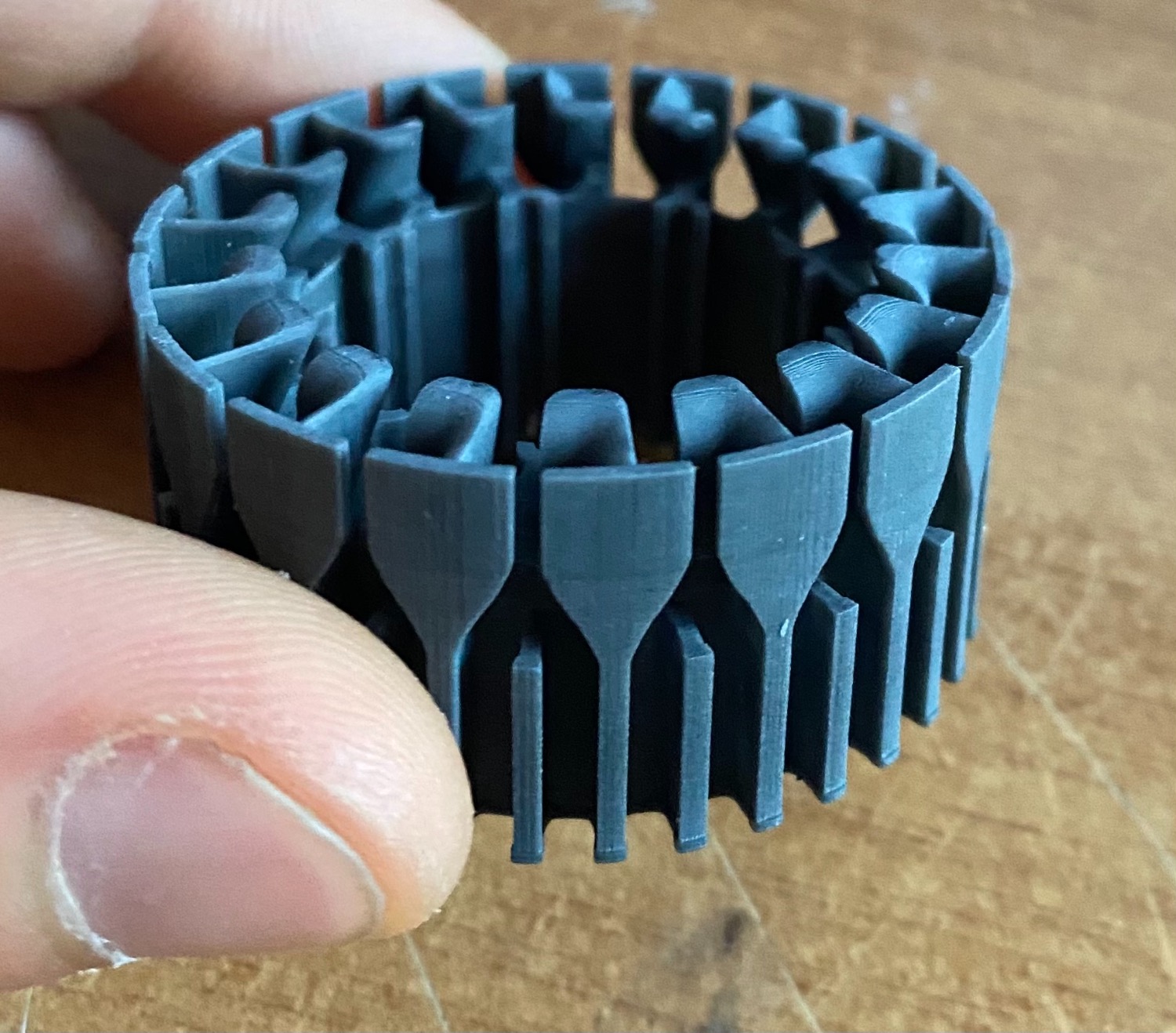
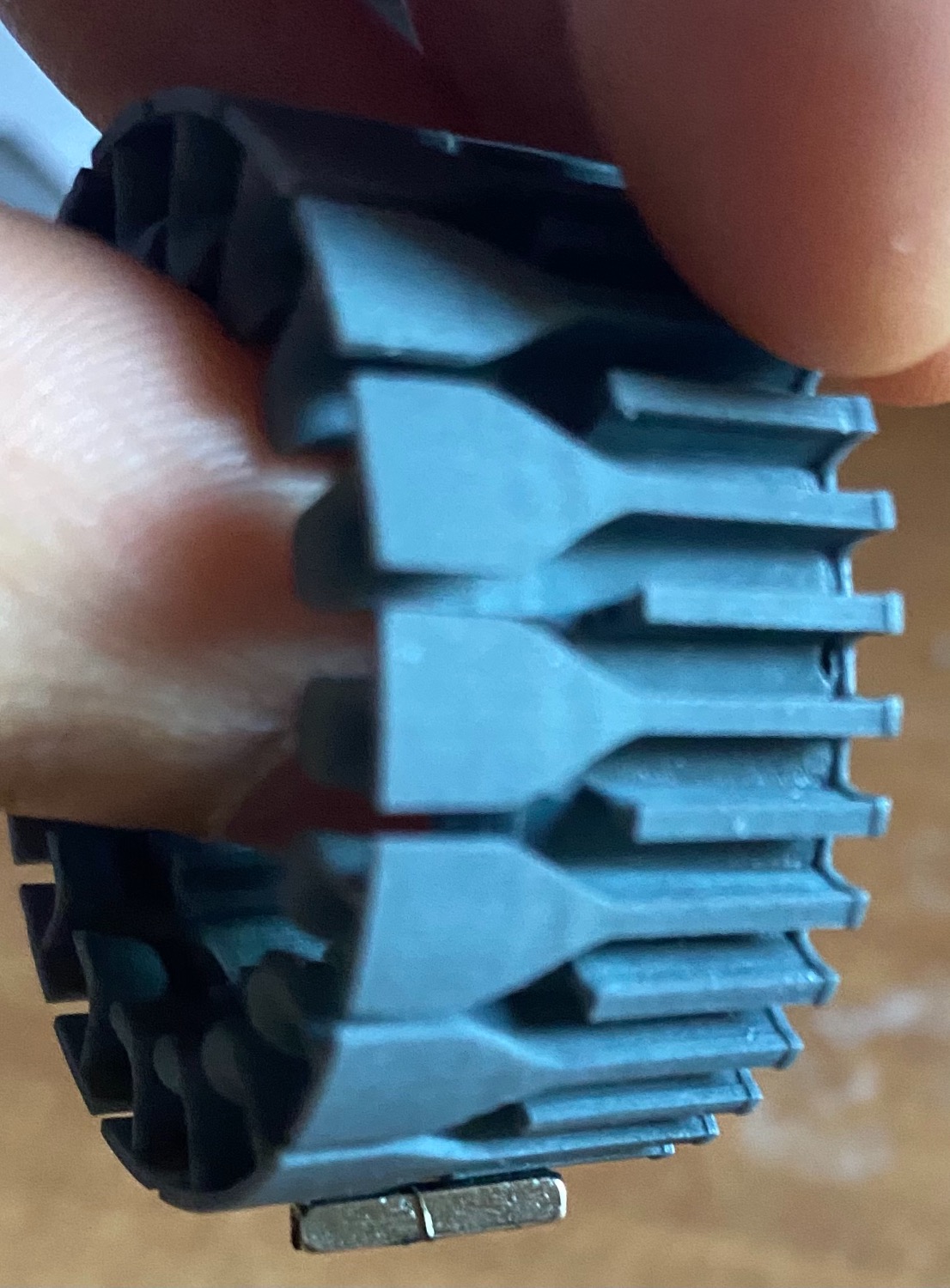
Ho effettuato l'ultimo test con percentuale del 7%, il risultato è un oggetto molto poco sensibile al magnetismo. considerando tutto il macello che comporta usare la resina direi che non è per niente pratico ne conveniente una nota positiva è il colore super figo (almeno per i miei gusti) come si puo' vedere dalla foto il piccolo magnete si attacca all'oggetto ma riesce a malapena a sostenere il proprio peso quando invece se avvicinato al ferro ha una forza notevole (ad occhio circa il 98% in piu')

-
cura engine puo' trasformare un immagine 2d (in scala di grigio) in un modello 3d adatto alla stampa 3d. non è esattamente una riproduzione in scala 1:1 ma non credo ci sia tanto di meglio in giro....
-
te la diamo pure una mano ma magari spiega meglio il problema.... è bloccato dove? come? che hai combinato?😅 come regola generale: l'estrusore tira il filo quando gli dici di farlo e lo fa' solo quando è caldo...
-
Longer lk4 slittamento
FoNzY ha risposto a Alessio Giovannini nella discussione La mia prima stampante 3D
lo avevo dato per scontato, ma hai ragione magari è Y 😅 -
Longer lk4 slittamento
FoNzY ha risposto a Alessio Giovannini nella discussione La mia prima stampante 3D
"sembra" non mi pare appropriato...c'è un evidente slittamento... non mi è chiaro perche' spostare la stampante dovrebbe risolvere il problema... il problema in questo caso per tua fortuna è macroscopico, l'asse X (quello orizzontale) ha chiaramente qualcosa di non montato bene. potrebbe essere solo la cinghia lenta, la cinghia è tesa al punto giusto? (tesa ma non troppo) per prima cosa controlla che il motore sia montato correttamente e che la puleggia del motore che fa girare la cinghia sia stretta sull'albero del motore (c'è una piccola vite laterale che la blocca). poi controlla l'altra estremita' dell'asse, anche qui dovresti trovare una puleggia, controlla che tutto sia fiassato e che scorra bene a questo punto dopo aver controllato quanto sopra puoi staccare il filo del motore di X e molto delicatamente far scorrere con le mani il carrello facendogli fare destra\sinistra diverse volte, il tutto dovrebbe scorre senza intoppi in modo fluido -
MANCATA VISUALIZZAZIONE DELL' OGGETTO SU CURA
FoNzY ha risposto a Gaido nella discussione Problemi generici o di qualità di stampa
se i layer ci sono allora poco male, cura stampa quello che vedi in prewiev probabilmente il file stl è rovinato e va riparato, importalo in 3d builder te lo dice subito se necessita di riparazione -
Flying bear ghost 4s: problema con l'asse Z e distanza dall'estrusore
FoNzY ha risposto a white_ninja nella discussione Flying Bear
non so' come sia fatto e dove sia messo su questo tipo di stampante me praticamente allenti le viti e lo sposti