qsar
-
Numero contenuti
10 -
Iscritto
-
Ultima visita
Obiettivi di qsar
")


-
Grazie @dnasini per la dritta, farò anche il test che mi hai suggerito! Ho una stampante da poco e speravo che risolvendo lo stringing risolvevo ogni problema, ma così non è 😅 Grazie mille ancora e vi aggiornerò con i risultati!
-
@FoNzYGrazie mille per i suggerimenti! Proverò a seguire tutti i passaggi che mi hai suggerito e riposterò il cubo 🙂
-
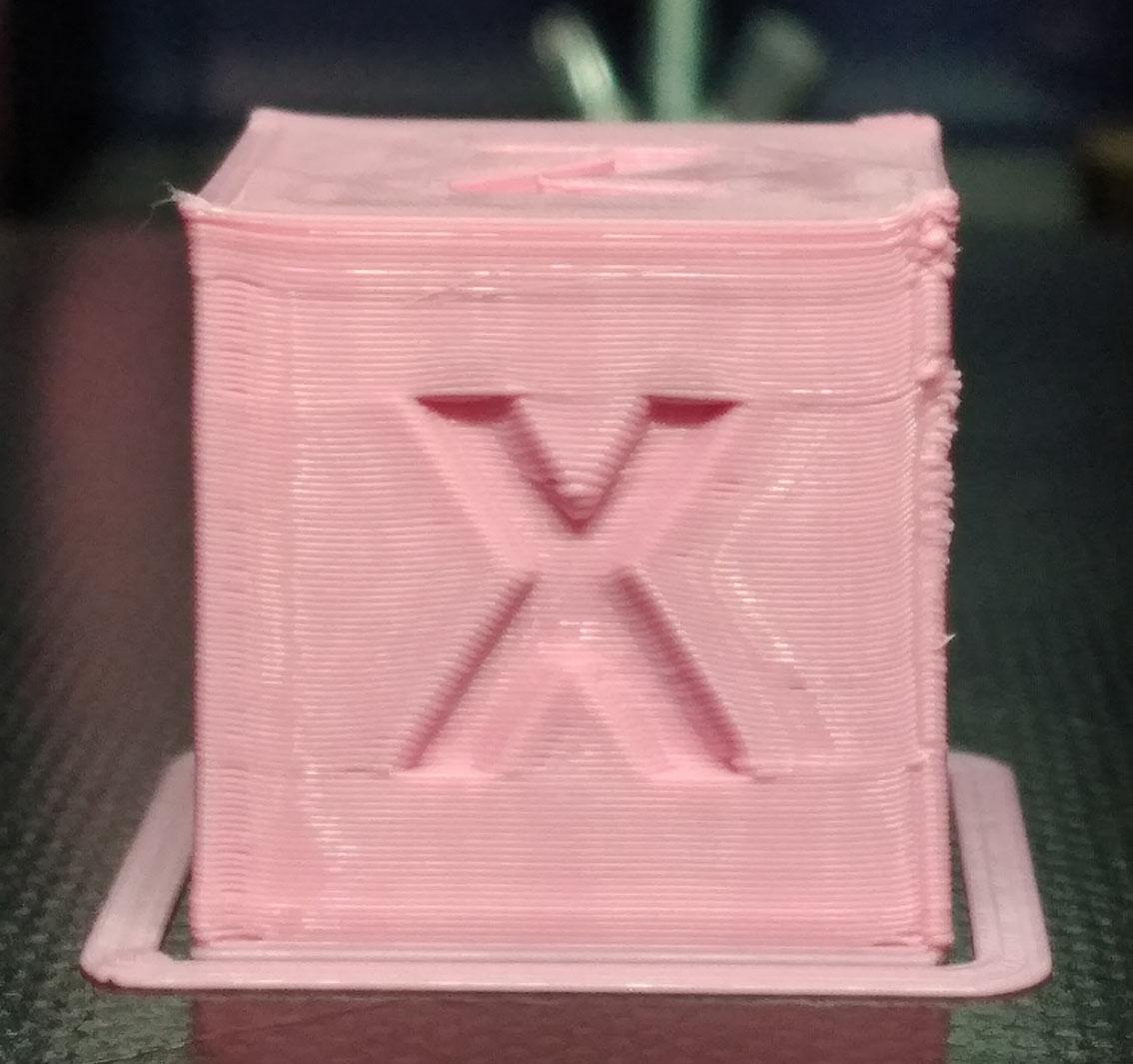
Buongiorno, dopo aver risolto assieme a voi il problema dello stringing (https://www.stampa3d-forum.it/forums/topic/14384-stringing-pla/) ho iniziato a produrre felicemente le mie prime stampe 3D senza filamenti a destra e manca. Eliminando il fattore stringing, le mie stampe continuavano ad avere altri problemi e quindi ho iniziato a stampare dei cubi di calibrazione come test. Allego uno dei test fatti e si può notare che i layers sono molto vistosi e privi di uniformità ed inoltre ci sono dei rialzi agli angoli. La mia anycubic 4maxpro2 monta un estrusore direct e questi sono i parametri principali di stampa (Cura) che ho usato nel test in allegato: Testr/letto: 200/60°C, print/travel speed: 40/150mms, retraction: 3mm/30mms, fan speed:10°C (che mi ha risolto lo stringing), layer height/initial layer height:0.2/0.3, line width:0.4. Gli altri parametri sono quelli di default. Grazie ancora per l'attenzione 🙂 Non sono riuscito a trovare un post analogo sul forum e mi scuso qualora l'argomento fosse già stato affrontato

-

Come migliorare l'uniformità del il primo layer
qsar ha risposto a brucom nella discussione Problemi generici o di qualità di stampa
In Cura c'è anche L'infill overlap percentage come descritto qui https://support.ultimaker.com/hc/en-us/articles/360012607079-Infill-settings Dovrebbe minimizzare gli spazi tra l'infill e la parete, qualora ci fossero dei buchi. Purtroppo non c'ho mai giocato avendo anche io una stampante da poco tempo. Ma prova anche a dare un'occhiata al link che ti ho riportato sopra che spiega alcuni settaggi di cura. Ovviamente segui soprattutto i consigli dei più esperti del forum 😉 In quel link viene spiegato anche la skin overlap proposta da @eaman -
Sono riuscito a risolvere il problema dello stringing sulla mia MaxPro2 e PLA Eolas (azzurro). Testr e Tletto: 195°/60°, retrazione 3mm/30mms, velocità stampa a 40mms e travel a 150mms, ventole al 10%. In questo modo riesco a stampare i coni che si usano per i test dello stringing, distanziati 1cm, senza nemmeno un filino di plastica tra loro. Vi sembra ragionevole un profilo del genere?? solo abbassando al minimo le ventole ho ottenuto miglioramenti. Grazie ancora! Ps. per trovare i parametri migliori della retrazione ho trovato un tool http://retractioncalibration.com/ che permette di testare simultaneamente distanza e velocità di retrazione, definendo T estrusione e letto. L'ho trovato utilissimo. Non so @xmarco69 se puo' essere utile anche a te. Buona serata a tutti!
-
Ho abbassato la temperatura a 190° (i precedenti test li facevo a 195°) ed ho impostato 3.5/60mms per la retrazione ma purtroppo non noto alcuna differenza tra il nuovo ed i vecchi test. Lo sviluppo dei fili è nettamente identica. Abbasserò ulteriormente la temperatura di qualche grado senza usare il coperchio superiore della stampante e vedo che succede (la mega pro2 è una stampante chiusa).. non so più che pesci prendere
-
Grazie a tutti per i suggerimenti, vi aggiornerò sui risultati! 🙂Ho quasi consumato 250g di bobina solo per i test ..
-
Ciao muffo, l'estrusore è direct Piccolo aggiornamento: dal test della retrazione in cui ho mantenuto fissa la distanza di retrazione a 5mm e cambiando la velocità di retrazione, sembra che la velocità ottimale sia intorno ai 50-60mm/s. Ho quindi fatto un secondo test fissando la velocità di retrazione a 60mm/s e spostando la distanza di retrazione da 2 a 10mm con step di 2. A vista sembra che i parametri ottimali siano 6-7mm e 60mm/s come parametri di retrazione. Devo ancora testarli.. sperando che vadano bene per un estrusore direct. Inoltre sto lavorando con un travel speed di 150mm/s e print speed a 45
-
Ciao a tutti, scrivo perchè non riesco a risolvere un problema di stringing con pla (in particolare sto usando quelli della eolas). Dopo vai test con le temp towers, ho trovato come temperature ottimali 195°C come temperatura d'estrusione e 50° per il letto. Sto stampando ad una velocità di 45mm/s con le ventole al 100% dal secondo layer. Ho poi iniziato a giocare con le distanze di retrazione, velocità di retrazione.. provando anche ad abbassare la velocità di stampa ed alzare la travel speed. Ma non riesco a venirne a capo e continuo ad avere stringing tra i coni che si usano per fare i test (https://www.thingiverse.com/thing:2958900). Ho provato anche ad attivare il coasting senza vedere miglioramenti e la Zhop che ha peggiorato la situazione. I fili che si formano sono sottilissimi e comunque si sviluppano solo nella parte più bassa dei coni e poi spariscono del tutto. Ho una anycubic 4maxpro2 e cura come slicer. Sono un neofita, stampo da 2 settimane e questa è la mia prima stampante 3d e mi rivolgo a tutti voi per avere qualche dritta 🙂 Proprio ora sto facendo un test retrazione impostando 5mm come distanza fissa e spostando la velocità di retrazione da 30 a 70 con passi da 10mm/s... ma dopo tutti i test che ho fatto non sono poi così fiducioso mi chiedevo anche se qualcuno di voi ha già usato questi filamenti e potrebbe propormi un profilo adatto, grazie ancora
-
Labists ET4. Prime stampe col PLA (miglioramenti)
qsar ha risposto a Paoloj nella discussione Problemi generici o di qualità di stampa
Ciao, sei riuscito ad ottimizzare i parametri con il pla di eolas?