lever63
-
Numero contenuti
386 -
Iscritto
-
Ultima visita
-
Giorni Vinti
2
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di lever63
-
Le logiche commerciali a volte sono controintuitive, magari mantenere in piedi più linee di produzione e di assistenza costa molto di più del guadagno di vendere a sconto macchine vecchie. Tieni conto che la prima versione della plus 3 è stata ritirata da Qidi per palesi problemi di progettazione. Se ho letto bene hanno restituito il pagato ai clienti
-
se prevedi di aver bisogno di un piatto da 330X330 la max, altrimenti la plus che ha comunque un piatto dignitoso e rispetto alla max non ha il filtro dell'aria, ma costa decisamente di meno (con il coupon del 5% sta sui 570€). sul secondo estrusore non sono un esperto, se si può fare credo sia necessario violentare abbastanza l'elettronica e soprattutto la meccanica
-

Simplify3d vale la pena l'acquisto
lever63 ha risposto a Gianlux nella discussione Software di slicing, firmware e GCode
secondo me non vale il prezzo, quelli gratuiti che ti hanno citato sono tutti validi (non conosco Ideamaker); ho solo notato che qualche volta che i diversi slicer producono risultati diversi a partire dallo stesso STL, e ci sono stati alcuni casi in cui l'unico a generare un gcode corretto era proprio S3D. principalmente uso Prusa e Cura, da poco anche Orca (che però sta diventando il mio preferito); tra i primi due (sono quelli che conosco meglio) trovo più affidabile cura; valutazione completamente soggettiva ovviamente -
Velocità stampante reale o fittizzia
lever63 ha risposto a Ziopios nella discussione Problemi generici o di qualità di stampa
le velocità e le accelerazioni dichiarate sono quelle che la macchina può (forse) raggiungere, hanno uno scopo di marketing ma danno comunque una indicazione sulle potenzialità della macchina; in generale la velocità dichiarata è raggiunta durante gli spostamenti e non durante la stampa, inoltre per arrivare alla velocità dichiarata, ci deve essere un tratto di stampa rettilineo che permetta accelerazione e decelerazione, se il pezzo ha tanti angoli la velocità sarà comunque inferiore. anche le stampanti che dichiarano i 600mm/s in realtà stampano a circa la metà della velocità, sempre che il modello permetta le accelerazioni/decelerazioni necessarie. consiglio personale, se le tue stampe ti soddisfano a 60 mm/s tienile così (a meno che non ti piaccia smanettare per fare tuning sulla stampante); puoi provare a guadagnare qualcosina, considera che passare da 60 a 70 mm/s ti fa risparmiare in teoria il 15% del tempo, in pratica molto meno. -
Cura - Slicing tolerance
lever63 ha risposto a lever63 nella discussione Software di slicing, firmware e GCode
segnalato, c'erano alcuni workaround suggeriti, ruotare il pezzo o spostarlo dal centro; ho provato a spostarlo e ha funzionato, ora provo a stamparlo -
Cura - Slicing tolerance
lever63 ha risposto a lever63 nella discussione Software di slicing, firmware e GCode
si si infatti la tolleranza l'ho impostata in Fusion con un parametro, perchè volevo vedere fino a dove potevo spingermi con la stampante; il parametro in effetti serve a garantire una maggior coerenza tra le dimensioni del disegno e la stampa soprattutto dei perimetri per gli incastri, solo che sotto una certa distanza tra i pezzi va in errore... appena ho tempo segnalo il bug! -
Cura - Slicing tolerance
lever63 ha pubblicato una discussione in Software di slicing, firmware e GCode
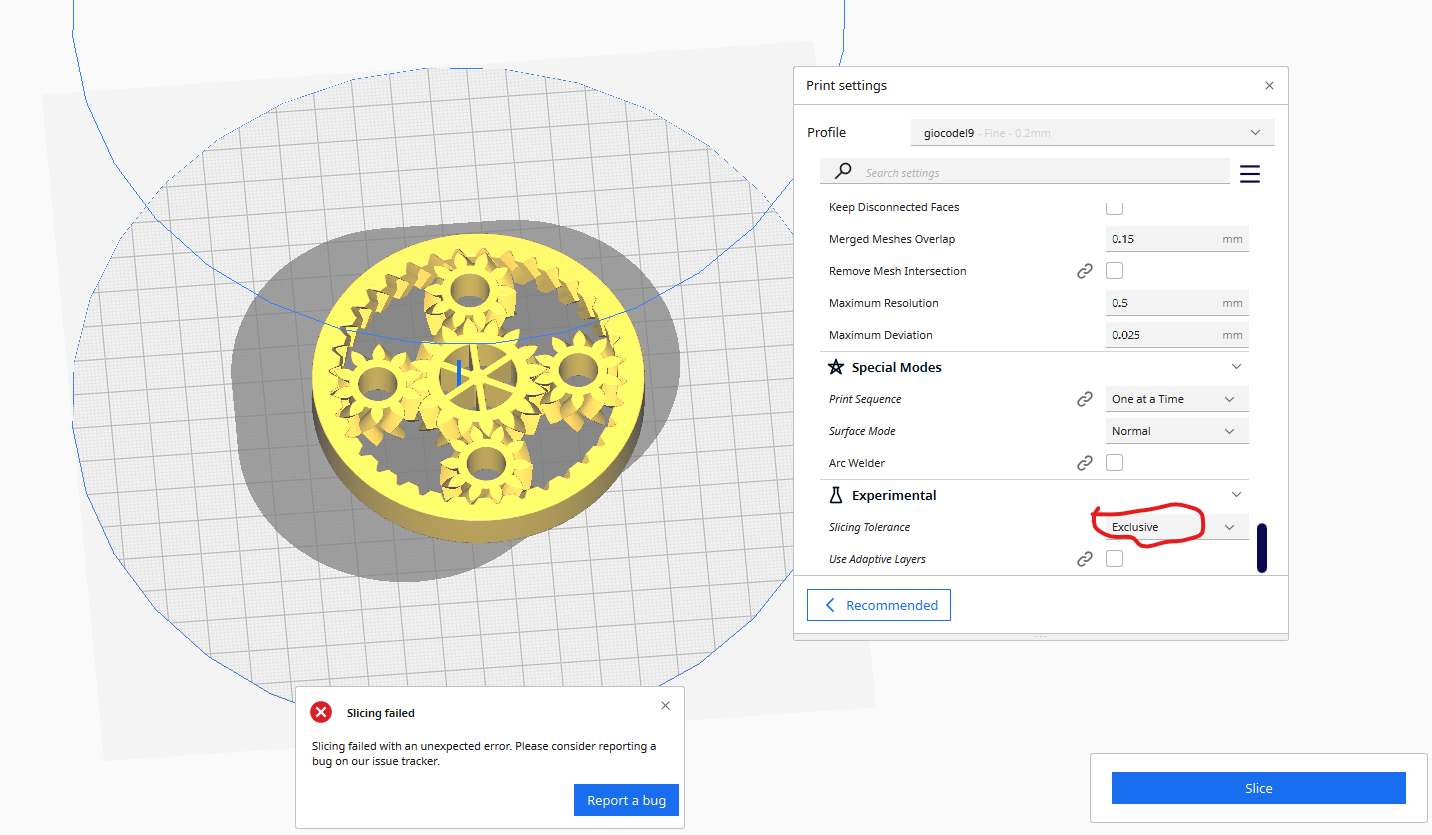
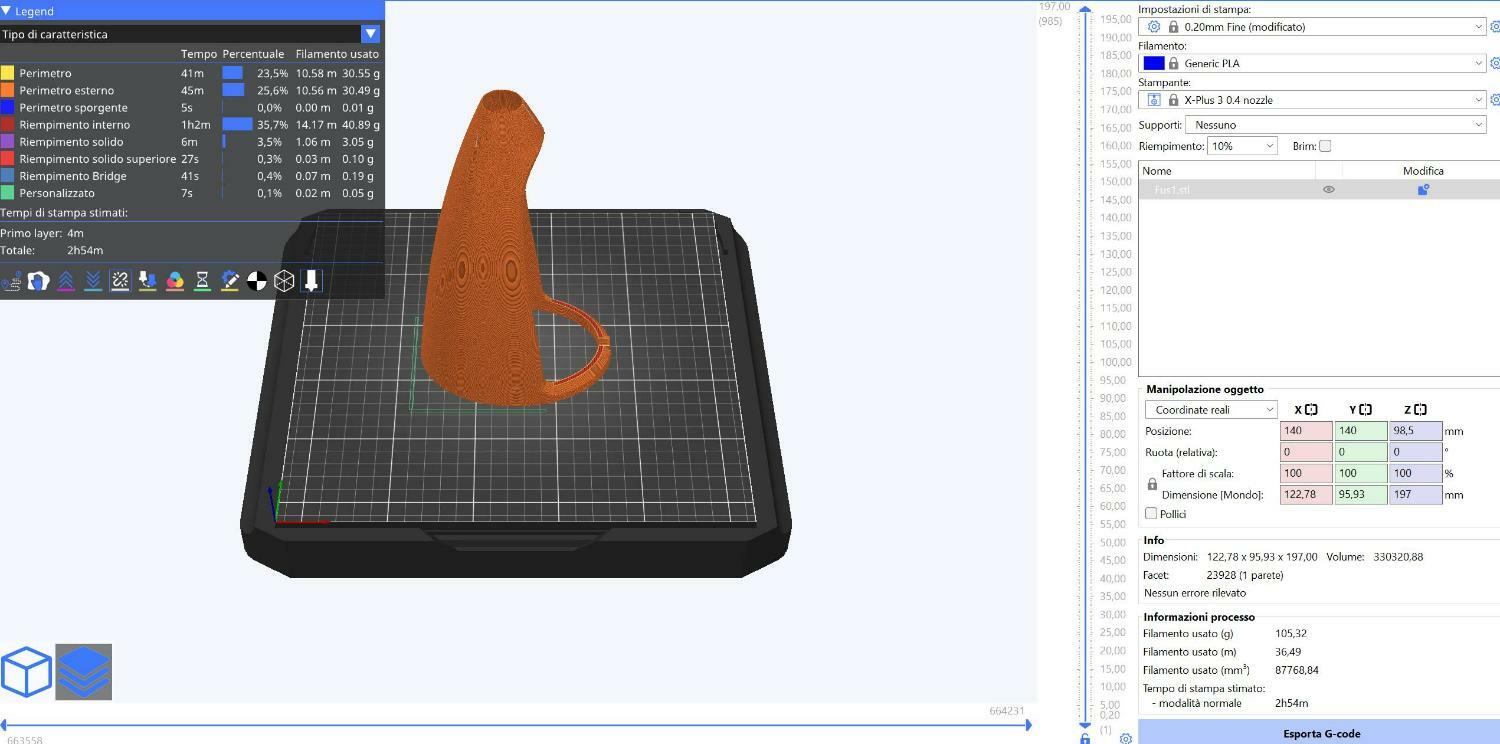
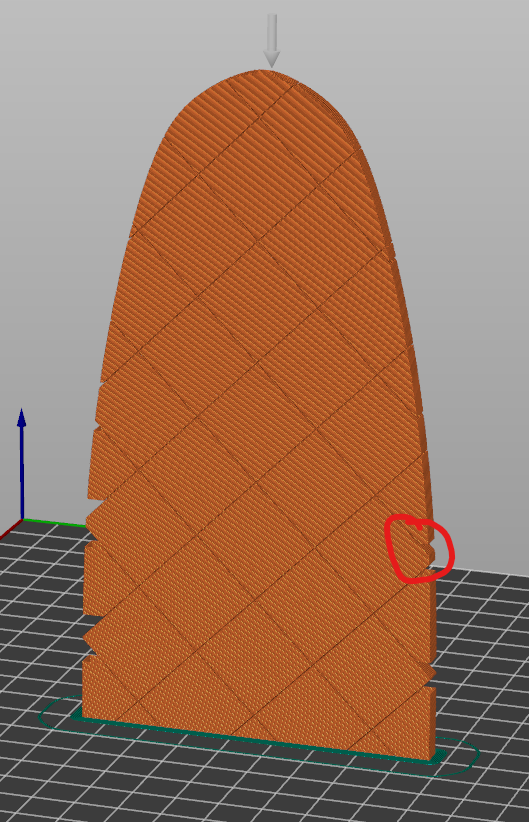
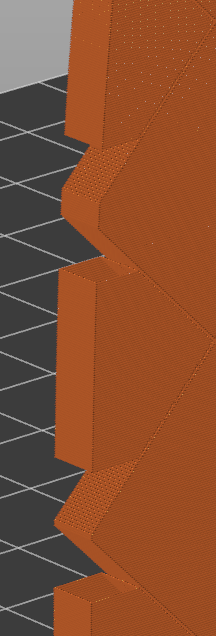
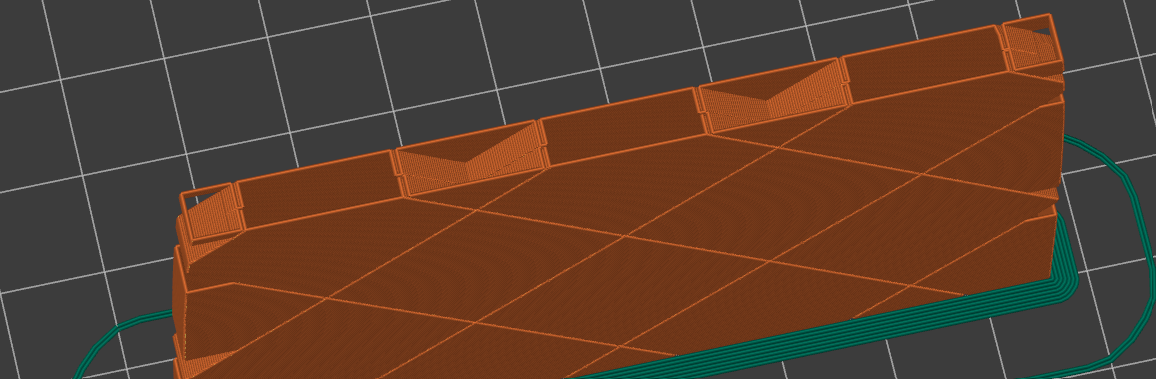
Per fare un po' di esperienza su Fusion ho disegnato questo fidget e ho provato a stamparlo riducendo gradualmente le tolleranze; quando ho provato a fare lo slicing con cura 5.5 dell'ultimo tentativo mi ha dato l'errore che vedete nel prinstcreen; dopo diverse prove ho scoperto che dipende dal parametro slicing tolerance, se impostato in exclusive (come serve a me e come ha funzionato perfettamente per le altre prove) va in errore, su Middle invece funziona ma la stampa non si separa correttamente; qualcuno ne sa qualcosa in più? N
-
Confronto PrusaSlicer vs Simplify3D
lever63 ha risposto a ClaudioFollo nella discussione Software di slicing, firmware e GCode
mi sono accorto che la differenza di qualità di stampa spesso dipende più dallo slicer che dalla stampante; alcuni pezzi sono riuscito a stamparli correttamente solo con S3D, che però conosco pochissimo. Uso regolarmente Cura e Prusa Slicer; Prusa ha una interfaccia più ordinata ma ultimamente mi ha dato molti problemi di qualità su alcune parti che invece con Cura sono venute benissimo. -
Costruzione server octoprint
lever63 ha risposto a mikeeeeee nella discussione Software di slicing, firmware e GCode
io ho installato octoprint su un vecchio PC con UBUNTU -
Si Aurora tech e' uno dei canali che seguo, le recensioni sono abbastanza equilibrate. Ha recensito anche la max, che dovrebbe essere molto simile alla plus come caratteristiche. Cercherò di farmela piacere, tanto la metterò in una stanza di fianco al garage che mi fa da laboratorio (e un po' magazzino)
-
Grazie @eaman per la dettagliata analisi, probabilmente andrò sulla qidi, non sono uno smanettone ma preferisco un ecosistema meno vincolante. Togliessero i paraurti di plastica bianca e nera sarebbe meglio, ma tant'é Intanto sono riuscito a scovare qualche altra informazione sulla velocità effettiva, che dovrebbe essere da 2 a 4 volte superiore. Conferma un po' la mia prova empirica, ma a meno di non provare direttamente credo mi accontenterò di questi dati
-
grazie per le dritte, in effetti il flow è simile per tutte e 4, va dai 32 ai 35 mm3/s; vista la spesa non indifferente cerco di recuperare ancora qualche informazione, per adesso condivido la tua classifica soprattutto perchè la Qidi sembra meno "closed" (bambu e creality devi praticamente usare il loro cloud); stanza riscaldata, nozzle per le alte temperature e essiccatore (anche se passivo) sono un plus, manca la videocamera ma ho visto che si può aggiungere. resta l'outsider flashforge, qualche limite (piatto più piccolo delle altre) ma caratteristiche e prezzo interessanti. Magari il black friday mi aiuterà a decidere!
-
è quello che stavo cercando di capire, purtroppo le recensioni non aiutano
-
questo non lo sapevo; sia Prusa che Cura sono abbastanza precisi (+/+ 10% a occhio), credevo che lo slicer proprietario di QIDI fosse ottimizzato anche per la previsione dei tempi. Peccato, speravo fosse una prova non precisa ma indicativa
-
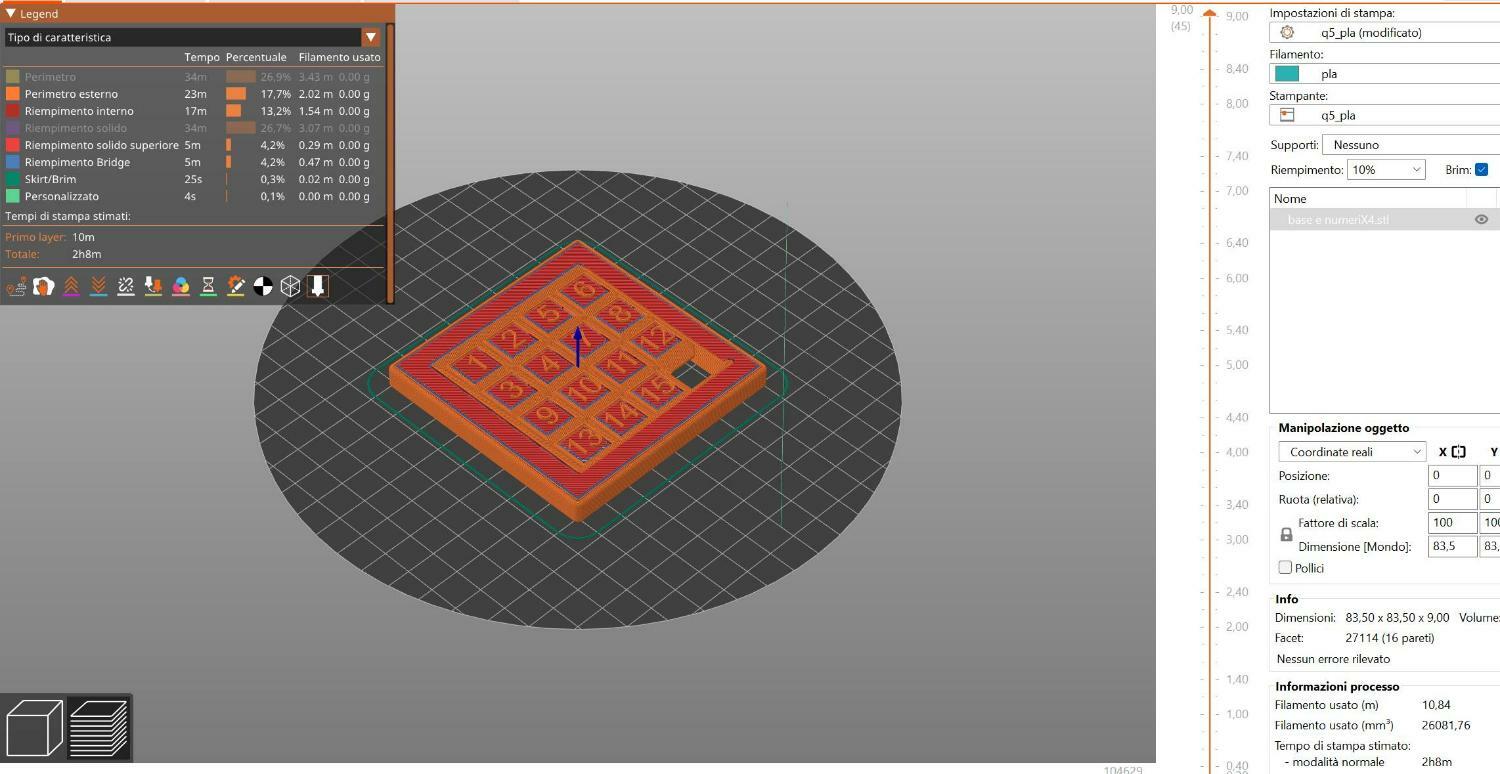
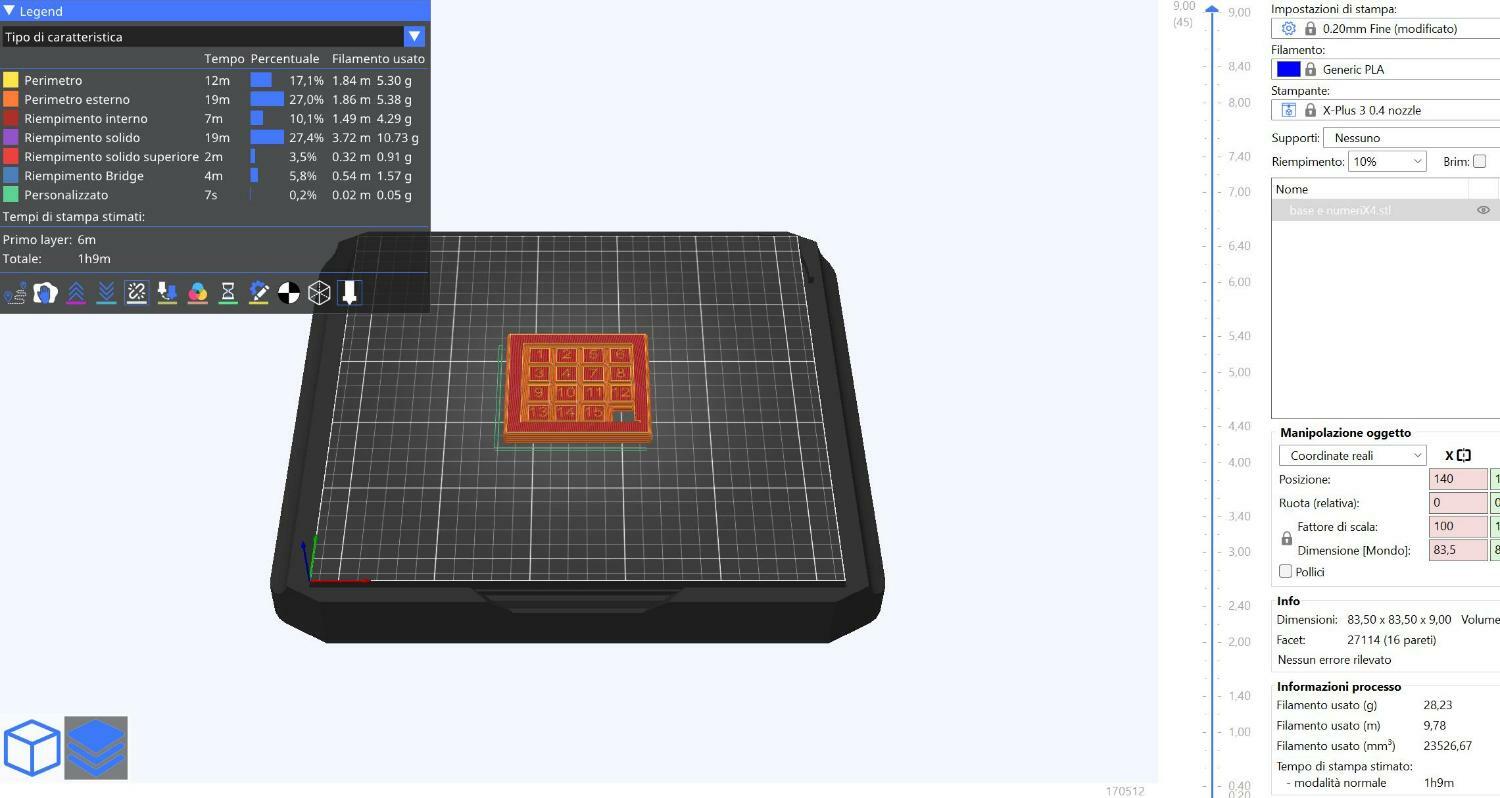
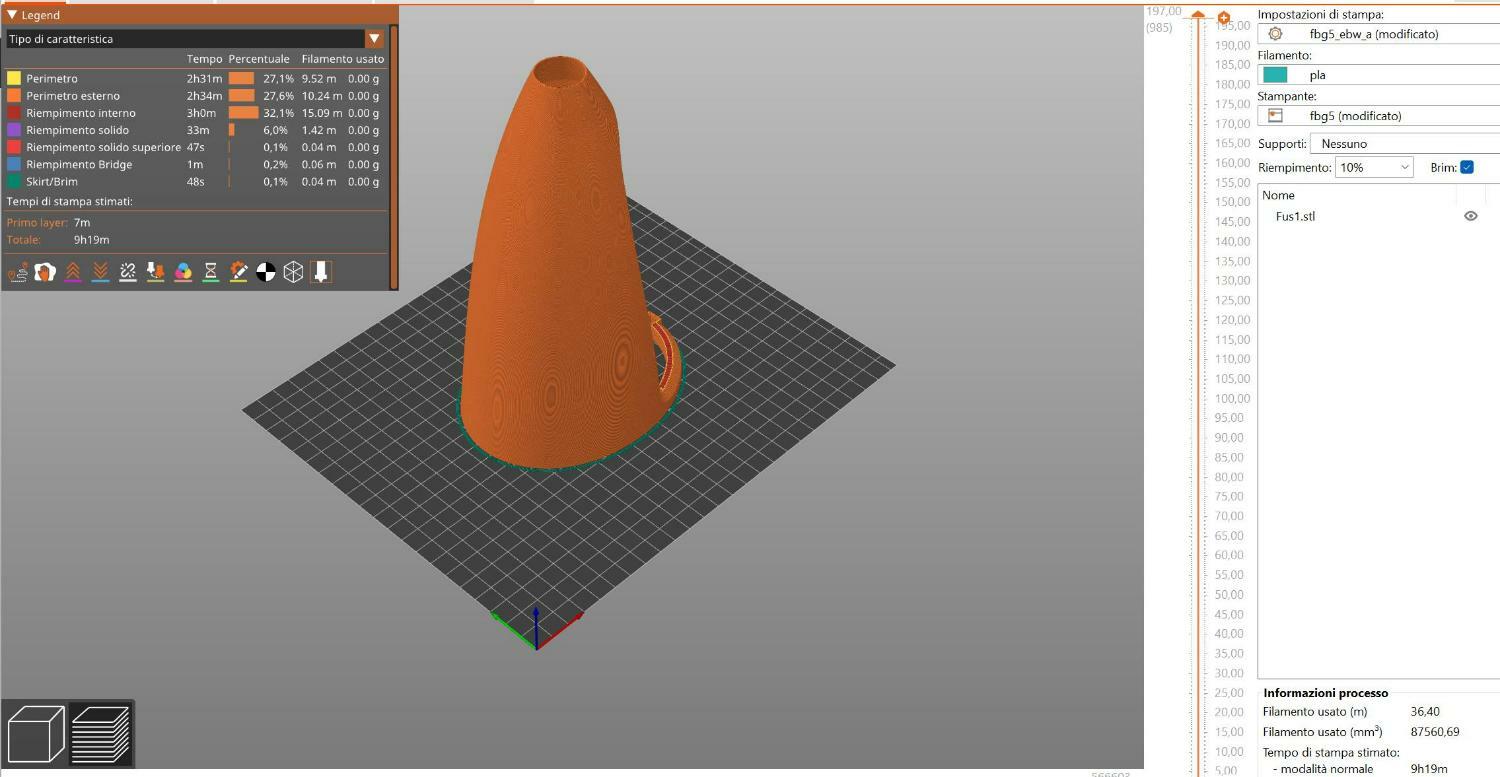
la flashforge è già diminuita a 555€, sulla carta promette bene ma è appena uscita; la QIDI sembra anche a me la più consistente, anche se la differenza di prezzo è dovuta alla possibilità di stampare materiali tecnici, che io uso poco (per adesso). A parte il prezzo più alto, esteticamente è orribile... ma non è un parametro di scelta. dalle varie recensioni non si capisce bene quale sia la velocità utilizzabile, così ho fatto una prova: ho scaricato lo slicer della QIDI (prusa modificato) e ho provato a preparare il gcode dello stesso pezzo con i profili predefiniti di Qidi e con i miei, pareggiando riempimento e perimetri su un paio di pezzi; sul pezzo più grande la differenza è circa 1:3, su quello più piccolo 1:2 (ovviamente i risultati sono solo teorici); è un buon miglioramento, leggermente inferiore a quanto mi attendevo EDIT: ho provato a confrontare un pezzo molto grande con pareti lunghe, in questo caso il rapporto è effettivamente 1:4, comincia ad essere interessante; in vase mode torna ad essere in 1:2, buono ma...
-
Aggiungo alla lista la flashforge adventurer 5pro, stesse caratteristiche di targa delle altre, piatto standard, clipper non modificato camera chiusa ma non riscaldata Il driver principale per scegliere e' sempre capire a quale velocità si mantiene una qualità accettabile nel tempo, poi si possono valutare gli ammennicoli come la presenza della camera l'autolivellamento il nozzle per filamenti tecnici Per alcuni versi sta scavalcando la qidi nella mia personale classifica Qualcuno conosce le flashforge? Sono buone come costruzione?
-
si si 600mm/s sono solo luccicanti,mi accontenterei di 250/300 mm/s, ridurrei i tempi di stampa a 1/5 circa. sia la FBG5 che la Q5 sono "lisce" (a parte il capricorn), non sono uno smanettone; magari il FW della FBG5 lo vado a vedere, ha una buona meccanica ma senza accellerometro e input shaper/resonance compensation non credo possa avere un miglioramento così drastico
-
da quando ho cominciato a stampare in 3d l'evoluzione maggiore che ho notato (probabilmente perchè è quella che mi interessa di più) e l'aumento drastico delle velocità di stampa; la mia FBG5 stampa bene, ma a 50/60 mm/s, la Q5 un po' più veloce ma di poco. Al netto di decidere ancora quale sostituire, mi sta venendo la scimmia di fare un upgrade e passare ad una stampante veloce, possibilmente coreXY. nella fascia di prezzo che ho ipotizzato ho tre opzioni, tutte hanno alta velocità e un piano di stampa più che adeguato alle mie necessità: - Bambu LAB P1S (767€) - Creality K1 (539€-559€) - QIDI tech plus 3 (699€) mi sto guardando un sacco di recensioni, ma vanno prese sempre con le pinze; il primo dubbio vale per tutte e 3: sono tutte a 600mm/s (un po' meno la Bambu); so che sono velocità teoriche, su tutte infatti dichiarano velocità utilizzabili tra i 250/300 mm/sm che comunque sarebbe sempre 5 o 6 volte più veloce. Sono velocità che garantiscono una qualità accettabile? poi qualche dubbio sulle singole, sia per la qualità/velocità effettive, ma anche per qualche caratteristica secondaria (schermo, connettività, autoleveling etc) Bambu - è così efficiente solo con i filamenti proprietari? la politica dell'ecosistema chiuso (stile apple) è efficiente ma mi piace poco. Lo schermo è veramente basic; non so se il settaggio di Z sia automatico o manuale creality - ha le dimensioni del piano di stampa standard ma mi dovrebbe bastare; non so però se monta clipper o se ha un firmware proprietario; credo che il setup di Z sia automatico - prezzo molto aggressivo, può significare una minore qualità generale? qidi tech - decisamente ingombrante - viene fornito un secondo uggello per materiali ad alte temperature - la sezione connettività è molto basic, simile a quella della FBG5 con modulo MKS di cura, ingombrante e con il settaggio di Z manuale (solito foglio di carta/spessimetro) prima di fare il livellamento se qualcuno di voi ha queste stampanti mi può dare qualche dritta? PS: stampo prevalentemente PLA, PLALW e PETG, ma ogni tanto avrei bisogno di materiali meccanicamente più resistenti e/o più resistenti alle alte temperature (100°-120° max)
-
Consigli per stampare PETG
lever63 ha risposto a dnasini nella discussione Problemi generici o di qualità di stampa
stampo PETG su PEI con la Q5 e direttamente sul piatto della FBG5, generalmente pezzi piccoli o medi; non ho mai avuto il problema della troppa adesione, però per il primo strato alzo un po' lo Z per non schiacciarlo troppo -
Prusa slicer 2.6.1 una interessante novità
lever63 ha pubblicato una discussione in Notizie sulla stampa 3D
Avevo già apprezzato prusa slicer per la funzione di divisione dei pezzi, questa mi sembra un'altra funzione interessante, qualcuno l'ha già provata?-
- 1
-

-
nel lontano giugno 2022 avevo segnalato (credo per primo) la bambu lab, che aveva dei dati di targa decisamente interessanti; direi che ha mantenuto le promesse! La magneto X promette di fare un altro passo in avanti, come tecnologia e velocità; chissà se sarà la nuova banbu lab? https://peopoly.net/products/magneto-x
-
Consigli per iniziare con la stampante 3d
lever63 ha risposto a Rob93R nella discussione La mia prima stampante 3D
nella mia piccola esperienza ho notato che la differenza principale tra le stampanti da hobbisti non è tanto la qualità di stampa che si raggiunge con un po' di esperienza, ma la resilienza della stampante; ho una ormai vecchia FBG5, che rispetto a quelle attuali è molto lenta, ma a parte il cambio dei consumabili (finora 1ptfe e 2 nozzle) ha ormai tantissime ore di stampa e non mi ha mai dato problemi, non è neanche mai stato necessario ri-livellare il piatto. può stare spenta un paio di settimane, poi ci metto il filamento, lancio la stampa e fine; per contro la Q5, pur stampando anche lei bene, ogni tanto sballa qualche stampa, niente di grave ma una seccatura. é però una caratteristica che non emerge dalle recensioni, ma si scopre dopo un po' di tempo. -
PETG - Heating failed. Dove sbaglio?
lever63 ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
ogni stampante è un po' diversa (o meglio i sensori non sono così uguali e precisi); prova una temp tower con un intervallo più basso (per es. 210-235), se vedi che stampa bene e i layer sono ben attaccati non hai bisogno di salire di temperatura PS: io il petg lo stampo tra i 215 e i 220 sia sulla FBG5 che sulla Q5 -
differenze tra slicer
lever63 ha risposto a lever63 nella discussione Software di slicing, firmware e GCode
si anche io ho avuto un problema con un pezzo per cui nè cura nè prusa riuscivano a generare il gcode corretto, alla fine me lo sono fatto fare da un amico con simplify. in sintesi, l'unica soluzione è familiarizzare con almeno un paio di slicer così da avere sempre un "piano B" -
differenze tra slicer
lever63 ha pubblicato una discussione in Software di slicing, firmware e GCode
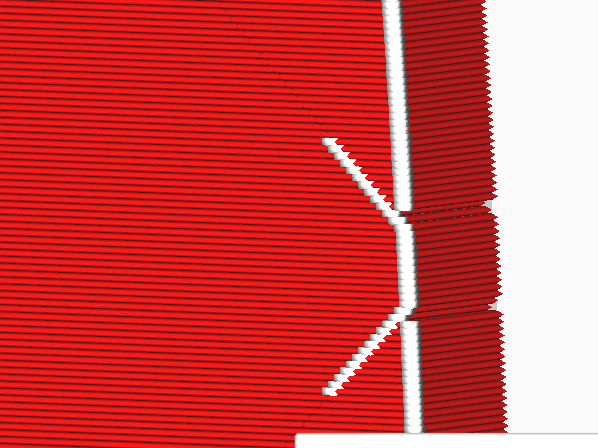
ciao a tutti, ho disegnato un particolare con fusion360, in modo che possa essere stampato senza retrazione; però quando preparo il gcode con prusa e con cura ottengo risultati diversi, in particolare prusa sembra avere problemi. Per prusa ho usato il vase mode, per cura l'equivalente surface. in entrambi i casi la stampa viene perfetta, veloce e senza retrazione, ma quella di prusa ha quei vuoti che ho evidenziato; vi allego lo slicing di prusa e quello di cura; a qualcuno di voi è già capitato? cosa posso correggere in prusa?