lever63
-
Numero contenuti
386 -
Iscritto
-
Ultima visita
-
Giorni Vinti
2
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di lever63
-

La stampa si stacca dal letto a stampa avanzata
lever63 ha risposto a Carlo Di Paolo nella discussione Problemi generici o di qualità di stampa
forse non sarò in grado di aiutarti, ma sicuramente serve qualche informazione in più, almeno la temperatura di stampa e la temperatura a cui tenevi il piatto, se hai usato il brim o no e il tipo di piatto che monta la stampante; tirando a indovinare, se si stacca dopo 4 cm potrebbe essere la temperatura del piatto troppo bassa o la pulizia con l'alcool che potrebbe non avergli fatto troppo bene -
dovresti cambiare il titolo del post! comunque tutto è bene ciò che finisce bene (a me han mandato solo la scheda ma mi accontento😁)
-
PLA - riciclaggio, dove buttare la PLA nella raccolta differenziata?
lever63 ha risposto a federico77 nella discussione Materiali di stampa
fino ad ora ho gettato nella plastica, ne mio comune la raccolta è "plastica e metalli"; però mi fate venire il dubbio, seguo con interesse qualche tempo fa avevo visto questo video sulla compostabilità: -
Sondaggio - Quale stampante 3D possiedi?
lever63 ha risposto a Alessandro Tassinari nella discussione La mia prima stampante 3D
fbg5 un po' ammaccata flsun Q5 -
chiudo anche questo post che era un po' un doppione; la scheda che mi hanno mandato era OK, così come il firmware; su suggerimento dell'assistenza di Banggood (a cui non credevo molto ma tanto valeva provare) ho usato una sd nuova e ha funzionato, FBG5 è di nuovo tra noi!
-
grazie @Spugno, stavo già per scaricarlo, poi mi è arrivata la risposta da banggood, dove banalmente mi suggerivano di usare una SD diversa; senza crederci troppo ne ho formattata un'altra e ho provato e, diavolo di cinesi, ha funzionato!
-
si si lette, il firmware l'ho ottenuto dal fornitore ed è identico a quello indicato nel post per la mia scheda; ora aspetto ancora una risposta da Banggood, non sono velocissimi ma normalmente rispondono... spero di riuscire a far funzionare la scheda nuova che mi hanno mandato. se dovessi cambiare scheda e installare Marlin non saprei proprio come cominciare, anche sul sito di Marlin ho trovato gli esempi di configurazione per millemila stampanti ma niente per la FBG5.
-
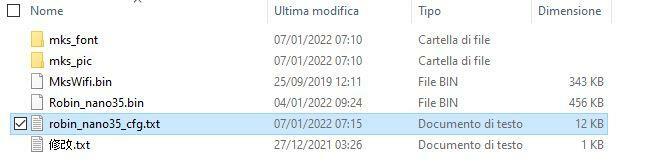
ciao @FoNzY, grazie del passaggio direi di no, a parte il cfg sono file .bin vedo due difficoltà: - non so se si possa fare sulla scheda che sembra una versione dedicata a FB (mks 1.3), ma nel caso posso pensare di acquistare una nuova scheda - non ho assolutamente idea di cosa comporti compilare il FW marlin per una stampante... magari non è oltre le mie possibilità ma sicuramente oltre le mie conoscenze, solo non vorrei trasformare scheda e stampante in soprammobili ora farò qualche giro per informarmi, ma se avete qualche suggerimento è il benvenuto (magari c'è già qualcuno che ha una versione adatta alla FBG5!)

-
ciao a tutti, la mia fbg5 è ferma da un paio di mesi per un problema alla scheda madre; l'assistenza Banghood prima mi ha fatto installare l'aggiornamento firmware ufficiale, e poicè non ha risolto il problema mi ha mandato una nuova scheda identica alla prima (mks 1.3), su cui era installato un firmware generico non adatto alla fbg5; ho provato a installare il firmware che mi avevamo dato (la nuova scheda era identica alla precedente) ma come unico risultato le icone sono rimaste le stesse e sono scomparse le scritte. ora ho una fbg5 ferma, una scheda mks 1.3 nuova qualcuno riesce a darmi una mano per ripristinare la stampante? c'è modo di installare il firmware sulla scheda che ho? oppure, anche cambiando scheda, quale dovrei prendere e quale firmware installare per la fbg5? scusate se sono domande poco precise o banali, ma ho paura che l'assistenza oltre alla sostituzione della scheda non vada, e comunque vorrei resuscitare la mia stampante PS: ho aperto questo nuovo post come "coda" di uno precedente per isolare meglio la richiesta
-
Flying Bear Ghost 5 - Err3
lever63 ha risposto a Nikymat nella discussione Problemi generici o di qualità di stampa
ma il piatto era caldo? hai controllato che non si sia allentato qualche cavo, magari uno spinotto smosso dalle vibrazioni? se i cavi sono a posto e il piatto scalda probabilmente non legge correttamente la temperatura (ma a questo punto dovrebbe continuare a scaldare il piatto oltre il limite impostato, potenzialmente pericoloso); se invece il piatto non scalda il lettore è OK ma non il piatto. Oppure, ma non te lo auguro, potrebbe essere un problema di scheda madre. -
anche io ho fatto tutta la trafila per la scheda madre della FBG5, scritto, mandato foto, mandato il video; per le riparazioni non sono efficienti come Amazon, ma alla fine dopo aver aspettato qualche settimana mi hanno spedito una nuova scheda. per il "lieto fine" però devo ancora aspettare, perchè la scheda non ha il firmware per la ghost, e pur essendo identica a quella precedente non sono riuscito a installare quello originale... comunque la buona notizia è che, anche se con tempi non rapidissimi, il ricambio dovrebbero mandartelo
-
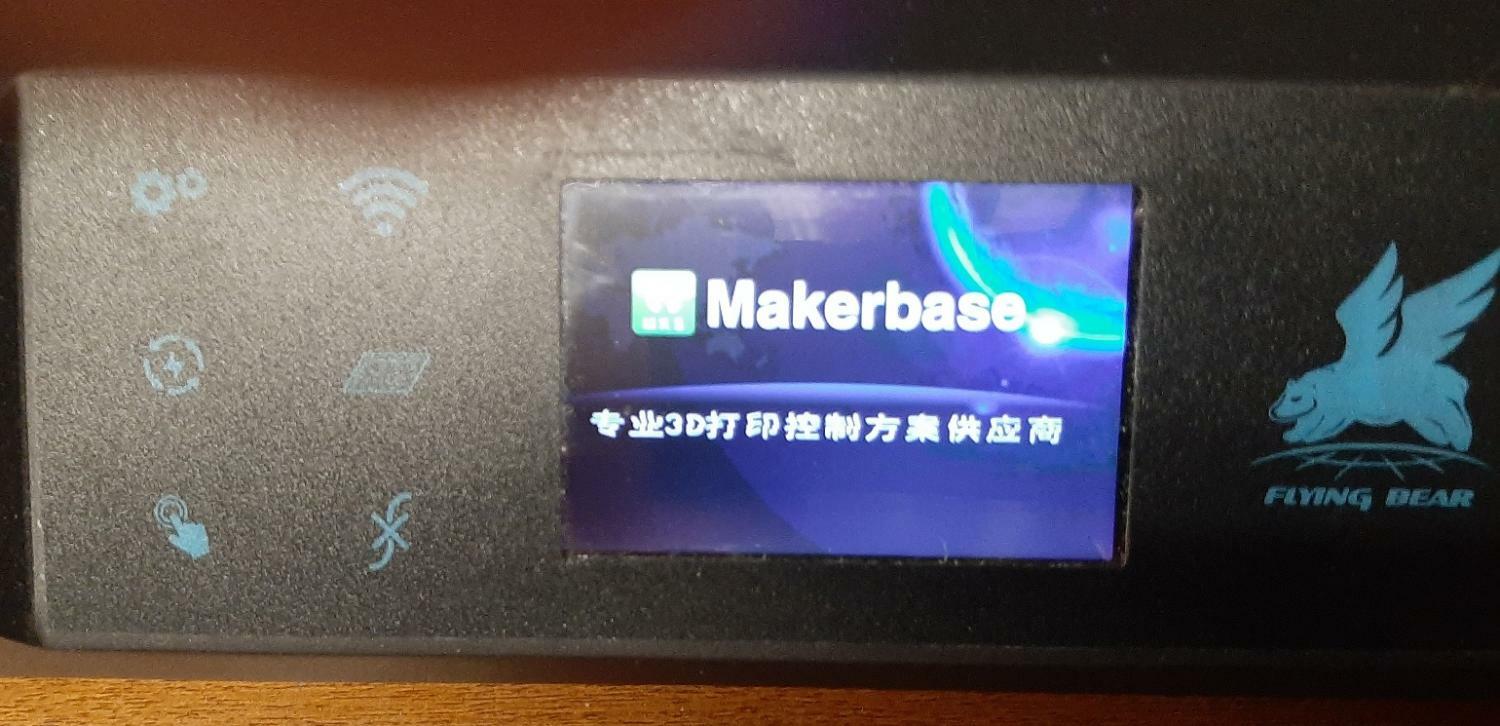
ciao a tutti, ieri mi è arrivata la nuova scheda. con calma l'ho montata, spostando un collegamento per volta in modo da non fare errori. alla prima accensione non partiva con il logo FB ma con quello Makerbase; il menù era quello della seconda foto, ma inizialmente c'erano le descrizioni. ho provato dal menù il riscaldamento del piatto e del nozzle e funzionavano, però tutti i movimenti non erano gestibili, provando la funzione di livellamento i motori andavano a fine corsa per cui ho dovuto spegnere. poichè la scheda era identica alla precedente, ho formattato una SD e caricato il firmware della FBG5 adatto alla scheda, ma il risultato è che ora parte con lo splashscreen di makerbase, coni menù di makerbase ma senza le descrizioni... di fatto i comandi sembrano funzionare, ma ovviamente non è possibile utilizzare la stampante intanto ho riscritto a Banggood, ma qualcuno ha qualche suggerimento? visto che la scheda sembra funzionare, esiste un modo per resuscitare la stampante?
-
avviso: piatto flsun q5-adesione eccessiva e danneggiamento piatto
lever63 ha pubblicato una discussione in Hardware e componenti
ho staccato il pezzo a piatto ben freddo, ma comunque un pezzettino del rivestimento del piatto è rimasto attaccato al pezzo... le stampe escono ugualmente anche se in quel punto la superficie è leggermente diversa. I ricambi FLSUN si trovano in Europa (li ha 3dJake) ma il piatto è comunque danneggiato; ora ho risolto con un tappetino in PEI, ma volevo avvisare gli altri possessori di questa stampante di questo possibile problema.
-
il pezzo maledetto
lever63 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
è sexy😂 -
il pezzo maledetto
lever63 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
risolto! per qualche motivo la forma dell'oggetto e l'infill gyroid non andavano d'accordo; cambiato in grid e aumentato da 5% a 10%, risultato esteticamente accettabile e funzionalmente perfetto. @eaman aumentato la temperatura del piatto e stampato solo con skirt, venuto perfetto senza warping🙂 -
il pezzo maledetto
lever63 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
65 il primo poi 55 domani mattina controllo, ma se dici che è poco riprovo con 70/65. questo il primo della serie, carrello in petg e ruote in tpu stampate con molta fatica falla fbg5 apertura poco più di 1,2mt ma praticamente un biblano
-
il pezzo maledetto
lever63 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
ok grazie, provo a scaldare di più il piatto (55° per il PLA+ dovrebbero bastare) e alzare il BRIM; sto lanciando la stampa ora, sperem! -
il pezzo maledetto
lever63 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
guarda, per un aliante acrobatico da 1,5mt bastano 4mm, per questo 6 sono persino esagerati pesa poco più di un kg con motore e batteria. Il modello che vedi nella foto è un acrobatico in espanso da 1,30mt e ha un solo rinforzo da 6mm. Questo pezzo mis erve per un modello che ho già stampato e ha volato un po' di volte, poi mi ha tradito l'elettronica e l'ho ristampato e rimontato tutto tranne questi due pezzi che con la Q5 questo pezzo non riesco a fare bene. al campo ho visto uno spitfire da 1,80mt e un sabre a ventola intubata (ha superato i 140km/h); considera che lo spitfire non ha neanche i rinforzi alari. Volare volano, e anche bene -
il pezzo maledetto
lever63 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
si, non so se hai aperto l'stl ma c'è il passaggio per due tubi in carbonio da 6mm -
il pezzo maledetto
lever63 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
tutti gli stl di questo progetto sono da orientare, e naturalmente ho orientato anche questo, l'ho stampato come da foto e ho messo dei piccoli supporti (l'unica cosa che mi è venuta bene). grazie Carsco, in realtà col piatto della FLSUN normalmente ho il problema contrario, ovvero che i pezzi si staccano con difficoltà. questo stl invece soffre di warping e/o di pesante sottoestrusione... -
il pezzo maledetto
lever63 ha pubblicato una discussione in Problemi generici o di qualità di stampa
non sono un veterano, ma di solito riesco a stampare almeno decentemente, anche se non sempre al primo colpo. Questo pezzo però mi sta facendo diventare matto; sono una coppia e sono l'attacco d'ala di un modello, quindi devono essere robusti e leggeri; in PLA LW sono venuti bene, sono leggeri ma non robusti. Nelle foto le prove con altri materiali: il verde è in PETG, si è ritirato ai bordi come il mar rosso davanti a Mosè; il blu è pla+ anche in questo caso i due bordi si sono ritirati, inoltre è quasi pieno e pesa un quintale; il giallo è sempre pla+ ma con una parete ed infill minimo (come consigliato), inutile dire che problemi ha... uso una FLSUN q5 (nell'a ttesa che banggood resusciti la flyingbear) ora li sto stampando il PLA LW ma sarei molto più tranquillo se potessi farli in petg allego anche il file STL, è un modello free se a qualcuno interessa può scaricare il modello da qui, tra l'altro molto ben progettato (in tutti gli altri pezzi) per essere stampato sia in pla che in pla lw Back Wing L1.STL
-
Grumi e poca adesione?
lever63 ha risposto a MFrancesco nella discussione Problemi generici o di qualità di stampa
escluderei la scarsa aderenza, la Q5 ha il problema contrario... la temperatura dipende dal materiale, e con alcuni materiali anche la distanza; comunque puoi provare i due suggerimenti (uno per volta, altrimenti non saprai qual'è quello risolutivo): - alzare o abbassare il nozzle di 0,05 - aumentare il flusso del primo layer l'unica cosa che ho notato sulla mia è che le prime linee da cui inizia la stampa sono sempre un po' più "magre" come se iniziasse ad estrudere bene solo dopo alcuni passaggi. -
Grumi e poca adesione?
lever63 ha risposto a MFrancesco nella discussione Problemi generici o di qualità di stampa
forse non ho capito, ma hai stampato subito appena montata? se è così è un miracolo che sia uscito qualcosa. Se invece hai fatto l'autolivellamento e la regolazione dell'asse z allora hai fatto tutto quello che troveresti sui tanti tutorial che trovi su questa stampante. sono anche io un principiante ma non mi sembra un problema di livellamento, forse più della regolazione dell'asse z o del flow. prova ad abbassare di 0,05. se schiaccia troppo il primo layer torna indietro e aumenta il flusso del primo layer del 5% o 10% -
Grumi e poca adesione?
lever63 ha risposto a MFrancesco nella discussione Problemi generici o di qualità di stampa
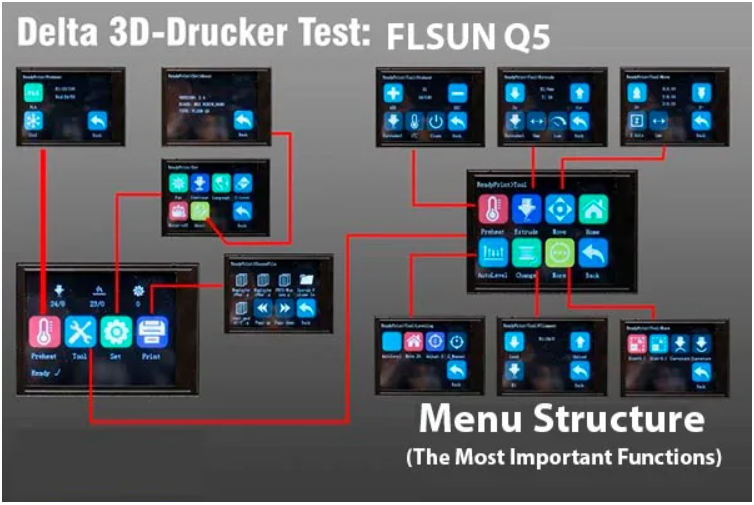
seguo anche io, nonostante la stampante vada benissimo ho notato che il primo livello non è perfettamente uniforme I passaggi dovrebbero essere l'autolivellamento e poi la regolazione dell'asse z con il foglio di carta, ma che io sappia non c'è la possibilità di livellare manualmente il piatto. nel menù ci sono alcune funzioni di cui non ho trovato documentazione (quelli in basso a sx), un paio sembrerebbero permettere di correggere la dimensione immagine da https://www.3dtechvalley.com/flsun-q5-delta-3d-printer-review/
-
Dall'album: la mia galleria
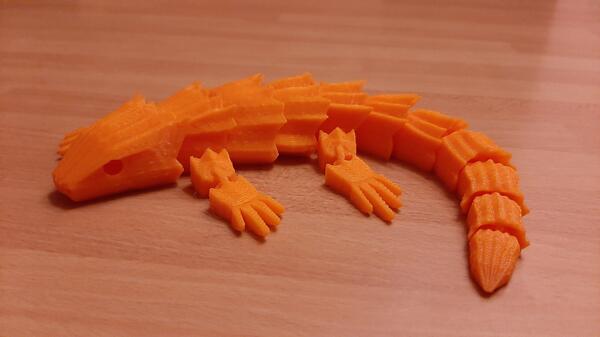
sono veramente contento dei risultati della piccola flsun q5, ho provato gli 80mm/s e non vedo differenze rispetto ai 60






.jpg.4b0fbfc9534303d3757a014644827253.jpg)
.jpg.2c1557b02868f7dd3d6582f2ef38594b.jpg)
.jpg.7d7683120d0ade963a6bc2341e174839.jpg)