lever63
-
Numero contenuti
386 -
Iscritto
-
Ultima visita
-
Giorni Vinti
2
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di lever63
-

problema con disegno per stampa in vase mode
lever63 ha risposto a lever63 nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
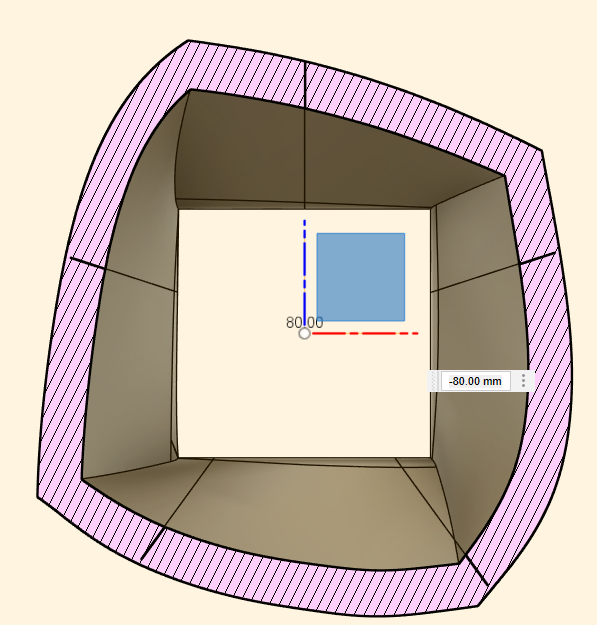
ciao Eaman, mi sono dimenticato di aggiungere la sezione da Fusion; il pezzo come vedi è pieno, ci sono i tagli da 0,01mm che obbligano lo slicer a farne il perimetro quando è in modalità vase; tutti sono a 0.56mm dal bordo tranne uno che deve tagliare il pezzo non sarebbe un problema abbassare il layer, solo che il difetto se non è così evidente lo vedo solo dopo la stampa.
-
problema con disegno per stampa in vase mode
lever63 ha pubblicato una discussione in Problemi di modellazione 3D, gestione mesh, esportazione in stl
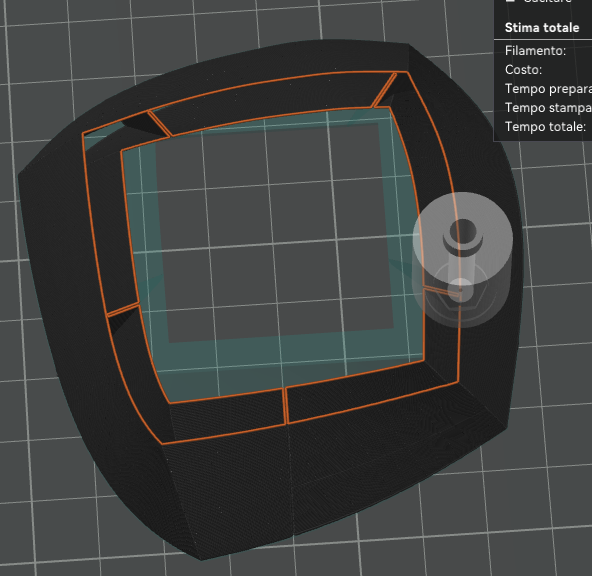
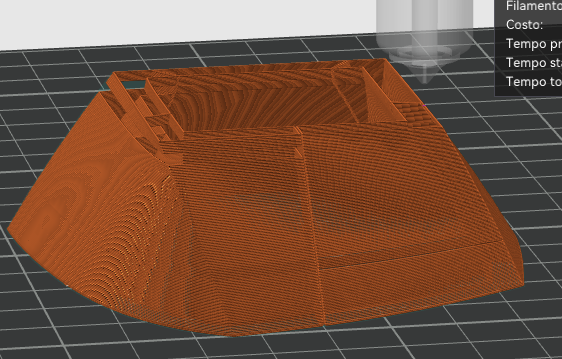
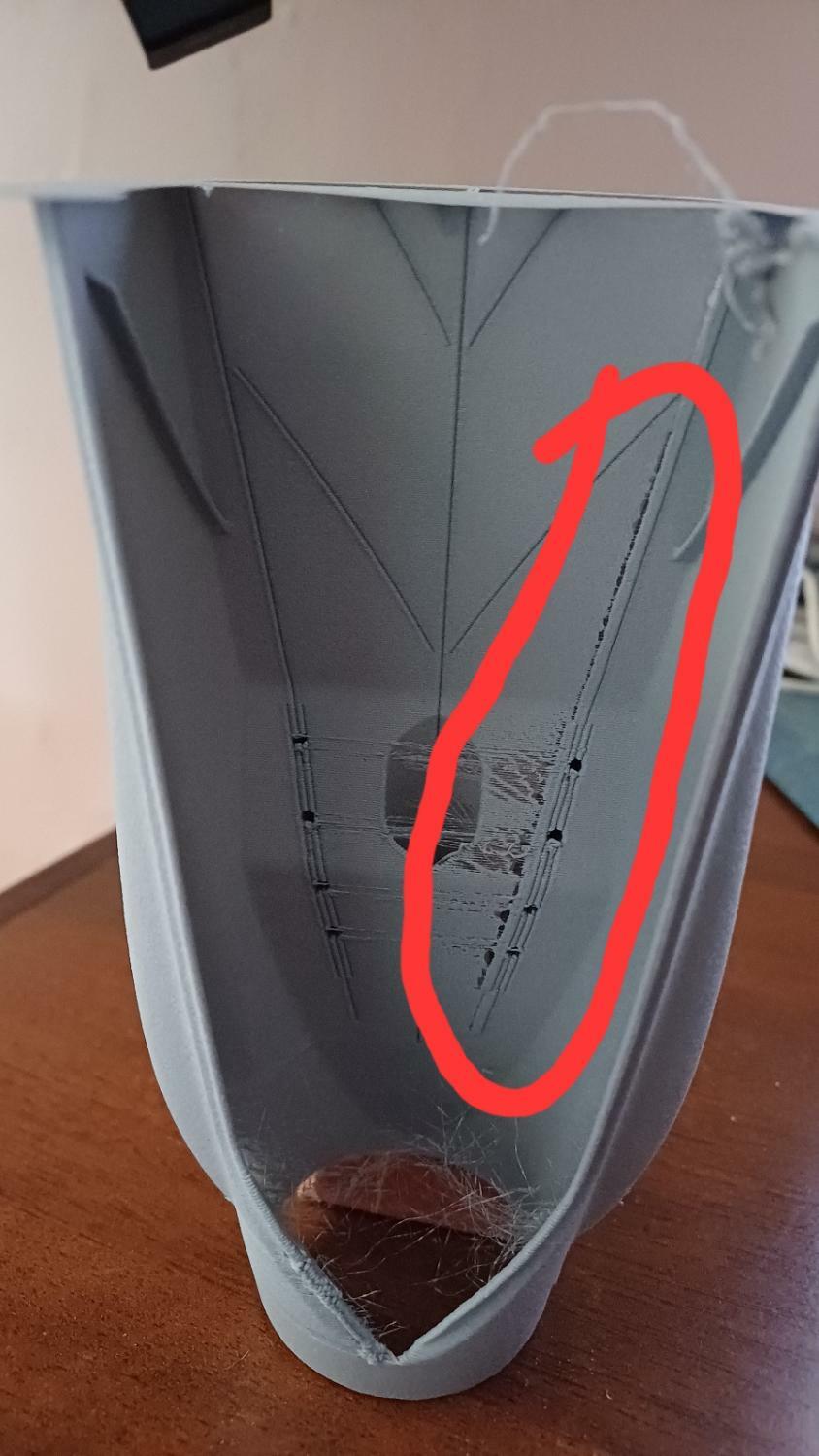
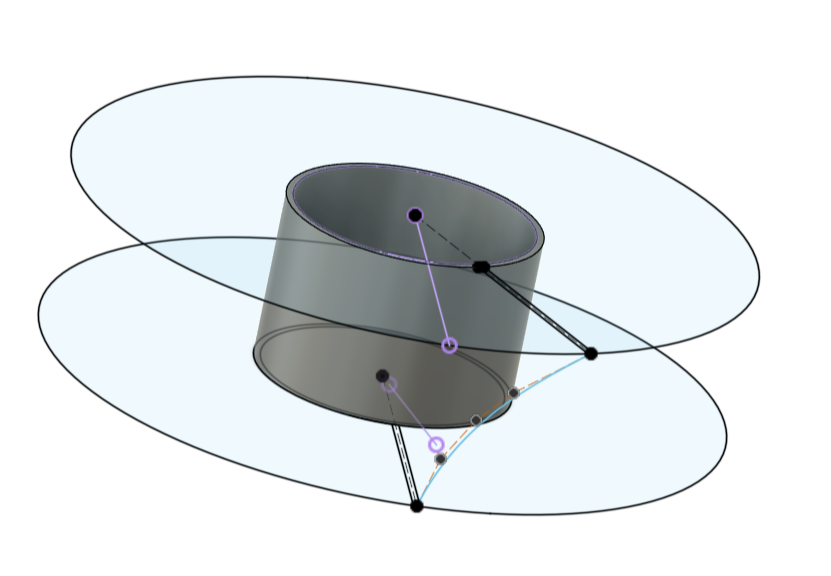
ciao a tutti, ho disegnato un oggetto per fare alcune prove per poterlo stampare in vase mode, ma con dei rinforzi interni, in modo che si possa stampare senza retrazione e che resti leggero e resistente. Il disegno funzione (foto 1). se lo esporto da fusion con qualità medium Orca mi "salta" alcune parti (foto 2); se lo esporto con qualità alta migliora, ma ha ancora delle parti mancanti (foto 3) se abbasso il layer a 0,15 il difetto scompare ho tre dubbi: 1) c'è qualche parametro nell'esportazione di fusion che può aiutare? 2) oltre a guardare il pezzo preparato da Orca, c'è qualche modo per vedere se ci sono dei buchi, magari da qualche opzione dello schema colore 3) c'è qualche parametro di Orca che non ho considerato? foto1 foto 2 foto 3
-
Problema filamento che si spezza
lever63 ha risposto a Ghost-P nella discussione Problemi generici o di qualità di stampa
più che secco ha preso umidità; prova a metterlo ad essiccare nel forno per qualche ora a 40/50 gradi, poi riporta a stampare -
ciao, non so gli altri, ma io non riesco a vedere le immagini; una delle attenzioni per stampare il pla-LW è mantenere una velocità bassa per dare il tempo di espandere, da ridurre ulteriormente per particolari molto piccoli
-
credo sia qualcosa legato alla retrazione/dertrazione
lever63 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
questo, giusto? https://polymaker.com/product/polylite-lw-pla/ un po' di retrazione la regge, ma in effetti meno ce n'è meglio è l'LW normale a parità di costo ha una resta maggiore, ma questo devo dire ha una qualità superiore; per adesso ho fatto il model RV2, ma lo avessi scoperto prima ci avrei stampato anche il cobra, forse quello con cui mi diverto di più. grazie a tutti per i suggerimenti, la retrazione aveva poi poco effetto, alla fine ho messo 0,3/50 il problema era la scarsità di materiale estruso e la soluzione che ho trovato è stato modificare l'altezza del layer; avevo lasciato 0,25 ma abbassandolo a 0,2 (o anche meno) il problema è praticamente scomparso -
credo sia qualcosa legato alla retrazione/dertrazione
lever63 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
ho ancora la 2.0, a questo punto proverò ad aggiornare; ho fatto una prova con S3D, ma era piena di problemi provo a stampare solo la parte problematica con 0,5/50; il nozzle da 0.6 vanifica un po' il vantaggio della leggerezza, a meno di non ridurre il flusso... lo terrei come ultima spiaggia -
credo sia qualcosa legato alla retrazione/dertrazione
lever63 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
ho usato Orca slicer e l'ho girato per la foto, in realtà la base è la parte più larga -
credo sia qualcosa legato alla retrazione/dertrazione
lever63 ha pubblicato una discussione in Problemi generici o di qualità di stampa
ciao a tutti, ho provato un nuovo materiale, è un PLA-LW pre-espanso; di fatto si stampa come il PLA (non aumenta di volume con la temperatura) ed è leggero quasi quanto il PLA-LW, ma decisamente più robusto. Il materiale è molto ruvido, fa fatica a passare anche nel capricorn, e lo stampo col nozzle per materiali caricati come vedete dalla foto, in questo pezzo in particolare ci sono dei "buchi" abbastanza fastidiosi; strutturalmente è utilizzabile, ma esteticamente non si può guardare... sono un po' tirchio ed il materiale è abbastanza costoso, prima di fare tentativi a caso avete qualche suggerimento mirato? grazie! velocità di stampa max: 80 mm/s (decisamente bassa) temperatura 205/60 layer time 6s (per i pezzi piccoli) retrazione 1mm velocità retrazione 0,2mm/s velocità di de-retrazione 0,4mm/s flusso 1,02 pressure advance 0,032 (non modificato) raffreddamento come PLA stampante Qidi 3 xplus
-
E' uscita la Qidi plus4, evoluzione della xplus 3. Prezzo non popolarissimo, ma almeno non somiglia ad un elettrodomestico dei pronipoti (come la xplus3 che ho io)😁 https://qidi3d.com/it-eu/products/plus4-3d-printer
-
FreeCAD 1.0
lever63 ha risposto a eaman nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
sono contento che vada avanti, ho iniziato a fare qualche disegno 3d con FC, devo dire non è stato facile, ma proprio la difficoltà mi ha "obbligato" a razionalizzare il processo di disegno; quando sono passato a Fusion360 l'ho semplicemente trovato più comodo e naturale in tutti i passaggi. Spero che Fusion360 e onshape mantengano l'attuale politica per hobbisti, in caso contrario tornerò a FC! -
problemi tra i layer
lever63 ha risposto a Nicche05 nella discussione Problemi generici o di qualità di stampa
dalla foto sembra che si stacchi una parete non un layer; oltre ai consigli che ti hanno dato sopra (tutte buone prassi) puoi anche provare a ruotare il pezzo in direzioni diverse; sia lo slicer che la posizione del pezzo rispetto al flusso di raffreddamento possono cambiare il risultato. -
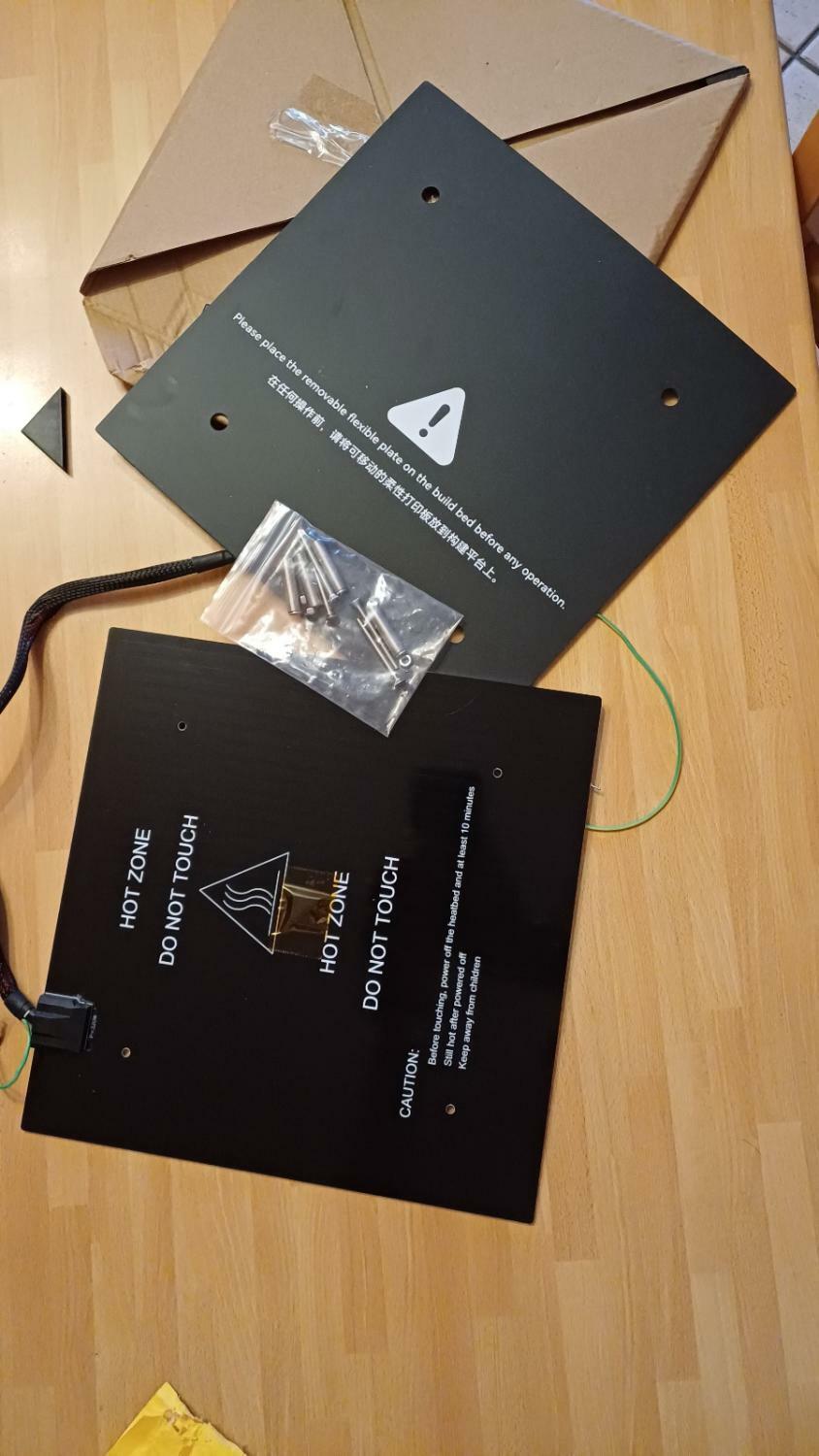
montato piatto nuovo, tutto OK; ho "smontato" il vecchio e dopo averlo tagliuzzato tutto ho scoperto che era incollato e avvitato con due viti ben nascoste. @FoNzY ci avevi visto giusto, è saldato ho fatto la prova con il tester ed in effetti il cavo giallo si interrompe da qualche parte; nel caso dovessi avere ancora problemi potrò rimontare il piatto tirando un cavo nuovo 😁
-
Ho sottovalutato l'assistenza Qidi, mi hanno spedito anche il piatto!
-
spero di no, anche se forse sarebbe quasi meglio, magari si è solo dissaldato il contatto del cavo vecchio e non devo neanche cambiarlo. Aspetto di vedere come è fatto il cavo che arriva, poi nel dubbio sento ancora l'assistenza
-
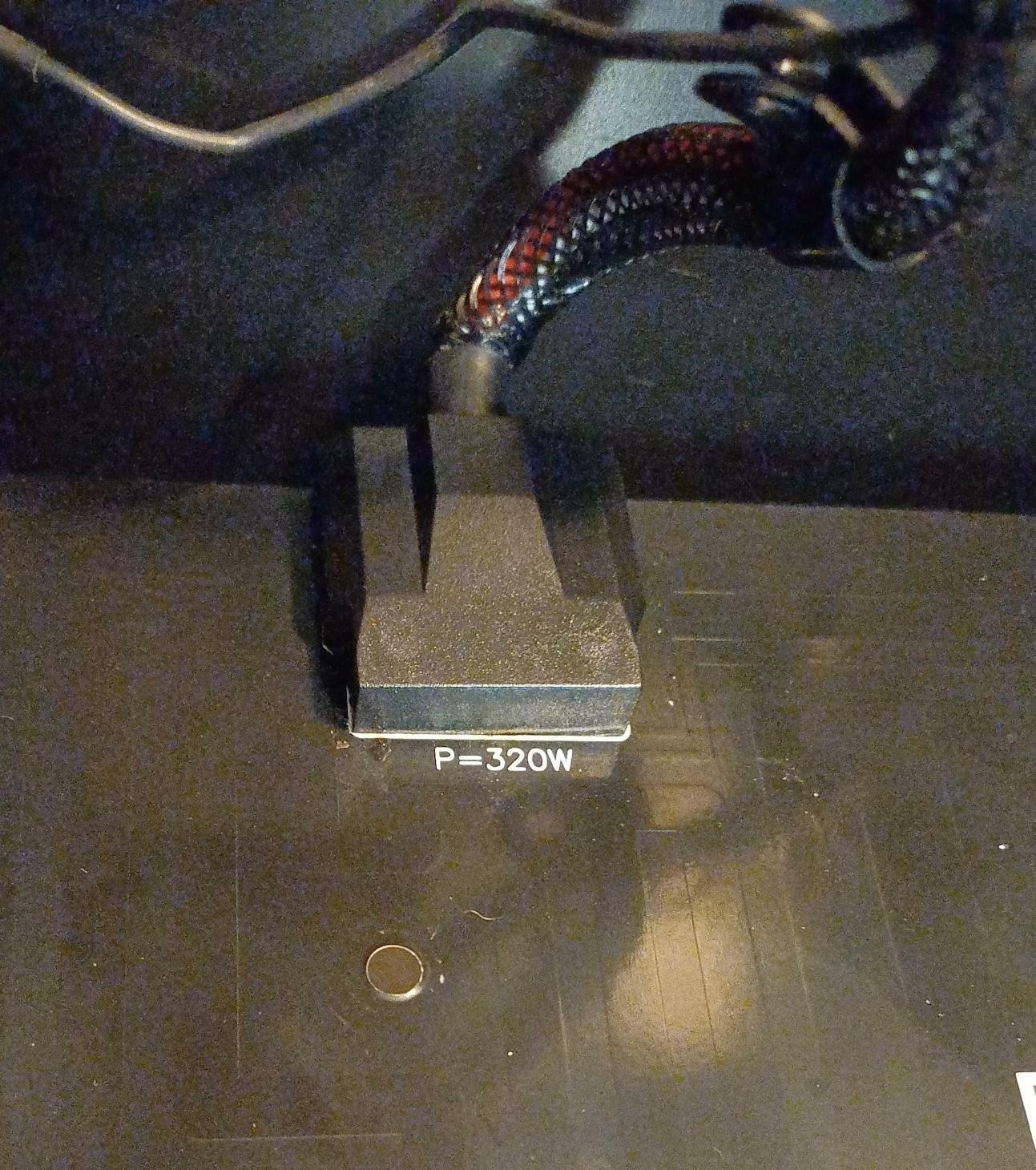
ciao a tutti, qualche giorno fa il lettore della temperatura del piatto della mia Qidi xplus è impazzito, cominciando a misurare -40°; in realtà si tratta di un problema del cavo, che quando il piatto scende di 5 o 6 cm non fa bene contatto e la lettura impazzisce. L'assistenza qidi mi ha risposto quasi subito e mi ha spedito il cavo, che dovrebbe arrivare oggi o lunedì. mi hanno anche mandato il video di come smontare il piatto e scollegare il vecchio cavo, cosa che ho fatto ieri sera. Il cavo però è collegato al piatto con il connettore che vedete in foto, e nel video non fa vedere come si stacca. Ho provato a staccarlo spingendolo in tutte le direzioni, e anche a far leva infilando una lama tra il coperchio ed il piatto, ma senza risultati; non ho insistito per timore di rovinare qualcosa... qualcuno di voi sa come si smonta?
-
Cosa è successo?
lever63 ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
eh ma il il 20% di flow sei pesantemente sottoestruso; da quanto ho visto il flow è 0,52 puoi spostarti di +/-0,05 ma a 0,2 il materiale dovrebbe gonfiare 4 volte per fare una parete corretta; normalmente tra i 235 ed i 245 gradi raddoppia, ma più di così non può; forse hai problemi col materiale che può essere umido (è leggermente poroso, assorbe l'umidità più di altri), se hai problemi, prova a stampare il classico cubetto 2x2 con 1 parete, parti dai parametri suggeriti (flow 0,52 temp 245), e riduci la temperatura fino a quando la parete non inizia a ridursi troppo, quel setup dovrebbe essere un buon punto di partenza; togli la retrazione per i pesi, stampa lo stesso cubo in PLA+ (ovviamente flow 1 e temperatura da PLA), il peso dovrebbe essere poco meno del doppio di quello stampato in LW; se non è così hai qualche problema o di filamento, o di estrusore o di nozzle. in alternativa, puoi scaricare i profili per prusa e provare a stampare da Prusa Slicer -
Cosa è successo?
lever63 ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
quel modello l'ho stampato in PLA (non farlo, troppo pesante), ma ho stampato altri modelli di 3dlab in LW, il factory ha i parametri corretti per la stampa, in particolare il flow da cui dipende il peso, mentre la temperatura influisce solo sulle dimensioni. Se hai usato il factory originale per l'LW i parametri flow e temperatura dovrebbero essere tutti corretti (magari li hanno tronati, se ben ricordo era un modello gratuito); se riesco stasera controllo i parametri di per l'W un altro modello. altrimenti potresti avere un problema di sottoestrusione, l'LW sporca un po' gli ingranaggi, sulla Q5 dovevo smontare e pulire ogni tot stampe. -
Cosa è successo?
lever63 ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
a che velocità stampi? retrazione attivata o disattivata? Anche la parete non è bellissima; che slicer hai usato? sopratutto con LW ho trovato differenze di qualità tra s3d, Cura, e la famiglia dei cloni prusa -
problemi di aderenza con Policarbonato
lever63 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
bel materiale, ma se un modello è progettato per LW, in PLA svolacchia -
problemi di aderenza con Policarbonato
lever63 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
ma le turbine con la plastica mi sa che non vanno d'accordo😁 poi è un po' oltre le mie ambizioni, in raltà io preferisco gli elicotteri, ma al campo siamo ormai rimasti pochi una ventola da 80mm con esc da 120a si trova a prezzi interessanti; era per vedere se riuscivo a farla, ho imparato un po' di cose nuove su F360 e sulla stampa bello ambizioso! se vuoi vedere qualche ventola interessante, su questo sito sono disegnati molto bene; io ho fatto l'Albatros, lancio a catapulta ma vola molto bene: https://owlplane.com/plane-owl-l39-64-70mm-edf/ poi ho preso i files anche di questo, ma è decisamente più impegnativo, lo rimando all'autunno: https://mb-innov8tive.ch/?product=mirage-iii-v7-lw-pla-print-files oltretutto è disegnato per una 300x300x300, la mia ha il piatto un po' più piccolo e dovrò studiare come dividere i pezzi -
problemi di aderenza con Policarbonato
lever63 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
no no è una ventola per un aeromodello, ne usa solo una; devo trovare un po' di tempo per fare qualche prova di resistenza (dovrebbe girare sui 40.000 giri/min) e di spinta, con un diametro da 70mm dovrebbe arrivare a circa 1,5kg -
Finitura bambu carbon x1
lever63 ha risposto a dome84c nella discussione Problemi generici o di qualità di stampa
se la base è abbastanza spessa puoi dividerla, stampare due pezzi con la faccia liscia sul piatto e poi incollarli con un po' di ciano -
problemi di aderenza con Policarbonato
lever63 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
sono finalmente riuscito a fare la prova, il modello, con le sue belle orecchie da elefante, questa volta è rimasto attaccato al piatto fino a fine stampa, gli "spigoli" sono stati efficaci; non sono ancora riuscito a provare l'efficienza della pala rispetto ad una normale; è una curiosità che mi intriga ma mi ci vuole un po' di tempo (merce scarsa...) per attrezzarmi e fare delle misure oggettive. -
problemi di aderenza con Policarbonato
lever63 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
bella! sono riuscito ad arrivare alla fine della mia versione, ma con camera chiusa e senza raffreddamento gli ultimi layer delle pale sono venuti male... Comunque il tuo disegno mi piace, proverò a stamparlo in PLA HS e a montarlo per vedere se è più o meno efficiente di quello tradizionale -
problemi di aderenza con Policarbonato
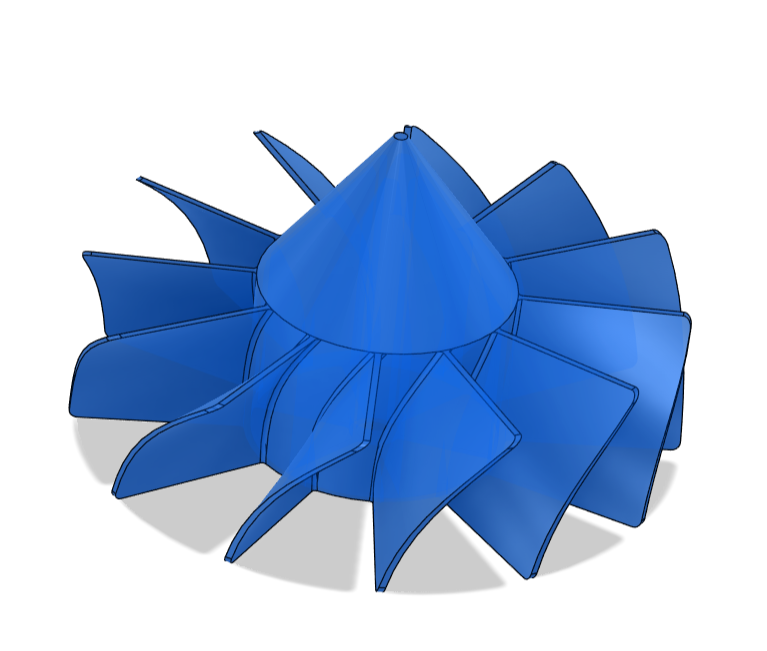
lever63 ha risposto a lever63 nella discussione Problemi generici o di qualità di stampa
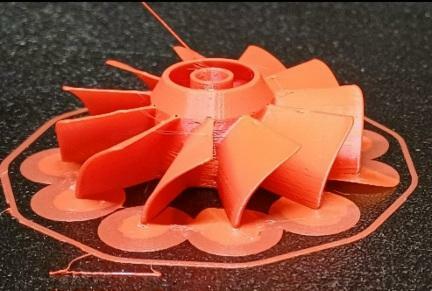
grazie @Cubo ora sto finendo alcune prove, poi provo quella che mi hai allegato; il primo risultato, con le orecchie da elefante e camera aperta non è venuto benissimo, le pale "tirano" fino a staccare le orecchie (prima foto) nella seconda foto la ventola intubata completa nella terza e quarta gli screenshot di F360 ora sto provando a stampare con camera chiusa a 45°... sperem edit: con camera chiusa e riscaldata quasi peggio... quelle palette tirano da matti!