i3D
-
Numero contenuti
592 -
Iscritto
-
Ultima visita
-
Giorni Vinti
16
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di i3D
-

motori pilotati a 128esimi di passo .... e la coppia si riduce
i3D ha risposto a i3D nella discussione Problemi generici o di qualità di stampa
@ShareMind ok, non mi hai risposto. Sei d'accordo con me o no che se pretendi di mantenere la posizione al 128esimo di passo avrai meno coppia disponibile rispetto ad un 32esimo di passo? perchè in quello che mi hai scritto sembra dire: -la M2OO và lenta e fluida (discorso ABS) ok....ma anche 32esimi di passo và lenta,veloce e fluida -non pretendo assolutamente fughe di notizie....dato che danno molto fastidio anche a me (vedi multiestrusione OT) - il 128esimo di passo ti serve solo per fare il movimento più fluido...ma attento credo che sia anche meno reattivo a parità di inezie, e accelerazioni. - tu imposti le accelerazioni 3500mm/sec^2 a 130mm/sec? (è una domanda non una provocazione anche io imposto 2000mm/sec^2 di default ma se ne ho bisogno posso salire ....flessibilità e adattività al lavoro richiesto) il prezzo dei driver 128 microstep è 3-4€ in più dei 32 microstep.... secondo me è marketing sai forse dove trovi l'utilità sulle Delta ..... ma si torna lì, accuratezza di posizione richiede motori sovradimensionati, e driver con correnti elevate se vuoi lavorare oltre i 32 passi..... non ci girare in torno....arriva al punto -
Zortrax M200 classificata da 3D Hubs come migliore stampante 3D in assoluto
i3D ha risposto a ShareMind nella discussione Problemi generici o di qualità di stampa
stampata in orizzontale dici che hai più problemi? Hai provato come dice @ShareMind , riduzione infill, perimetri, e aumento raft, e riduzione layer? l'infill ti conviene a nido d'ape (honeycomb), riduce molto le ritrazioni. e ridurrei la velocità di stampa oppure lo strato, perchè secondo me non ti salda bene un layer sull'altro -
motori pilotati a 128esimi di passo .... e la coppia si riduce
i3D ha risposto a i3D nella discussione Problemi generici o di qualità di stampa
Thank you so much! tanto non le fai tu...quelle stampanti. Pietro "tu la prendi sempre sul personale......" te l'ha mai detto nessuno? competizioni a parte: il pulse rate, le forme d'onda etc..etc...sono influenti sulla fluidità, sulle risonanze della rotazione. (ti spiego questo in modo che tu possa capire la mia opinione......NON ACCETTARLA...non sia mai!)se ingrandiamo il passo di un motore, vedremo due calamite, ed il rotore che si muoverà tra la prima e la seconda calamita. Il driver mi permette la parzializzazione del movimento da una calamita all'altra, nel tuo caso 128 micropassi. Ma cosa determina la posizione di passo??? il campo magnetico tra un polo e l'altro. La coppia torcente e soprattutto la coppia di tenuta sono date (a parità di materiali) da corrente e diametro del rotore. ora, a vuoto...teoricamente sono d'accordo che se usi il 128esimo di passo la posizione la trovi. ma dal momento che applichi delle forze (pulegge, guide, inerzie dei carrelli...etc...etc... )il 128esimo di passo la vedo ....io....come una scelta unicamente di marketing appunto. Perchè ti dicevo il comparatore, e ne sono consapevole che ne hai a secchiate in officina, perchè almeno avresti potuto confutare tu stesso la mia opinione. Con una puleggia di 40 denti e micropasso a 32 ottengo risoluzioni di passo di 0.0125mm Con una puleggia di 40 denti e micropasso a 128 ottengo risoluzioni di passo di 0.003125mm sicuramente come hai scritto in altri post. per avere queste accuratezze è necessaria una meccanica che non trovi su nessuna stampante 3d al di sotto dei X0.000 €. Ripeto non è una competizione è un modo per comprendere il funzionamento dei microstep. non un modo ostile di osteggiarti. ok, mi rimetto l'elmetto e attendo la controffensiva..... -
Così vi voglio!!!!! stoici e coccolosi ho aperto una nuova avvincente discussione nella sezione ZottraX. Thank you @ShareMind
-
motori pilotati a 128esimi di passo .... e la coppia si riduce
i3D ha pubblicato una discussione in Problemi generici o di qualità di stampa
@ShareMind i motori sono pilotati a 128esimi di passo.... .... sarei curioso di mettere un comparatore a dito e controllare l'effettiva tenuta di posizione con accelerazioni di 3500mm/sec^2 ad una velocità di 100mm/sec.o anche meno. Ti dico questo perchè a 128esimi di passo la coppia (sia di tenuta che di lavoro) è ridotta di una quantità notevole leggi qui http://www.micromo.c...s-and-realities sono molto contento che da 43 anni ti occupi di questo....sei sicuramente la persona più indicata a sfatare o confutare questo mito. -
I3d Playmaker - Spiral vase - Laywood - Slic3r
i3D ha pubblicato una discussione in Nuove idee e progetti
buongiorno a tutti! ho realizzato questo vaso disegnato da VirtoX e scaricato da thingiverse: www.thingiverse.com/thing:28050 Ho stampato con la PlayMaker HD ad un estrusore le impostazioni di slic3r sono Spiral Vase strato 0.1mm due spessori di base materiale laywood se volete vi posto i file di configurazione slic3r
-
ricerca stampante 3 d per il dentale
i3D ha risposto a orthocsservizi nella discussione Stampa 3D industriale
io un pò di tempo fà in fiera ho stampato questo pezzo a strato 0,05mm la risoluzione permetterebbe qualche utilizzo? a sinistra la mia stampa a destra non lo dico
-
@ShareMind ti chiedevo le differenze tecniche perchè o le sai divulgare all'acquirente.....in modo diretto oppure altrimenti è slo una lotta di prezzi e marketing, nota che nel forum la maggior parte degli utenti ha macchine sotto i 1000 euro. per il discorso del 128 di passo.... .... sarei curioso di mettere un comparatore a dito e controllare l'effettivo spostamento con accelerazioni di 3500mm/sec^2 ad una velocità di 100mm/sec. Ti dico questo perchè a 128esimi di passo la coppia (sia di tenuta che di lavoro) è ridotta di una quantità notevole leggi qui www.micromo.com/microstepping-myths-and-realities quella cosa di dell che ha comprato 5000 stampanti per fare i prototipi di componenti interni ai pc....mi fà molta tenerezza
-
@Fablabpadova sono già impegnato ho una stampante e due yodini
-
Como posso stampare queso modello?
i3D ha risposto a Steelform nella discussione Software di slicing, firmware e GCode
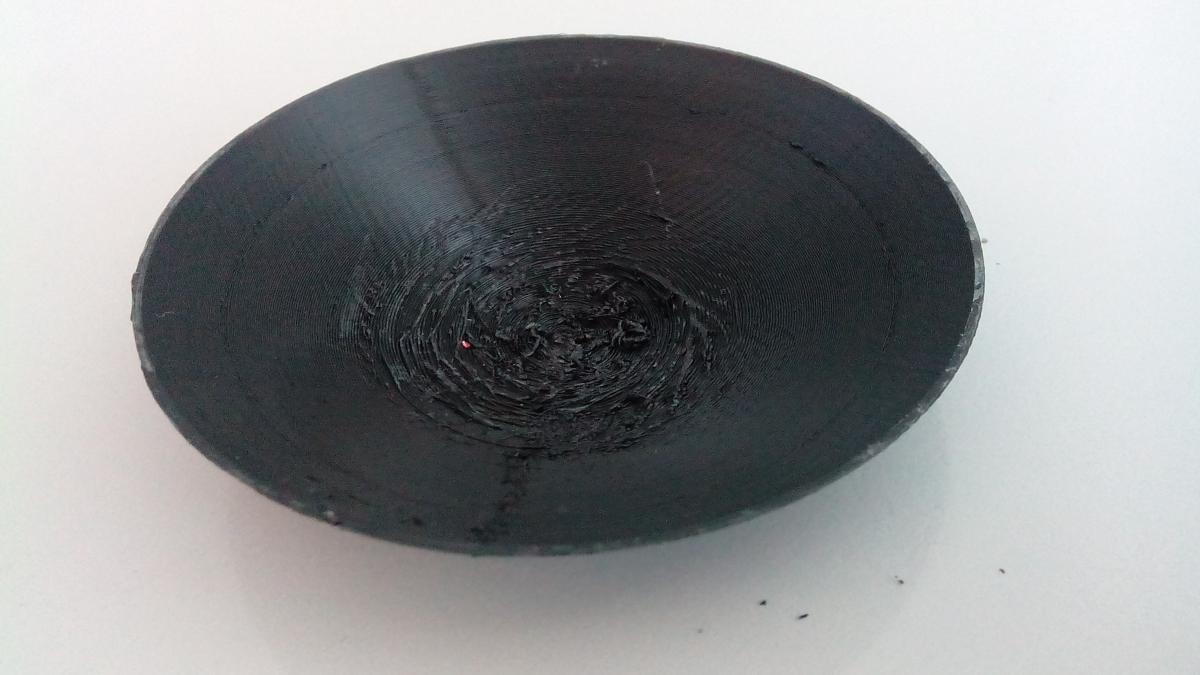
@Steelform Ciao Steelform ti allego qualche foto del pezzo che chiedevi: come impostazioni su slic3r strato 0,05mm prima riempimento poi perimetro sovrapposizione perimetro 30% un solo perimetro (uno fuori uno dentro) bassa temp 180° 5 layer top e ci stà anche l'acqua dentro l'ho carteggato per evidenziare il mesh che deve essere abbastanza fitto. sotto ho rimosso nella parte centrale delle imperfazioni per effettuare il carteggiamento leggero i supporti non servono a niente, danneggiano solamente miglioramenti possibili riduzione dello spessore di traccia stampa a velocità ancora ridotta del 50% (adesso tempo totale 35min) riduzione delle accelerazioni del 50% si nota un pò di remelting dovuto alla velocità e a qualche % di flusso. qui ti ho riportato i dati tecnici che chiedevi prove effettuate totali 6 materiale PLA layer @AndBag veramente ottimo sembra ABS sia come flessibilià che come tenuta al sottosquadra.
-
Stampante 3D grandi dimensioni
i3D ha risposto a Davide79 nella discussione La mia prima stampante 3D
si ma che C.....O c'entra con stampanti di grandi dimensioni? sorry....ma restiamo sul pezzo -
Zortrax M200 classificata da 3D Hubs come migliore stampante 3D in assoluto
i3D ha risposto a ShareMind nella discussione Problemi generici o di qualità di stampa
@albo aggiornaci successivamente quando il tuo rivenditore ti avrà fornito assistenza adeguata? ciao -
@Sharemind che differenza c'è tra le due stampanti che rivendi? Kraft e Zort? dal lato tecnico..(mi sembrano uguali) al prezzo ci arrivo da solo... ma probabilmente non è uguale la scontistica e se quelle 5000 che ha comprato Dell le avesse vendute a Mediaworld? come ti saresti orientato?) ti pongo queste domande perchè è ovvio che un produttore punti ad i numeri come precedentemente detto ma i numeri esigono marketing....ed il maketing costa e non vuol problemi.....quindi come fanno in tutti i centri commerciali nel quale vendono tagliaerba, decespugliatori, tv, e stampanti... tu gli riporti il pezzo e nessuno ti chiede se gli hai messo benzina o le pile nel telecomando, fanno un bel fagotto e lo mandano dal riparatore di zona, che 95% dei casi non è in garanzia e fattura.(e comunque il riparatore ci guadagna sempre)
-
Stampante 3D grandi dimensioni
i3D ha risposto a Davide79 nella discussione La mia prima stampante 3D
si e ovviamente non ti accusavo di questo, era perchè volenti o no si finisce sempre lì. così che se uno fà la ricerca...e trova una discussione interessante....BAM ....spottone... -
@AndBag. son d'accordo. poi credo che in una prima fase di assistenza ci si debba riferire solamente al fornitore senza passare dal forum (ovviamente se non è autocostruita). poi quando finisce l'assistenza si passa alle conclusioni. casi embematici di richiesta di aiuto: Shareb0t...estrusori, e altre sciocchezze 3ntr ...vedi kosso e ultima i problemi della ZortraX manifestati di recente. Perchè dico questo....perchè l'utente anche se ha fatto degli errori di impostazione l'opinione comune è: "Vedi..Vedi...Vedi questa stampante non è buona.....(poi ci aggiungono a piacere.....) lo sapevo." e chi ci rimette è il povero crocifisso in sala mensa di turno che in 4e4=8 dove dirti con calma e sangue freddo : "vede ha sbagliato un'impostazione "
-
Stampante 3D grandi dimensioni
i3D ha risposto a Davide79 nella discussione La mia prima stampante 3D
figuriamoci che voglia forviarti nella scelta.!....è un momento di calma e meditazione, importantissimo. è questo che voglio dire: "ok mi sono fatto prendere un po la mano dalla Zortrax, dato che un mio amico la usa e ci si trova benissimo, ma non escludo che ci siano altre stampanti di ugual affidabilità" se hai potuto toccare con mano le differenze e ti và bene ....la scelta è fatta. che poi il titolo della discussione sia: "Stampante 3D grandi dimensioni" e poi siamo finiti a parlare come al solito della M2OO....questo è un'altro discorso io cambierei il titolo della discussione con: "Patchwork 3D di grandi dimensioni" scusate lo sfogo, ma non è possibile, nella maggior parte delle discussioni si parte si comincia da: primo messaggio: mi potreste suggerire un modo per risolvere questo problema messaggi successivi: partono gli spot delle merendine e poi qualcuno a citato la stampante olandese, prego anche di allegare foto e risoluzioni. andate in fiera .... a londra, parigi e fatevi un'idea... il discorso è che in questo come in molti altri campi conta il marketing....non la sostanza. -
sulla prima osservazione son d'accordo sulla seconda direi che i rivenditori spesso rivendono più marche e quindi diversi prezzi e scontistiche, quindi se mi chiama un cliente e mi chiede una stampante la vendo direttamente e gli faccio assistenza direttamente. Se suggerissi il rivenditore di zona, proprio perchè non è un rivenditore esclusivo potrei anche perdere la vendita. Poi caso molto interessante è questo: Se io vendo ad un rivenditore che a ogni problema irrisorio, (es gcode, estrusore tappato, manutanzione guide, tensione cinghie...e via evia... ) mi deve telefonare per farmi fare il suo lavoro, preferisco vederla da solo; anmche perchè molti rivenditori non hanno capito che fare assistenza ed essere presenti sul territorio è una componente fondamentale per il cliente e quindi lavoro. Ovvio quando i problemi sono in garanzia chiamano per l'assistenza di fabbrica che facciamo noi. Giustamente chiedi "allora a cosa servono i rivenditori?" prova a suggerirmelo tu?
-
Stampante 3D grandi dimensioni
i3D ha risposto a Davide79 nella discussione La mia prima stampante 3D
hai mai stampato tu con una M2OO? di persona....hai potuto appurare con mano e non tramite interposta persona. se si: è qualità effettiva se no: è qualità percepita io ho potuto confrontare con mano ovvero con protesi dentale che quello che la fà piacere(e molto) è: metti qui, pigi li, ed ecco qua. per il resto se ti piace chi miglior giudice di chi l'ha acquistata. -
Zortrax M200 classificata da 3D Hubs come migliore stampante 3D in assoluto
i3D ha risposto a ShareMind nella discussione Problemi generici o di qualità di stampa
per capire qualcosa dalle foto ci vorrebbe più risoluzione nelle foto ma scusami ho letto che come strato hai 0,39mm..... con un ugello di 0,4??? e come fai??? per fare uno spessore di traccia degno dovrebbe essere circa 0,7-0,9mm, ti immagini quanto materiale?? ci credo che non attacca. io quando stampo oggetti grandi in bozza e monto l'ugello da 1mm non supero 0,5mm perchè altrimenti viene una stampa pietosa. questo è il lato tecnico...da uno che la M2OO l'ha vista con il cannocchiale ora la mia domanda è questa o ci sono altri problemi.....e vabbè ci penserà il servizio assistenza ma il software chiuso che forniscono può indurre anche in errore facendo stampe alla glandus segugi. Perchè sennò è meglio slic3r "risoluzione alta-media-bassa oppure pla-abs....etc 1-2-3 estrusori....gcode fammi sapere per cortesia sono molto curioso -
Como posso stampare queso modello?
i3D ha risposto a Steelform nella discussione Software di slicing, firmware e GCode
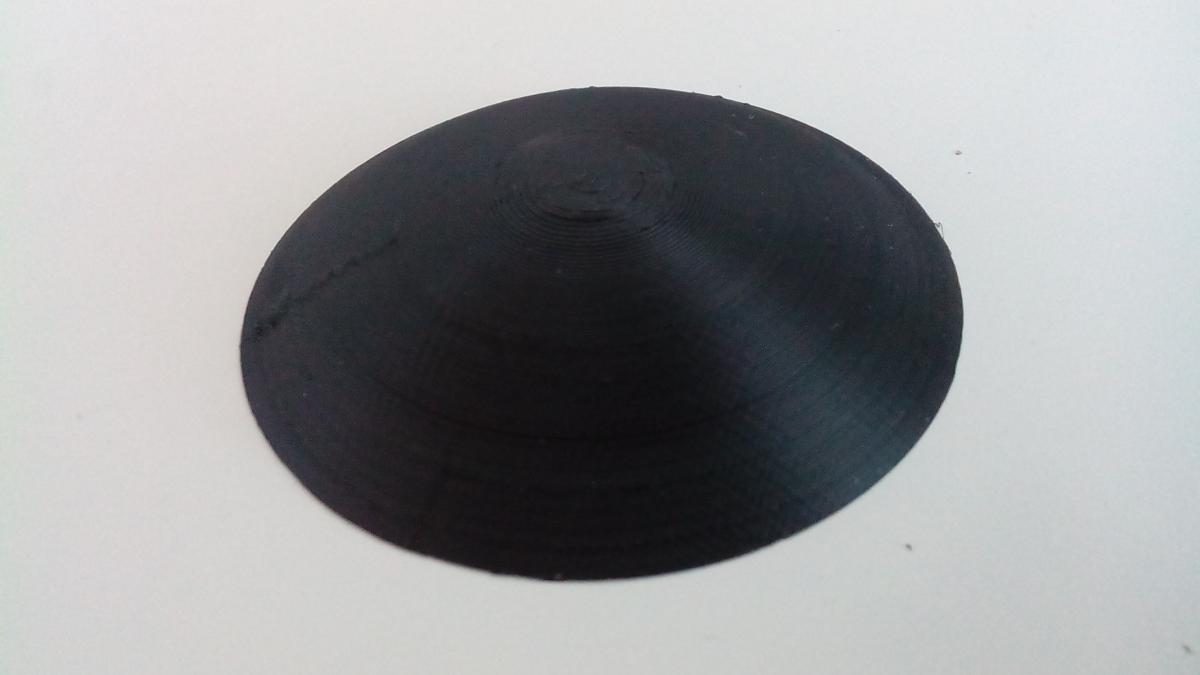
dicamo tutto il tempo possibile per dedicarsi ad un'attività ludico ricreativa ....molto interessante questo mi ha permesso di affinare delle impostazioni su slic3r.. stasera ho stampato una coppetta watertight (ci ho proprio messo l'acqua) abbastanza pulita sopra e abbastanza pulita sotto con strato 0,2mm... domani se ho due minuti provo la stessa impostazione a 0,1 o meno....se viene qualcosa posto tutto -
già
-
intervengo in merito al titolo della discussione......e non sul resto secondo me ShareB necessita di numeri....visto che non ci sono molti margini sulle stampanti. Io credo riducendosi le marginalità di guadagno (perchè ci sono sempre più stampanti in commercio) hai per forza la necessità di produrre di pù, oppure produrre macchine con più alto valore aggiunto. ora a parte gli sviluppi ShareB che giudicherà il mercato e non io, ci si scontra sempre con lo stesso principio -margine+produzione e così come molte altre case costruttrici....che fissano un punto di pareggio annuale a 1000 soldini ipotizzando di vendere 1000 stampanti poi ne vendi 500 stampanti ....e cosa fai ? aumenti il prezzo, anche se nella tua fascia sei già al limite?ti giochi la carta numerosità. vediamo come và, ma parere mio credo sia un azzardo....molto pericoloso. comunque buona fortuna
-
Como posso stampare queso modello?
i3D ha risposto a Steelform nella discussione Software di slicing, firmware e GCode
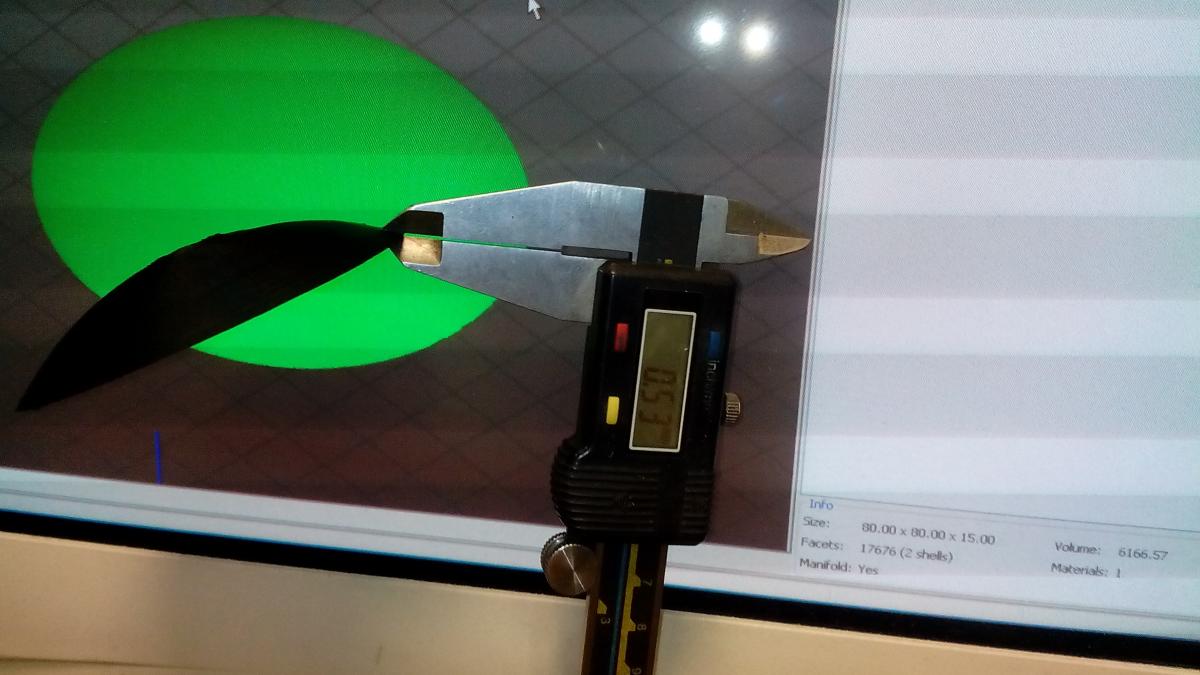
Scusate l'assenza di questi due gironi... colgo l'occasione di postare le foto ed i risultati con qualche commento....poi torno in trincea per un pò 1° pezzo: da sinistra ....vi dico solo questo venerdì 17:45 con almeno 1h:30 a completamento ....vado a casa 2° pezzo: singolo perimetro di 0.5.....eppure sbaglio qualcosa 3° pezzo: più perimetri senza infill con slic3r ....continuo a sbagliare qualcosa certo che sbaglio avevo disegnato un solido pieno e mi illudevo di gestire lo spessore con i perimetri...... infatti man mano che salivo lo spessore del solido diventava 0,1mm invece che 0,5mm richiesto.... ok ridisegno 4° pezzo nero a destra pla layer benino ma potevi fare meglio.....(courtesy of Andbag ) il quinto è quello venuto meglio....ma ad avere tempo si può chiuderlo pulito sotto e sopra. ps. lo spessore con il calibro l'ho misurato con pressione Normato UNI EN MIL DUMIL TREMIL ultima foto si vede l'accuratezza degli strati
- 31 risposte
-
- 1
-

-
- come stampare un modello
- STL
- (and 1 più)
-
e dalla simulazione layer non c'è un salto da che ne sò 25-30mm in h...vero? io credo che sia cola di: temperatura....il rame è altamente conduttivo e facile che nelle ritrazioni ti faccia tappo....prova a ridurre le ritrazioni il più possibile. microparticelle ... se hai una temperatura eccessiva fonde il pla evitando che la densità del pla faccia da drenante delle particelle. in pratica il pla gli scivola addosso addensandole...quindi abbasserei la temperatura
-
Estrusore: valutazioni e domande agli altri utilizzatori.
i3D ha risposto a alessino nella discussione Problemi generici o di qualità di stampa
bravo! utente esperto!....doppio like per te