Kosso
-
Numero contenuti
22 -
Iscritto
-
Ultima visita
-
Giorni Vinti
1
Visite recenti
2.923 visite nel profilo

Obiettivi di Kosso
")
Newbie (1/14)
4
Reputazione Forum
-
 Kosso ha cambiato la sua immagine del profilo
Kosso ha cambiato la sua immagine del profilo -
Ho fatto delle prove col forno a circa 70°C per 1/2 giorni e così tiene per qualche giorno, poi ritorna a spezzarsi. Le altre due bobine non le ho ancora aperte visto che nel frattempo mi è arrivato del materiale 3ntr. Ho in mente delle prove per vedere se si riesce a recuperare il materiale visto che un collega ha un fornetto che fa anche il vuoto. Lo andrò a trovare lasciandogli la bobina per qualche giorno:)
-
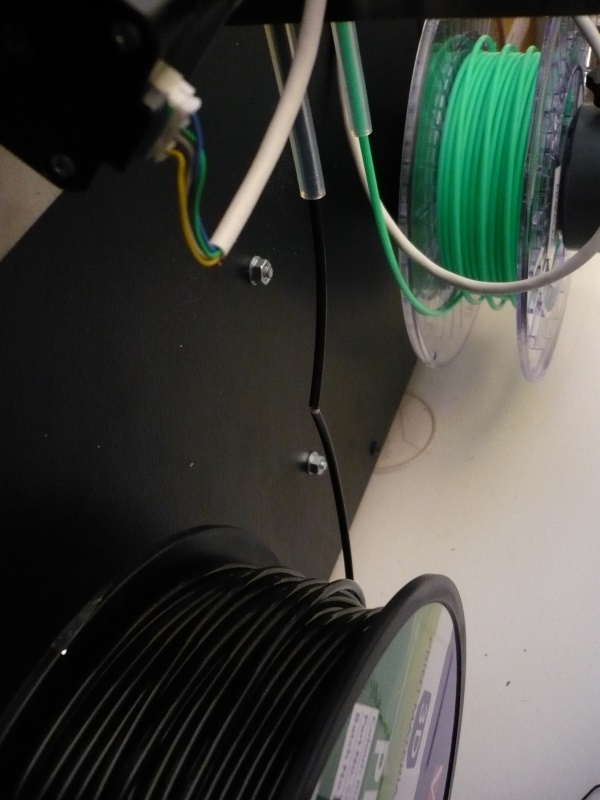
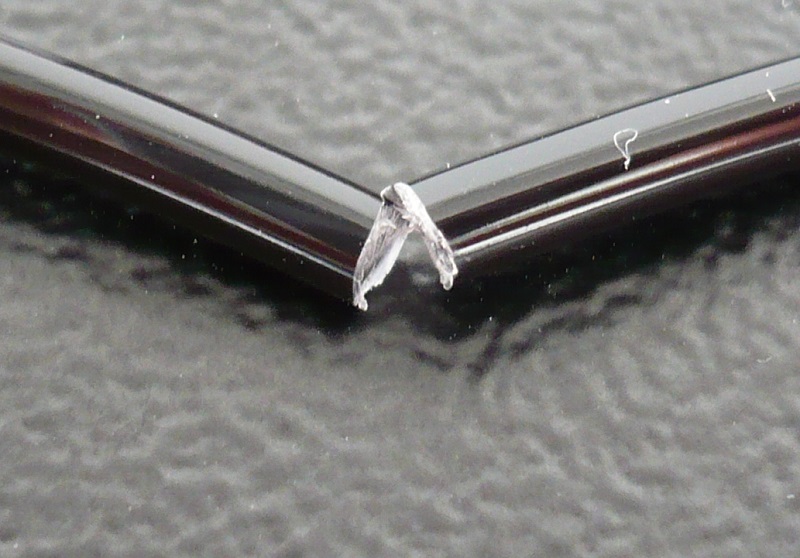
Si, da adesso in poi vedrò di rifornirmi solo da rivenditori sicuri. Su RS era comodo visto che qui ordiniamo continuamente materiale elettronico e per un ordine da un fornitore diciamo "non standard" c'è una burocrazia pazzesca che riesce a prendermi anche più di 15 giorni. Adesso proverò anche le altre due bobine e se anche queste faranno così li chiamerò per la restituzione. Nella miniatura ecco come si è spezzato da solo da un giorno all'altro (quello verde è un PLA filoalfa che non mi da problemi neanche dopo un mese che è aperto, del resto come i 3ntr), appena mi si libera il forno faccio il tentativo. ciao e grazie Alessandro

-
Ok farò la prova del forno Il materiale proviene da RS (http://it.rs-online.com/web/) e ne ho altre due (una di grigio e una di rosso). Ho il sospetto che si tratti di materiale vecchio vista l'incongruenza col codice, comunque era sigillata bene sottovuoto e con il gel. Alessandro
-
Ciao, sto usando del PLA da 2.85mm nero della Verbatim (codice 055259 ma in rete non risulta con questo codice) e ho notato che il filo mi si spezza in più punti (vedi foto). Alla prima stampa (un filtro) ho pensato che il problema fosse dovuto alle notevoli azioni (di numero) di retrazione per quella stampa ma poi ho notato che capitava anche maneggiandolo un po'. La cosa strana è che fa così solo in certi tratti, negli altri sembra flessibile come altri PLA. Stamattina ho notato che si era spezzato da solo poco prima di entrare nella guida E' da buttare oppure si riesce a recuperare (tipo mettendolo in forno) ? Alessandro
-
Ciao Marco, non era per la forma ma proprio per il materiale. Comunque credo che un cubo chiuso col tempo si "svuoti" ugualmente. Appena lo rivedrò gli chiederò se è riuscito a far qualche prova, gli avevo lasciato qualche piccolo campione in PLA (l'ABS che avevo per le mani era inutilizzabile ). Alessandro
-
Ciao Davide, ops hai ragione, non ho pensato di chiedertelo ... manco al mix PC-ABS. Ok per il campione (ho un ordine in corso). Vedo di contattarti ASAP. Alessandro
-
Grazie Non mi ha parlato di tempi, ma proverò comunque col PLA sperando vada tutto bene. Purtroppo non c'è mai il tempo per prepararsi in anticipo con dei test Alessandro
-
Facciamo così: prendiamo una scatola stagna, ci facciamo un foro e ci attacchiamo un sistema di pompe per fare il vuoto. Si avvia il tutto e il sistema e comincia a far uscire l'aria. Ci vuole un bel po' di tempo per raggiungere un vuoto spinto perché le molecole che si trovano dentro la scatola (aria, grasso da impronte digitali, residui di solvente ...) devono prendere la strada attraverso il buco e poi nella pompa per essere espulse. Quando si mette qualcosa di solido dentro la scatola è probabile che abbia dell'aria/gas al suo interno (a livello molecolare) e in condizioni di vuoto le ceda più o meno lentamente "rovinandoti" il vuoto. Un problema è che con certi materiali non riesci a raggiungere dei vuoti decenti perché rilasciano sempre qualcosa e dunque non vanno bene per quel tipo di applicazioni. Un altro problema è che magari il degasamento potrebbe deteriorare il materiale che poi si rompe o si deforma. Volevo sapere se qualcuno ha fatto esperienze con il vuoto e oggetti creati con i materiali che usiamo per le nostre stampanti.
-
Ecco, oggi ho fatto contento un ricercatore realizzandogli un bel supporto in PLA e poi prima di riuscire a scroccargli un caffè mi parte con "senti un po' Ale, ma come si comportano le tue plastiche nel vuoto spinto* ? Avrei un altro oggettino ..." Il problema non è che il materiale deve tenere il vuoto ma che ci deve stare senza rilasciare niente, altrimenti addio vuoto. C'è qualcuno qui che ha avuto esperienze simili o ha fatto qualche esperimento ? Alessandro * ~ 10^-6 / 10^-7 mbar
-
Il mio PLA preferito è 3ntr Finora ho ho usato il giallo, il blu e il rosso. Le stampe vengono fuori belle lucide, non ho mai avuto distaccamenti dal piano (che tengo a 60°C). Sto usando anche del PLA della Filoalfa (verde) che però non è lucido come il 3ntr ma si stampa bene. Anche il PLA della RS Components (nero) non è lucido, mi ha fatto perdere un po' di tempo per trovare le temperature giuste e ho visto che tende a restringersi un po'. Ho due bobine della Verbatim (nero e grigio) che devo ancora aprire. Per l'ABS una tragedia sono riuscito a prendere solo una bobina della RS (nero) e sto diventando matto perché si deforma e si stacca molto volentieri (provato con varie temperature, di estrusione e di piatto, anche abbassando la velocità). Per l'adesione ho risolto parzialmente (mi si alzano i bordi) con la lacca ... devo cambiare spacciatore e trovarne uno in MEPA
-
Ciao, premetto che il mio obiettivo di avere un agosto tutto per lei è andato a farsi benedire ... si però come "risarcimento" gli ho fatto prendere una bobina di PVA da RS, così come inizio poi pagheranno il resto Comunque grazie all'aiuto di Davide ho migliorato molto la qualità delle stampe visto che mi ha donato una licenza per Kiss Qui da me si era ancora in divisione per zero dopo gli interrogativi "come paghiamo ?" e "la fattura?" Tornando alla stampa, sono riuscito a produrre delle piccole parti che servono ad un ricercatore come prototipo, stavolta non avevano "buchi" e i settings standard hanno dato già ottimi risultati che ho migliorato passando da 3 a 1 solo perimetro. Oggi mi son messo a far prove per migliorare l'estetica del draft (layer 0.3) è ho visto che si può fare mettendoci un po' più di tempo. A dire il vero stavolta non ho applicato subito i settings suggeriti, ci sono arrivato notando stampa dopo stampa come migliorava la rifinitura (pareti verticali e top layer). Ovviamente prendo nota delle modifiche, identifico le stampe e salvo tutto. ciao Ale aka Kosso aka IW3SGT
-
@ShareMind: lavorando nel campo della ricerca, qui da noi tutti i ragionamenti "standard" riferibili alla produttività non sono applicabili (mi ci son voluti anni per cambiare approccio visto che provenivo da un settore industriale). La scelta della 3ntr è stata fatta da un elettronico, un meccanico e un ricercatore. Abbiamo guardato cosa c'era in giro, confrontato le caratteristiche e in un secondo momento scelto tenendo conto del budget. Il fatti determinanti sono: gli estrusori con un range molto ampio (non escludo fili custom autoprodotti in futuro), la possibilità dell'evacuazione dei fumi, made in Italy e che magari sia in MEPA. Riguardo ai tempi lunghi, sopra scrivevo che sono in "multitasking", nel senso che anche se ho la macchina a fianco non ci posso dedicare tutto il tempo perché avevo da finire qualcosa di urgente (quelle cose della serie "mi serve per ieri") e ci dovevo metter la testa per bene visto che si trattava di raggi X. Se mi ci mettevo in full time a quest'ora avrei già fatto fuori kg e kg di materiale e sicuramente con qualche risultato In agosto sarò tutto per lei, nel frattempo spero che da RS mi arrivi l'ABS nero (vorrei provare a schermare un rilevatore al silicio) Ciao Alessandro
-
Si (riguardo alla pazzia) ma era per una prova (ho anche gli ugelli da 0,6). L'inizio dell'infill è scarso anche a 0.2 e 0.3 Ale
-
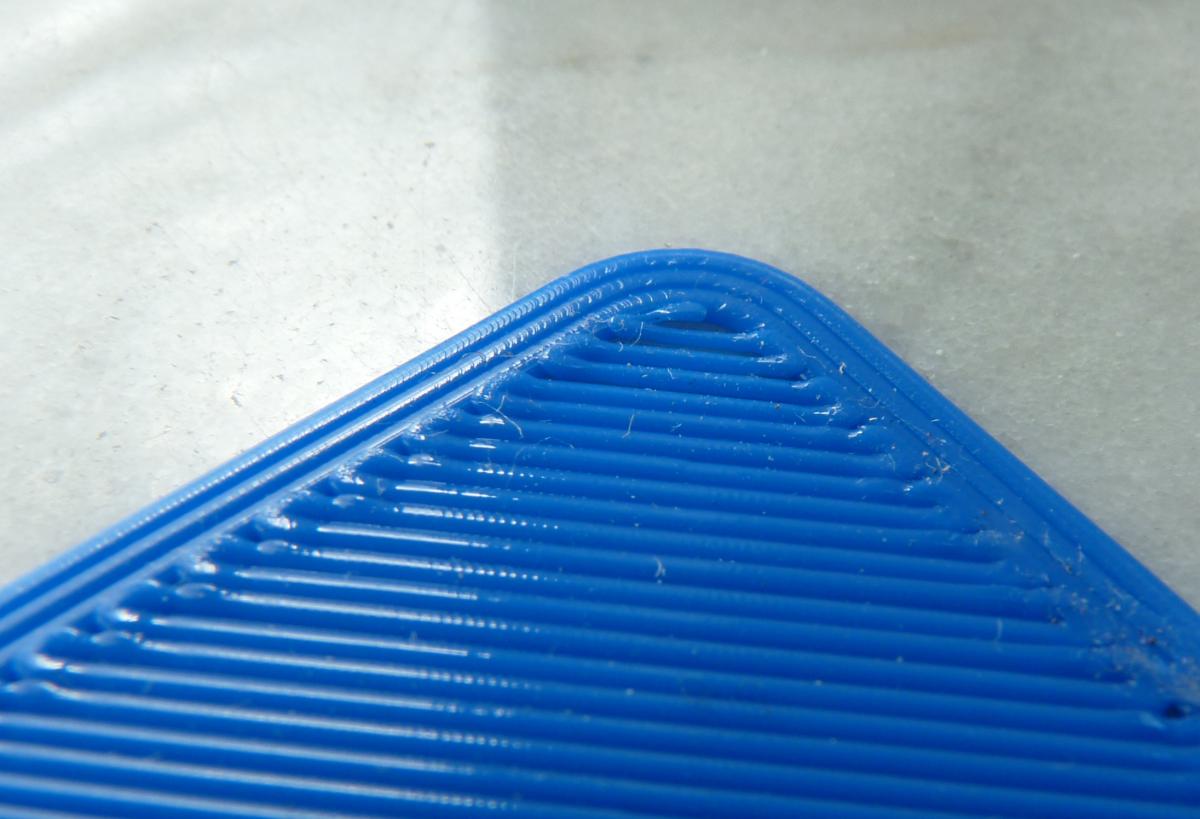
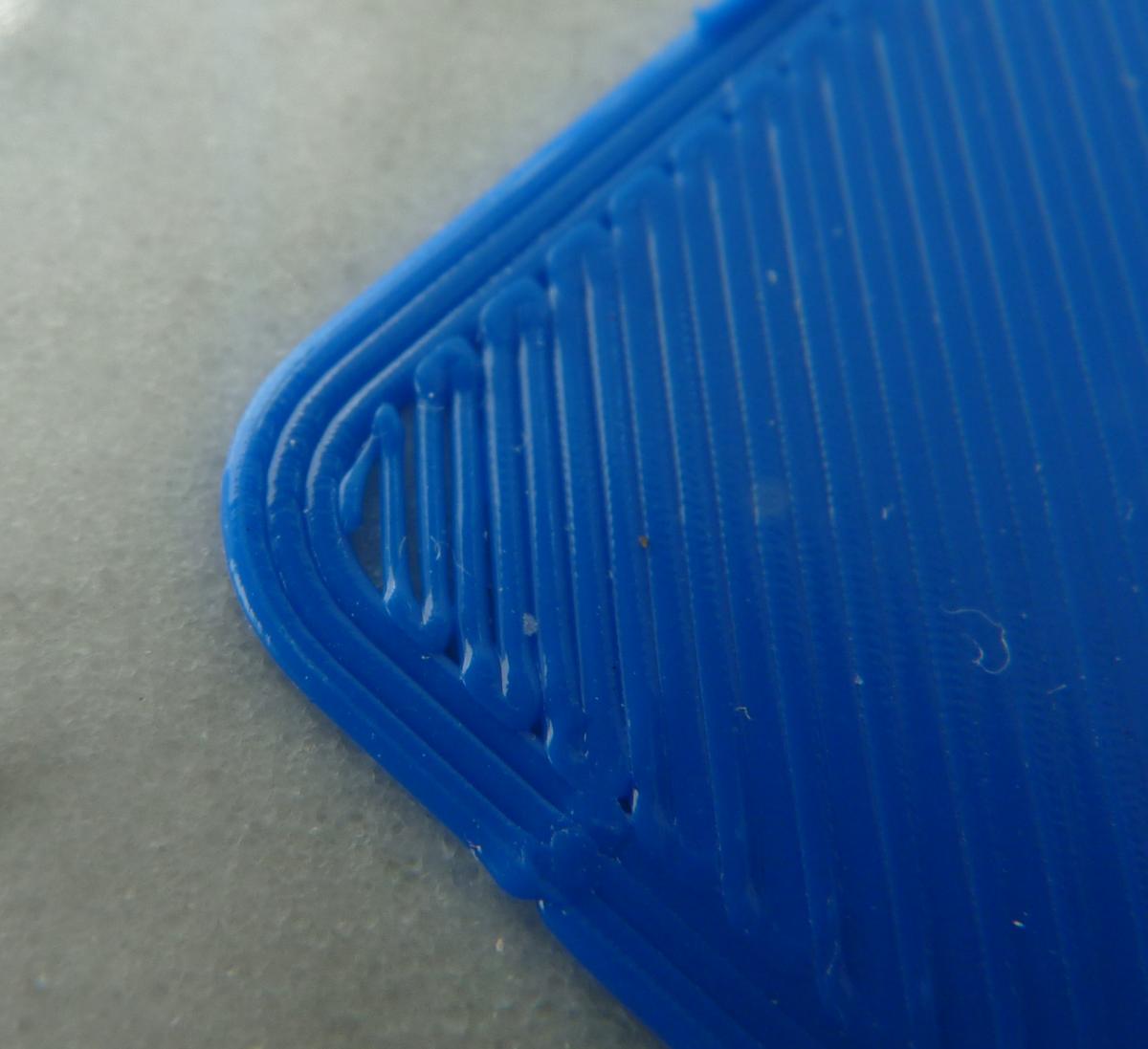
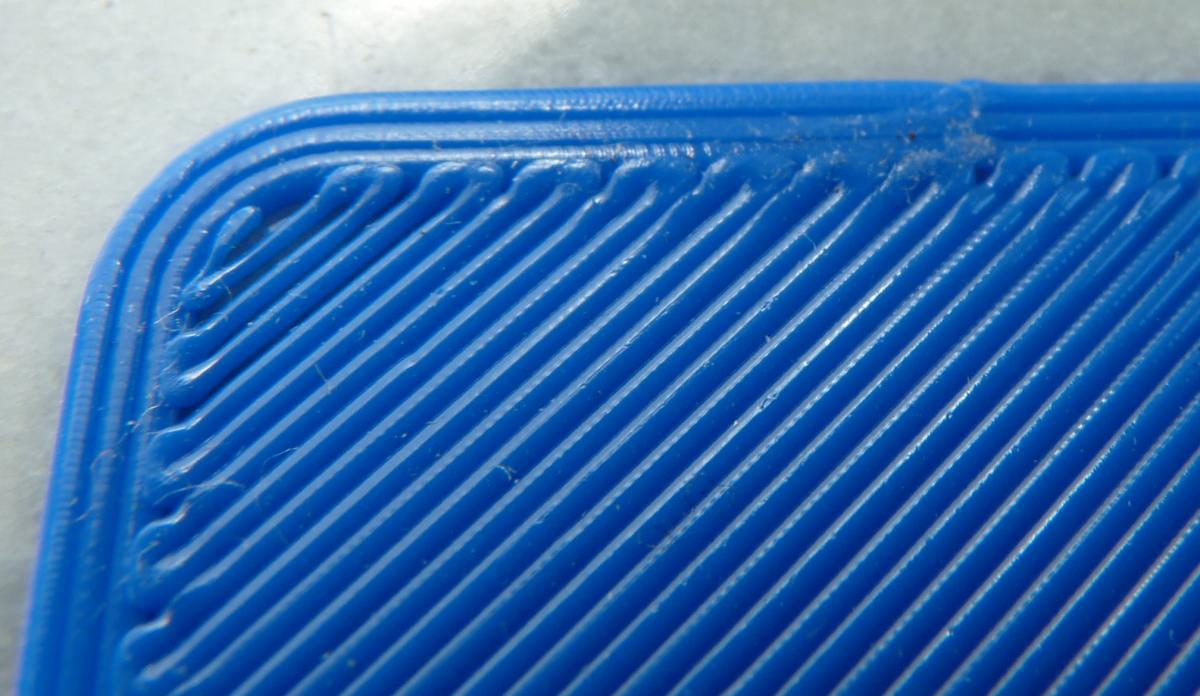
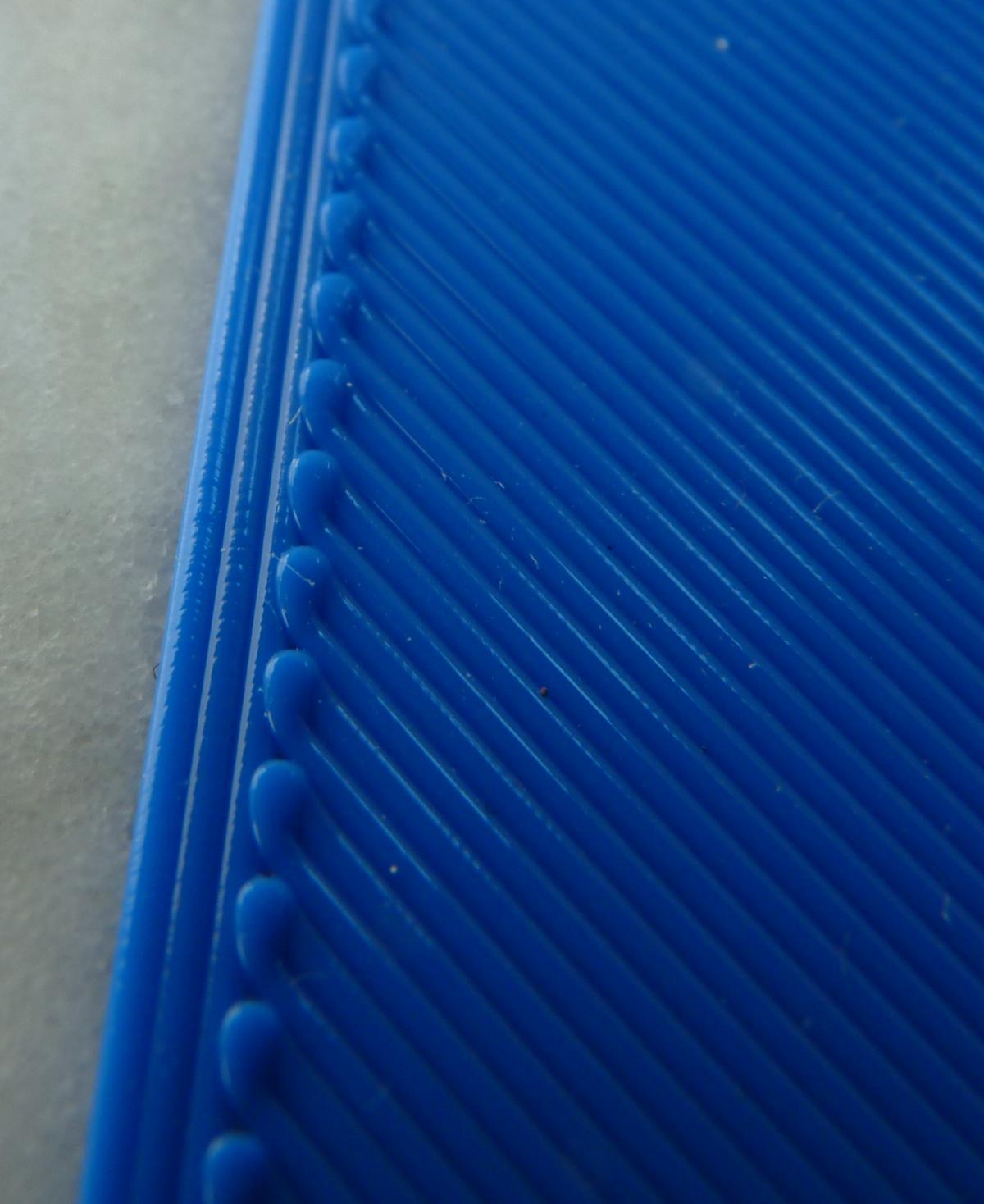
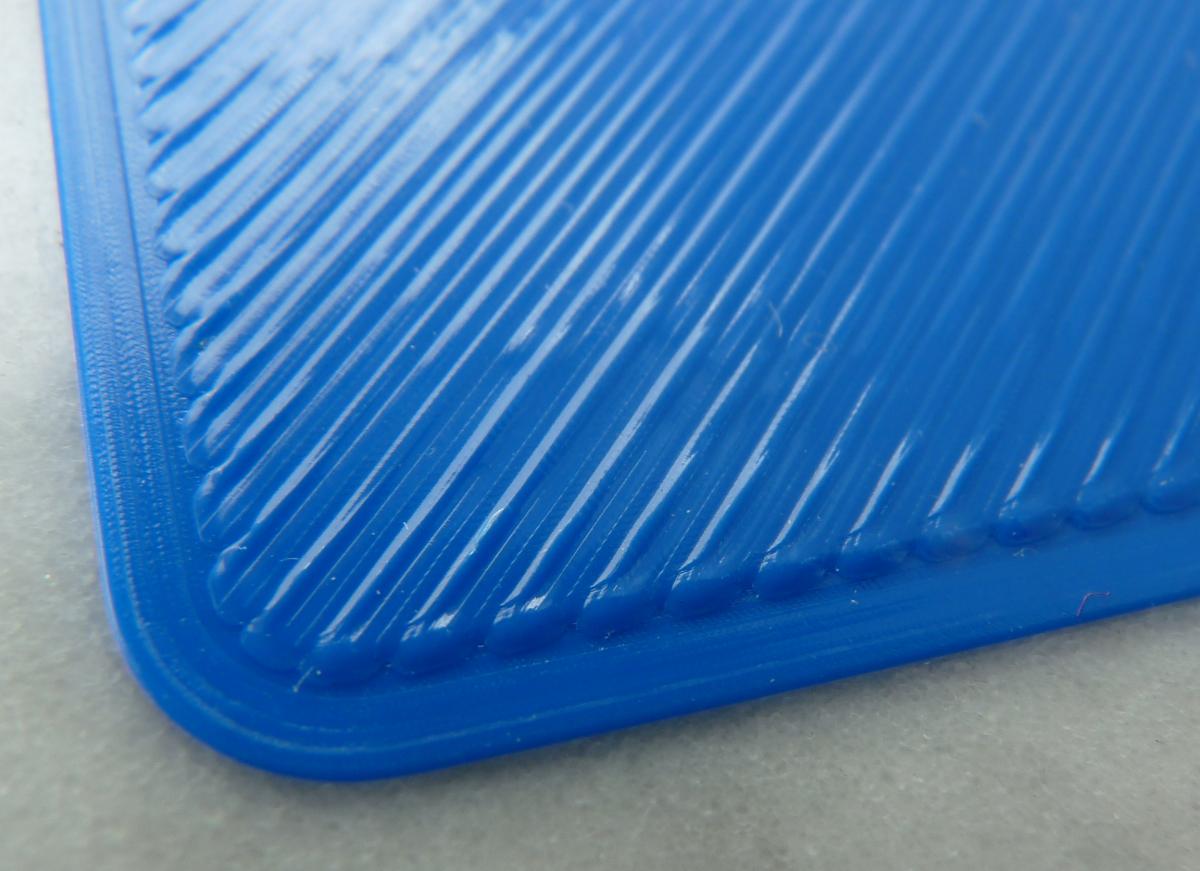
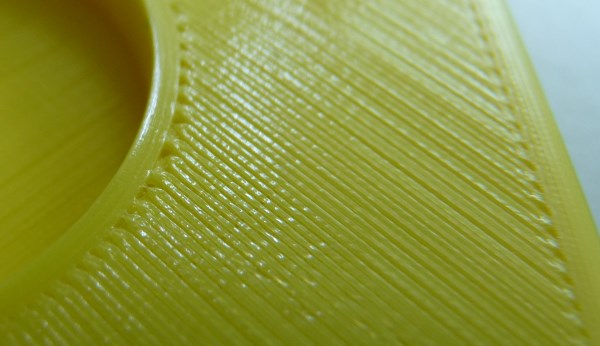
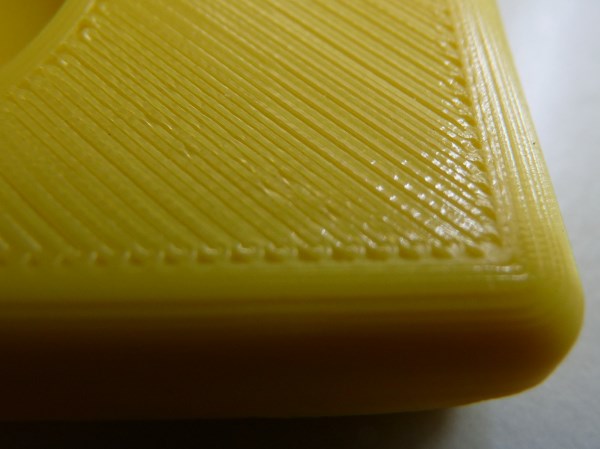
Quello che invece devo rimediare è quando mi fa l'inizio dell'infill. Ho impostato a 4 mm la ritrazione e poi aggiunto 0.5mm quando ritorna, forse devo aumentarlo. Ecco un po' di foto: inizio infill lato del piano inizio infill lato top Qui invece devo aver esagerato con l'advanced (forse anche con il layer da 0.4 avendo un estrusore da 0.4) La mia teoria che il piatto non sia perfettamente in piano è supportata dalla stampa di un perimetro le foto di due parti del perimetro, tutte e due del lato a contatto con il piano qui i top Ho deciso che le parti piccole le stamperò sul piano senza supporto mentre per quelle più grandi userò il supporto e dopo dovrò studiare un modo per la finitura. Alessandro
-
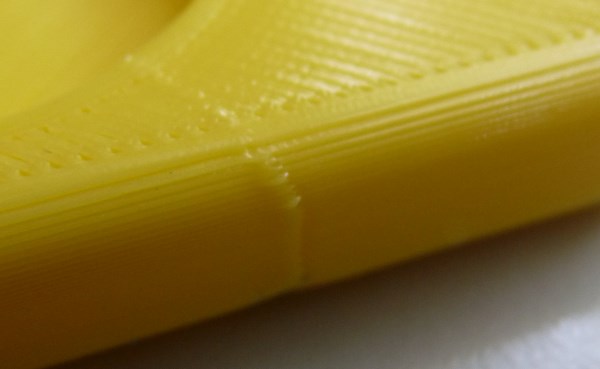
Sono ancora alle prese con delle prove, alternando Slic3r e Kisslicer. Sono anche in multitasking con altre attività e in pre-ferie dunque ho poco tempo per dedicarmici come vorrei. Diciamo che smanettando i settings di Slic3r (advanced) si migliora molto, quello che ho notato è che il piatto non è perfettamente in piano e dunque per eliminare questo problema si stampa il supporto che poi va rimosso (ma la finitura del lato a contatto con il supporto non mi viene bene). In questi giorni ho provato anche a stampare PETG (nero Filoalfa) con risultati deludenti, cambiando qualche temperatura sono riuscito a migliorare ma stamattina l'ultimo tentativo, quando ero convinto di esser partito bene, è andato male. Diciamo che sul PETG sto andando alla cieca ho fatto prove con il piatto a 110°C e 85°C, temperature di estrusione tra i 220°C e 240°C, ma il risultato migliore l'ho ottenuto riducendo la velocità. Poi ho una grana che Slic3r non mi imposta correttamente la temperatura del piatto e della ventola di raffreddamento dunque avviata la stampa forzo tutto via software. Ho fatto anche qualche foto: qui devo trovare la voce per Kisslicer per fagli iniziare i perimetri in random (come Slic3r)) qui devo rimediare (se possibile), la rimozione del supporto lascia una finitura scadente ecco la mia prima "stampa" in PETG, qui mi sono dimenticato di attivare (manualmente) la ventolina degli estrusoli