SunTzu
-
Numero contenuti
107 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di SunTzu
-
Curiosità su laser a diodo per marcatura
SunTzu ha risposto a SunTzu nella discussione Incisione e taglio laser
Grazie a entrambi. @Killrobavevo visto il tuo lavoro e sapevo che si potesse marcare l’anodizzazione, ma speravo che con qualche intruglio strano si riuscisse a marcare anche l’alluminio non anodizzato. Peccato 😭 -
Curiosità su laser a diodo per marcatura
SunTzu ha pubblicato una discussione in Incisione e taglio laser
Premetto che non so nulla di incisione laser, ma sto fantasticando su un po’ di cose che vorrei fare, mi sto guardando un po’ di video sul tubo e mi sto chiedendo se sia possibile marcare l’alluminio con un laser a diodo, spendendo al max 4-500 €. Credo di no… ma… 😅 se uno si prende una macchinetta cinese, ci cambia il modulo laser con il più grosso che trova (su Aliexpress ho visto moduli da 40w, possibile?) e mette in conto di passare diverse ore a provare intrugli di vario tipo, sarebbe ipoteticamente possibile ottenere una buona marcatura, nera e uniforme sull’alluminio? Grazie a chi vorrà rispondere 😊 -
Problema con fori per viti sempre troppo stretti
SunTzu ha risposto a Fil nella discussione Problemi generici o di qualità di stampa
Confermo anche io 0,15 (su filetti grandi) - 0,25 (su filetti piccoli). Se devi stampare sia vite che dado, ho avuto buoni risultati con 0,15 su entrambi -
come calcolare se il filo nella bobina basta per la stampa?
SunTzu ha risposto a Tanbruk nella discussione Materiali di stampa
Comunque in 15 ore usi pochi grammi (se non vai a 100 ms e stampi layer da 0,8.. 😄). Se hai un quarto di bobina ti basta e avanza Per capire il peso del rocchetto e fare come giustamente consiglia Killrob, pesa una bobina nuova e togli 1 kg. Poi pesi la tua iniziata e togli il peso del rocchetto, determinato in precedenza. Cura, in basso a dx, quando hai fatto lo slice, ti dice il peso -
Come ottenere la massima resistenza meccanica ?
SunTzu ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
Quoto il consiglio di rivestirlo in vetroresina o carbonio. O se vuoi farlo a modino, ti fai lo stampo (anche in pla a questo punto) e lo usi per fare il pezzo definitivo in vtr o carbonio -
[HELP] Pezzo con base piccola che si stacca dal piatto
SunTzu ha risposto a SunTzu nella discussione Problemi generici o di qualità di stampa
In realtà, come dicevo, il pezzo sembrava rimanere ben aderente. Mi ricordo bene i difetti che mi faceva all'inizio della mia avventura nel mondo della stampa 3d, quando mi si imbarcava la base e mi si sollevavano i bordi, ma non sembrava questo il caso. Ma sarà comunque come dici tu... Stasera stampo l'ultimo pezzo, con la base magnetica, e poi vi faccio vedere che accrocco ho combinato 😄 p.s. per cultura personale, qualcuno sa perchè il PEI (Polyetherimide) è così adatto a stamparci sopra? Leggo spesso di filamenti particolari che non aderiscono facilmente e secondo me si può sperimentare un sacco con i piatti... ho anche già qualche idea -
[HELP] Pezzo con base piccola che si stacca dal piatto
SunTzu ha risposto a SunTzu nella discussione Problemi generici o di qualità di stampa
Ciao, per la cronaca mi è arrivato il PEI (TwoTrees), l'ho carteggiato un po' (grana 1000 sotto l'acqua), l'ho installato, ho fatto il livello e ho mandato in stampa lo stesso GCode che mi si staccava: risultato perfetto. Ho quindi anche fatto la stampa multipla ed è venuta perfettamente. Quindi non so se sia stata fortuna o se il PEI abbia aderenza talmente superiore da resistere a piccoli urti, ma ho risolto. Grazie -
Come migliorare?
SunTzu ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
Ciao Tan, ma a parte le ragnatele, cosa sono quei "bozzi" sulle due colonne laterali? Secondo me c'è qualche problema di estrusione, non credo sia solo la ritrazione. Confermi che le altre stampe vengono bene, senza bozzi? -
Problemi di sottoestrusione Ender 3 V2
SunTzu ha risposto a raffaele96x nella discussione Problemi generici o di qualità di stampa
Per il supporto bobina, anche io ho ancora quello originale, che però non scivola bene. È da un po’ che volevo farmene uno un po’ bellino ma poi, dando soddisfazione alla mia enorme pigrizia, ho risolto con una goccia di olio al silicone (ma proprio una goccia, deve appena inumidirlo e non deve assolutamente colare. Mettila prima sul dito e poi lo passi solo sulla parte alta del supporto cilindrico della bobina). Il fatto è che la mia bobina vibrava parecchio quando ruotava rischiando di rovinare le stampe. Non è una soluzione molto raffinata, ma funziona bene 😅 Per quel che riguarda il resto, non sono la persona più adatta per aiutarti, ma mi limito a rilevare che (come altri sul forum) il pla+ della Sunlu, lo stampo un po’ più caldo (205), con il piatto più freddo (50-55). Non so però se possa influire sul tuo problema -
Nuova versione Ender 3 per il 2022
SunTzu ha risposto a eaman nella discussione Notizie sulla stampa 3D
Che, se non sbaglio, sono le modifiche più diffuse È come se la Ducati mettesse l’Akrapovic di serie… Alla fine sono bravi sti cinesi… -
[HELP] Pezzo con base piccola che si stacca dal piatto
SunTzu ha risposto a SunTzu nella discussione Problemi generici o di qualità di stampa
Pensavo di fare quel pezzo da solo e tutti i rimanenti (9) insieme. Però prima volevo risolvere il problema, su un pezzo singolo, in modo da non rischiare di rovinare una stampa da molte ore. Se non risolvo diversamente, zhop, stampo tutto insieme e via… 👍 -
[HELP] Pezzo con base piccola che si stacca dal piatto
SunTzu ha risposto a SunTzu nella discussione Problemi generici o di qualità di stampa
In effetti è proprio quello che pensavo… Ma è la prima volta che glielo vedo fare e solo con questo progetto. Ricontrollo gli step/mm dell’estrusore, ma li avevo già calibrati. Mentre gli step/mm di z li ho fatti solo con il cubetto, ma su un pezzo così basso non dovrei trovare differenze macroscopiche (gli altri due assi li ho fatti con più cura) Se non trovo “problemi” provo a ridurre il flusso al 95% per i layer successivi al primo? Magari anche a ridurre un po’ la velocità, così do più tempo al nozzle caldo di uniformare eventuali irregolarità… però mi sembrava di andare già abbastanza lento Grazie a tutti per le risposte 😍 Come dicevo, ho anche provato a lavarlo bene con lo svelto -
[HELP] Pezzo con base piccola che si stacca dal piatto
SunTzu ha risposto a SunTzu nella discussione Problemi generici o di qualità di stampa
Comprato 😄 -
[HELP] Pezzo con base piccola che si stacca dal piatto
SunTzu ha risposto a SunTzu nella discussione Problemi generici o di qualità di stampa
Scusa, piatto in vetro originale Ok, faccio le prove che hai detto. Grazie -
[HELP] Pezzo con base piccola che si stacca dal piatto
SunTzu ha pubblicato una discussione in Problemi generici o di qualità di stampa
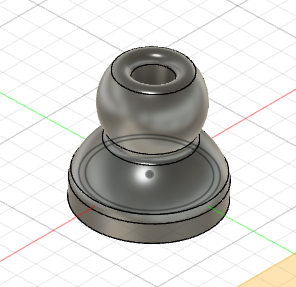
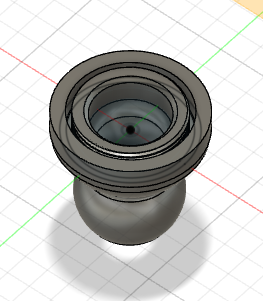
Ciao, lo so... è l'ennesima richiesta di aiuto per qualcosa che si stacca dal piatto. Ma non è un problema di adesione (credo). Cerco di essere sintetico per non rubarvi troppo tempo. [COSA] Sto stampando alcune parti per una lampada da lavoro che intendo modificare nel funzionamento, facendola diventare una lampada spot con collo pieghevole. Di seguito il componente incriminato. Si tratta dell'inizio del collo pieghevole. Da una parte ha un filetto M20x1 (che con mia grande sorpresa sono riuscito a fare) che si attacca alla lampada esistente (ho usato una lampada led cinese da pochi € come base per l'elettronica) e dall'altra la sfera su cui ruota la "vertebra" successiva. Ovviamente viene stampato con la base larga in basso. La base misura 30 mm di diametro (altezza 50 mm). [STAMPANTE, MATERIALE E SETTINGS] Ender 3 v2 completamente originale PLA+ Sunlu nero (sto finendo la bobina. Se necessario la rifarò in PETG) Temperatura di stampa: 205° (210° primo layer) Temperatura piatto: 50° (55° primo layer) Velocità di stampa: 45 mm/s (primo layer 22,5 mm/s) Livello piatto: 0,08 mm agli angoli, 0,13 mm al centro Nozzle: 0,4 mm Layers: 0,12 mm [PROBLEMA] Il primo layer viene sempre bello e l'adesione sembra ottima, tuttavia (di solito verso la parte alta della stampa, alla fine) il pezzo mi si stacca. Sarei dell'idea che la causa sia l'ugello che ci cozza dentro, perchè nelle stampe di prova (la maggior parte fallite, ma alcune riuscite) i pezzi, se non li trovavo già staccati, sono sempre risultati ben aderenti e difficili da staccare a mano. Non ho mai visto il pezzo staccarsi in diretta, ma ormai riconosco il TAC di quando si stacca dalla stanza di fianco... [SOLUZIONI TENTATE] Ovviamente ho rifatto il livello del piatto (ma era perfetto, a parte la leggera convessità) Ho aggiunto un brim, fino a 10 linee Ho tolto gli smussi alla base (nelle pic sopra, è già senza smussi) Ho lavato il piatto con acqua calda e svelto (comunque lo pulisco ogni volta con alcool) Ho aumentato la temperatura del piatto sul primo layer fino a 65° e quella di stampa a 55° Non avendo lacca in casa, ho provato con un po' di cerotto spray 😅 Non posso andare troppo oltre con temperature e flow dei primi layer o mi si rovinano le quote del filetto. Come extrema ratio ho pensato di usare un raft, o di fargli una base disegnata ad hoc, che sia semplice da tirare via, ma prima ho pensato di chiedere se voi esperti avete una soluzione più semplice. Anche perchè per ora ho stampato una sola "vertebra" e volevo fare le altre in un colpo solo... ma se dopo 14 ore di stampa le devo buttare tutte, mi inca**o 😅 Grazie a chiunque vorrà aiutarmi 😄
-
Restituzione Ender 3 V2
SunTzu ha risposto a pasetta nella discussione Problemi generici o di qualità di stampa
Mi pare di capire che ci fosse qualcosa di convesso tra piano riscaldante e piatto in vetro, ma 4 mm mi paiono un’enormità… è capitato a qualcuno di avere il piatto storto di qualche decimo. Qualche foto avrebbe aiutato a capire il problema -
Volevo proportelo anche io, ma io passerei carta vetro fine (1000 o 2000) con un po' d'acqua, solo per togliere roba che non sia vetro. Dopo lo lavi molto bene con svelto e spazzola. Se dopo non attacca non può essere il piatto...
-
Mi sa che ci vogliono i più esperti… 😊 Ultimo tentativo a cui posso arrivare: il piatto scalda bene il vetro?
-
Il mio aveva qualcosa sopra, tanto che all’inizio, pulendolo con l’alcool, sembrava che venisse via il piatto… Prova a pulirlo bene, a fondo con alcool o acetone. Il livellamento viene bene? A qualcuno è anche successo che fosse imbarcato
-
Problemi aderenza al piano? - FLSUN Q5
SunTzu ha risposto a Denny96 nella discussione Problemi generici o di qualità di stampa
Secondo me uno dei nuovi filamenti che hai usato ti ha creato un piccolo velo antiaderente sul piano. Hai provato a pulirlo con alcool, ma probabilmente non è il solvente adatto a togliere quel “velo”. Prova come suggerisce Ezio, a strofinare bene con acqua calda e sapone. Se non funziona, non so se il piatto sia in vetro, ma se lo è prova un po’ di solventi che hai in casa, tanto se è in vetro non puoi fare danni. -
Vabeh.. è un forum e le risposte restano per future ricerche 😉 Sarebbe interessante conoscere i risultati di chi ha provato le varie soluzioni
-
Problemi di aderenza
SunTzu ha risposto a Santus nella discussione Problemi generici o di qualità di stampa
Anche a me sembra alto... Filamento? Temperature? Ecc.? p.s. ma solo io quando inizio la stampa voglio il nozzle perfettamente pulito? Con quella pallaccia di plastica appiccicata, è un attimo che te ne lasci qualche pezzo sulla stampa -
Realizzazione oggetto in metallo utilizzando "calco" stampato in 3D?
SunTzu ha risposto a riemanndiy nella discussione Materiali di stampa
Ciao, riesumo questa discussione per segnalare che esistono dei filamenti a base cerosa, specifici per la stampa di "matrici a fondere" in cera. Ho una fonderia di bronzo e tra i miei clienti ho anche fonderie artistiche e di campane. Alcuni di loro usano stampanti 3d per fare quello che una volta si faceva a mano (scritte, incisioni, ecc. su statue, campane, ecc). Cercando in rete ho trovato alcuni produttori, ma se interessa chiedo ai miei clienti che filamenti usano. p.s. per OP: l'80% della mia produzione è impiegata in motoriduttori a vite senza fine. Se hai ancora bisogno, posso trovarti qualcosa di già fatto... Se invece hai un tuo disegno, o trovi qualcuno che te lo faccia partendo dal pieno (e pagando, non poco..) oppure puoi tentare con la strada della cera persa (ma la finitura superficiale, sarà molto scarsa) -
Infatti 👍 Non è tanto che qualcosa si allunga sensibilmente (anche l'ugello al max si può allungare di qualche centesimo), ma che tutte le dilatazioni sommate, possono portare a differenze significative (anche di decimi). Per questo il livello va sempre fatto con piatto e ugello caldi L'unica cosa che non si può muovere, sono proprio le molle 😜
-
Perdonami ma non è vero 😆 Se le molle subiscono dilatazioni termiche e si muovono, possono solo spingere di più o di meno, ma spingono qualcosa che è già a battuta, quindi non possono cambiare nulla delle quote pre-esistenti. L'unica possibilità che mi viene in mente è, come dicevo, che le molle siano poco precaricate, con 2 conseguenze: 1) se lavorano tutte estese e non spingono a battuta il piatto, ovviamente dilatazioni termiche possono farlo muovere 2) se stampi pezzi molto pieni e pesanti, con molle poco precaricate potresti riuscire a comprimerle con il peso dei pezzi In tutti gli altri casi, con molle precaricate correttamente, non c'è verso che queste possano muovere il piatto a causa di dilatazioni termiche. Tuttalpiù le barre fillettate, potrebbero subirne, variando le quote, ma parliamo di centesimi... L'acciaio ha un coefficiente di dilatazione lineare pari a circa 0,00012, che vuol dire che una vite da 2 cm che passa da 20 a 60 gradi, si allunga di 0,010 mm. 1 centesimo... non reisci neanche a misurarlo se non hai uno strumento professionale da centinaia di € Quindi ribadisco, che se hai misurato variazioni, la causa non poteva essere le molle 😉