SunTzu
-
Numero contenuti
107 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di SunTzu
-
Ma quindi consigli di mandare sempre le stampe da Pc e non usare mai la microsd? Non mi sono informato e quindi chiedo venia, ma la stampante ha una cache per la stampa o riceve le istruzioni in diretta? In questo secondo caso, mandando le istruzioni direttamente da pc non si aumentano i "fattori di rischio" per l'interruzione del flusso dati?
-
L’errore è ben distribuito e la media delle misurazioni è sostanzialmente corretta?Ribadisco che stai misurando un poligono, se pur con lati molto piccoli. Se invece l’errore si concentra su un’ordinata, probabilmente sei leggermente sballato di step/mm su quell’ordinata. Poi io farei delle prove più grandi, meglio se forate al centro, per risparmiare materiale.
-
Premetto che sono un principiante di stampa 3d, ma qualcosa di tolleranze e dimensioni ne capisco. Questa premessa solo per dire che secondo me con il cubetto classico da 20 mm è impossibile calibrare veramente bene gli step/mm, semplicemente perchè è troppo piccolo e qualsiasi difetto di stampa sarà sempre percentualmente rilevante su uno sviluppo da 20 mm, rischiando di vanificare tutti i calcoli che abbiamo fatto. Io per regolare gli step/mm sugli assi ho fatto delle strutture da 150 mm divise in 3 tronconi (ciascuna da 50 mm), ho misurato ogni "troncone" e fatto la media (facendo comunque attenzione ad evitare eventuali difetti, tipo angoli sovraestrusi, bave, ecc.). Regolati gli step/mm in questo modo ottengo pezzi precisi al centesimo... (dopo la regolazione e la prova, se stampo 150 mm, il calibro segna 150,00 😆 ) Io eventualmente proverei a fare una regolazione più di fino. Perchè è vero che problemi agli assi ti darebbero quelle stampe storte, ma se fossero così gravi, te ne accorgeresti abbastanza facilmente (credo). Inoltre concordo con chi ha detto di verificare le approssimazioni in stl: quando stampi non stampi mai veri cerchi ma sempre poligoni con più o meno lati. Se aumenti la risoluzione dell'stl dovresti ottenere differenze trascurabili, ma non è impossibile che ci sia comunque sempre qualche centesimo, tra una misurazione e un'altra. L'ideale sarebbe provare la misura in tante posizioni vicine ed eventualmente aumentare il diametro del cerchio (come già detto da altri)
-
Ma quel piano non è un po' storto? 😲 😅 O è fatto di proposito a scopo dimostrativo?
-
Secondo me un acrilico qualsiasi, ben diluito se lo vuoi "colare". Io ho in mente una cosa simile per altre applicazioni e lo darò con un pennellino, pulendo poi quello che eventualmente sborda dalla forma con un panno (prima che si asciughi, ovviamente)
-
Resine/altri materiali da post produzione
SunTzu ha risposto a Bananafell3r nella discussione Materiali di stampa
Penso che quello possa andare.. sembra anche comodo, in bomboletta Se no conosco la Prochima https://www.prochima.it/distaccanti.html prova a mandargli una mail spiegando le tue necessità -
Primi layer dimensionalmente perfetti: è possibile?
SunTzu ha risposto a SunTzu nella discussione Problemi generici o di qualità di stampa
Lo inizio nel weekend, per ora ho solo disegnato particolari per capire gli accoppiamenti. Appena ho qualcosa lo posto! E capisco e condivido anche la critica ai layer da 0,12. In effetti per ora ho stampato tutto così ma stavo pensando di farli molto più alti, tanto restano nascosti nel montaggio. Prima della stampa definitiva volevo provare almeno a 0,2, ma se vedo che mi cambiano gli accoppiamenti, torno indietro perché non ho voglia di rifare tutte le prove 🤣 Grazie dei consigli 👍 -
Primi layer dimensionalmente perfetti: è possibile?
SunTzu ha risposto a SunTzu nella discussione Problemi generici o di qualità di stampa
@eamanSi le foto fanno schifo, scusate... una pure fuori fuoco... ma al momento era il meglio che riuscivo a fare Le posterò meglio, perchè il punto era proprio capire se ci fosse un difetto o meno. Smusserò gli angoli 👍 (questa era comunque solo una prova di un dettaglio, quindi non me ne sono preoccupato troppo, sui pezzi finiti, farò tutti gli smussi) Per quel che riguarda le scatole, capisco l'appunto, ma mi piaceva proprio fatto così. Si tratta comunque solo di un pannello da 15 mm di altezza, diviso in 9 sezioni incastrate tra loro e con la stampante posso fare cose impossibili solo con il taglio. Poi ti farò vedere com'è venuto, così spero capisca la mia idea 😆 @Eddy72 provo, grazie 👍 -
Primi layer dimensionalmente perfetti: è possibile?
SunTzu ha pubblicato una discussione in Problemi generici o di qualità di stampa
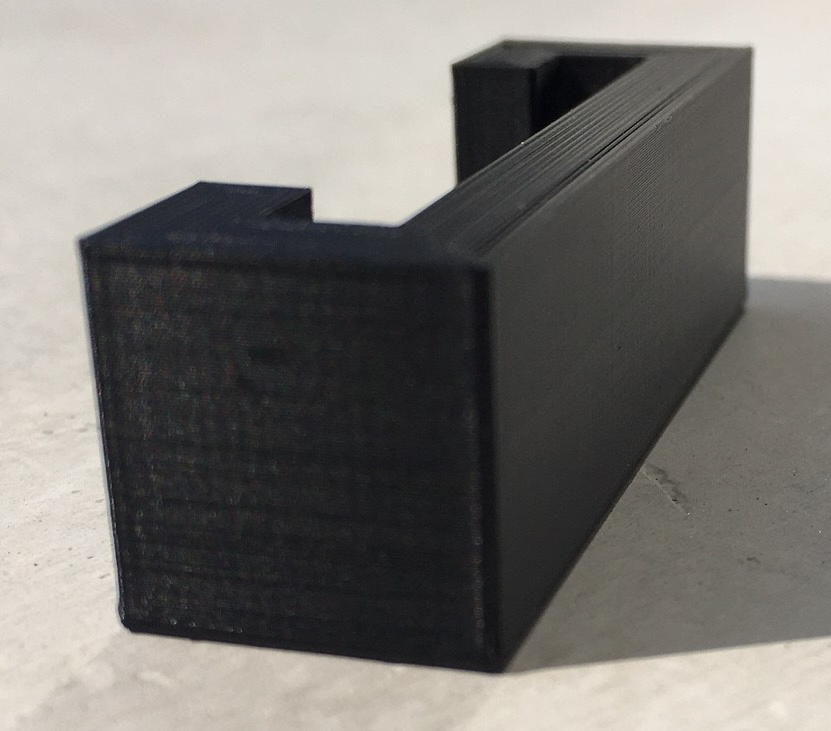
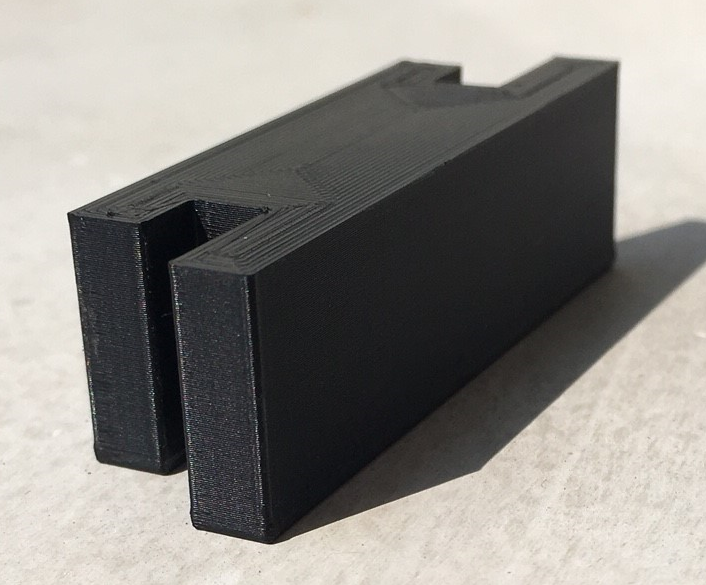
Ciao, sto facendo gli ultimi test per mettere insieme il mio primo progetto. Non è nulla di particolarmente complicato: un organizer per cassetti da officina (quindi alloggiamenti bussole, chiavi, ecc.). Ovviamente devo farlo a pezzi (i cassetti sono mm 560x560 circa) e quindi sto provando i vari incastri e tolleranze. Devo dire che sono molto contento dei risultati: con 0,1 mm di tolleranza tutti gli accoppiamenti sono perfetti. Perfetti si, ma non i primi layer che sono sempre un po' abbondanti e quindi alla fine gli incastri non calzano come vorrei. So che il problema si chiama "elephant foot" ma non capisco se i miei pezzi ne siano affetti o meno, a causa della mia inesperienza. Di seguito un paio di foto: Questo è classificabile come elephant foot e quindi è migliorabile abbassando la temperatura, oppure è sempre una coperta troppo corta, tra distaccamento e warping? Aggiungo che stampo a 0,12mm di layer, piatto a 60° all'inizio, poi 55° (si, sono tornato sui miei passi, dopo l'altra discussione, ma non ho notato differenze), ugello parte a 210° e poi 205°, PLA+ Sunlu su Ender 3, stampo sempre con brim. Ritengo anche di poter azzerare il problema riducendo il flow (ho letto che si fa), ma ho anche letto che se tutti i parametri sono perfetti, i primi layer dovrebbero esserlo anche loro. Solo che non sapendo quale sia il limite, non ho idea se devo muovermi per migliorare questo aspetto, oppure un po' di schiacciamento dei primi layer sia fisiologico. Che dite: lavoro sulla temperatura o abbasso il flow e taglio la testa al toro? Grazie a chi vorrà aiutarmi 😆
-
sostituzione noozle bruciato
SunTzu ha risposto a minocchio nella discussione Problemi generici o di qualità di stampa
Non devi togliere il filo, quando hai finito. Come temperatura per il PLA a me 220° sembra un po' alta. Se è PLA normale di solito si sta intorno ai 200 (qualche grado in più per PLA+). Ma aspetta conferma da killrob o altri più ferrati (anche io sono agli inizi) -
Si stacca pla+ sunlu Ender 3
SunTzu ha risposto a Andrea Flo nella discussione Problemi generici o di qualità di stampa
Si, la temperatura l'abbasso alla fine per impazienza, ma solo su pezzi alti e sugli ultimi layer. Devo dire che movimenti non ne ho mai notati e anzi tutti i pezzi mi vengono precisi al decimo (dopo adeguate calibrazioni). Comunque non lo faccio più 😄 -
Si stacca pla+ sunlu Ender 3
SunTzu ha risposto a Andrea Flo nella discussione Problemi generici o di qualità di stampa
Come dicevo, il mio problema era più che altro che non usavo nè brim nè skirt (prime stampe di prova). Da quando uso un brim ho risolto tutto. Contemporaneamente però ho alzato la temperatura del piatto e da quello che dici deduco che probabilmente fosse inutile. Posso anche provare a tornare a 55-60° con brim. Probabilmente non avrò comunque problemi p.s. @eaman perchè il mio commento ti ha rattristato? 😅 -
Si stacca pla+ sunlu Ender 3
SunTzu ha risposto a Andrea Flo nella discussione Problemi generici o di qualità di stampa
0,1 mm di livellamento (0,15 al centro) In effetti inizio a 80 perchè avevo scollamenti senza brim, ma non ho provato a 60 con il brim Comunque le stampe sono ok, quindi non cambierei... sono solo i primi layer a 80° e sto più tranquillo, poi dopo scende a 60 edit: comunque faccio notare che con piatto in vetro originale, la temperatura nel punto di contatto sarà molto inferiore a quella impostata; anche per questo parto più alto, perchè così sono sicuro che anche se inizio a stampare di corsa, il piatto sia almeno a 60° Ma il brim lo usi? Per me è fondamentale -
Si stacca pla+ sunlu Ender 3
SunTzu ha risposto a Andrea Flo nella discussione Problemi generici o di qualità di stampa
Io su Ender 3 V2 inizio la stampa ad 80° sul piatto (dagli tempo di scaldarsi bene, che sopra al vetro la temperatura resta più bassa) con 4 linee di brim. Poi scendo a 60 in stampa (e spesso lo spengo verso la fine). Per quel che riguarda il filo, stampo a 205° con inizio a 210° (Sunlu PLA+). Mai avuto problemi di distacco, anzi, se il piatto non è a temperatura ambiente, non stacchi nulla... A me la grossa differenza ha iniziato a farla il brim, mentre prima avevo un po' di scollamenti sugli angoli, quindi te lo consiglio (se non lo usi). Puoi anche dargli un offset, così non lo devi neanche staccare a mano (ti resta sul piatto): io uso 0,2 mm edit: ma si stacca come si vede nella benchy boat? Quindi non intendi dal piatto, ma che non aderiscono i layer l'uno all'altro? -
Resine/altri materiali da post produzione
SunTzu ha risposto a Bananafell3r nella discussione Materiali di stampa
Secondo me un distaccante ceroso per stampi per vetroresina, fa al caso tuo -
mi serve un parere spassionato
SunTzu ha risposto a Killrob nella discussione Incisione e taglio laser
Immaginavo 😆 Grazie edit: cinesi fanno dai 10 ai 40k, solo la sorgente 😲 -
mi serve un parere spassionato
SunTzu ha risposto a Killrob nella discussione Incisione e taglio laser
Sono OT ed è una domanda estremamente stupida, quindi mi scuso, ma i laser cutter veri, per metalli, che ordine di potenza hanno? Dopo aver scoperto questo mondo (stampa 3d) sono entrato in fissa che voglio farmi un router cnc per il taglio dei metalli... inizialmente pensavo di montarci la torcia al plasma, ma il laser sarebbe una figata... (anche se mi sa che i laser per quell'uso, costano come una moto...) -
Filamento alimentare e resine epossidiche?
SunTzu ha risposto a TheClue nella discussione Materiali di stampa
La discussione è vecchia, ma la lega di cui è fatto l’ugello non ha più del 2% di pb. Tenete presente che è la stessa lega con cui sono fatti la maggior parte dei raccordi acqua in ottone. La direttiva europea di riferimento consente l’uso di leghe con max 4% di pb per uso alimentare (in realtà in deroga, ma tant’è), quindi da quel punto di vista dovrebbe essere sicuro. Oltretutto la durata del contatto tra pasta e forma del biscotto, sarebbe talmente limitata da rendere quasi impossibile una contaminazione rilevabile da pb. Diverso sarebbe se stampaste direttamente alimenti: in tal caso mi farei qualche scrupolo in più. P.s. per stampe alimentari, attenzione anche al nickel (in ugelli nichelati) perché per alcuni è un allergene -
Prima stampa, come migliorare?
SunTzu ha risposto a Tanbruk nella discussione Problemi generici o di qualità di stampa
Ciao Landroverista! Con lo spessimetro non riesci a capirlo? Se livelli il piano ai lati e poi provi con lo spessimetro in centro, dovresti avere una misura attendibile anche senza comparatore. Io ho solo 5 centesimi e non mi da problemi (il primo layer al centro viene leggermente più alto, ma attacca bene comunque) Io sono nuovo dell’ambiente, ma le stampe non mi sembrano male anche se i layer non sembrano perfettamente allineati (a me vengono più precisi): la macchina è tutta perfettamente in quadro? Mentre la staffa ha un difetto in corrispondenza dell’inizio delle asole? Dalla foto non si capisce -
La compro o non la compro..?
SunTzu ha risposto a SunTzu nella discussione La mia prima stampante 3D
Ne uso uno da desktop buono. Adesso, all’ennesimo tentativo, senza fare nulla di diverso, una la legge 😅 -
La compro o non la compro..?
SunTzu ha risposto a SunTzu nella discussione La mia prima stampante 3D
Dopo qualche prova sono giunto alla conclusione che sia l’sd in dotazione un po’ ciucca… Ho diverse sandisk ultra da 16 gb+ ma non riesco a farle riconoscere neanche formattandole fat32. C’è qualcosa che mi sfugge? Se no ne comprerò una più piccola.. p.s. sono contento della stampante. Funziona bene e, trovate le impostazioni giuste, le stampe sono ottime 👍 -
La compro o non la compro..?
SunTzu ha risposto a SunTzu nella discussione La mia prima stampante 3D
Arrivata e assemblata con grande cura, per mettere tutto in quadro. Impostato step/mm dell’estrusore e ho fatto il cane di prova che danno nella scheda (venuto bene). Poi ho provato a fare un cubetto di calibrazione (ho tralasciato la hot tower per ora, tanto uso sunlu pla+ e più o meno i parametri sono noti, l’avrei fatta dopo) ma ad 1/3 la stampante è crashata: lcd bloccato, assi immobili e mi sembra riscaldatori accesi. Ho dovuto spegnerla per riprendere il controllo. Ho riprovato e ho avuto lo stesso identico risultato: crashata nello stesso identico punto. Non apro un topic nuovo, perché ho visto che sul forum creality parrebbe esserci la soluzione, ma adesso il loro forum è offline.... Qualcuno ha idea di cosa possa essere? Più tardi provo a rifare lo slice del cubetto, magari ho sbagliato qualche impostazione in Cura e poi proverò a mettere il file in una sd di qualità, che forse quella che danno loro è una ciofeca e magari ha settori danneggiati. Altre idee mentre aspetto che il loro forum torni online? Grazie 😊 -
La compro o non la compro..?
SunTzu ha risposto a SunTzu nella discussione La mia prima stampante 3D
Ok, grazie. Visto il costo esiguo, valuto se restituire la bobina o tenerla di backup 👍 @inicisore: grazie -
La compro o non la compro..?
SunTzu ha risposto a SunTzu nella discussione La mia prima stampante 3D
Ho preso PLA normale ☹️ Vabeh, comunque ho visto che il filo non costa caro... inizio a fare qualche prova con questo, tanto mi sa che ne sprecherò parecchio all'inizio 😅 Grazie -
La compro o non la compro..?
SunTzu ha risposto a SunTzu nella discussione La mia prima stampante 3D
Alla fine ho preso la Ender 3 V2. Arriva domani Ho preso anche 1 Kg di PLA nero, per iniziare a fare qualche prova (marca Eryone, garantito +/- 0.03, spero sia decente..) C'è altro di cui ho bisogno per iniziare a stampare qualcosa? Considerando che siamo in mezzo alle ferie, se mi serve altro, sarebbe meglio acquistarlo adesso