dnasini
-
Numero contenuti
4.517 -
Iscritto
-
Ultima visita
-
Giorni Vinti
179
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di dnasini
-

Prove di stampa
dnasini ha risposto a DomenicoBecchio nella discussione Problemi generici o di qualità di stampa
mmmm sembra tu abbia problemi di flusso e di temperatura. Quel primo layer (perdona la franchezza) e' brutto brutto. prima di iniziare le stampe hai fatto le regolazioni di base per ogni singolo filamento che vai a stampare? Appena cambi tipo di filamento, marca (addirittura colore della stessa marca) devi ricalibrare i parametri del flusso e della temperatura almeno. Se hai stampato il cubo e hai verificato che la dimensione ha tolleranze accettabili, magari gli step?mm dell'estrusore sono corrette ma una controllatila la farei cmq. Detto questo, ti dico le calibrazioni che farei nell'ordine. Scegli un filamento e fai tutti i test con quello, cosi' almeno elimini una variabile: 1) Calibrazione step/mm dell'estrusore (se imposti di spingere 200mm di materiale, l'estrusore deve spingere quella lunghezza di materiale, se ne stampa di piu' o di meno, devi modificare il parametro degli step/mm) 2) stampa una temp tower per il tuo filamento con variazione di 5C tra uno scalino e l'altro per individuare la temperatura ottimale di stampa (usa il range di temperature del filamento) 3) una volta individuata la temperatura ottimale, fai il test dell'hollow_cube per definire la quantita' di flusso da impostare per essere dimensionalemnte corretto. Fatte queste 3 relolazioni, ristampa il cubo e fai le misurazioni. Se le tre regolazioni di cui sopra sono fatte bene, hai una situazione solida di partenza per indirizzare gli eventuali problemi. Qui di seguito ti riporto il mio Start Gcode con la linea di spurgo, confrontalo con il tuo e fai gli aggiustamenti che ritieni opportuni M220 S100 ;Reset Feedrate M221 S100 ;Reset Flowrate G21 ;unit mm G28 ;Home G92 E0 ;Reset Extruder G1 Z2.0 F3000 ;Move Z Axis up G1 X5.1 Y20 Z0.28 F5000.0 ;Move to start position G1 X5.1 Y200.0 Z0.28 F1500.0 E15 ;Draw the first line G1 X5.4 Y200.0 Z0.28 F5000.0 ;Move to side a little G1 X5.4 Y20 Z0.28 F1500.0 E30 ;Draw the second line G92 E0 ;Reset Extruder G1 Z2.0 F3000 ;Move Z Axis up -
Usate gli essicatori chiusi o con qualche spiffero?
dnasini ha risposto a Cubo nella discussione Hardware e componenti
Questo e' il tutorial che ho visto anche io e che ha portato alla mia modifca. La mia mod differisce da questa per 2 cose: 1) nn ho spostato il sensore (nn mi sono fidato a farlo viste le mie capacita') 2) nn ho saldato il connettore della ventola direttamente all'alimentatore ma ho creato uno sdoppiatore ad Y con 2 un JST femmina ed uno maschio. In aggiunta ho messo un interruttore per attivare e disattivare la ventola Un add-on che ho visto in un altro tutorial (e che automatizzerebbe l'accensione della ventola togliendo quindi l'interruttore) sarebbe quella di mettere in serie all'alimentazione della ventola una resistenza che chiude il circuito al superamento di una certa soglia di temperature (40C) -
Come impostare in Marlin una "nuova" posizione dell'hotend
dnasini ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
Wow bella dritta l'idea di greare un unico GND su tutta la superficie, si simplificano di brutto le varie piste rimanenti. Ora devo capire come impostarlo in EasyEDA..... -
Usate gli essicatori chiusi o con qualche spiffero?
dnasini ha risposto a Cubo nella discussione Hardware e componenti
Ecco la mia mod, una mirabolante ventola 4010 rapinata ad un vecchio fanduct, 30 min di smonta-salda-incolla-crimpa-(bestemmia)-rimonta ed il gioco e' fatto Al momento della mod nn mi era ancora arrivata la resistenza termica per l'attivazione automatica della ventola superati i 40C e spegnimento sotto i 40C quindi ho dovuto attaccare la ventola direttamente all'alimentazione ela devo quindi gestire manualmento con l'interruttore. altra cosa migliorabile sarebbe lo spostamento del sensore di temperatura. In questo modello e' posto sulla base dell'essicatore, vicino alla piastra che riscalda. In condizioni originali (senza ventola) il display segnava 50C quando nella camera c'erano appena 40C. Con l'aggiunta della ventola siamo ad uno scarto di 3/4 gradi (segnati 50C e misurati 46/47C). L'ideale sarebbe spostare il sensore nella parte superiore dell'essicatore e introdurre anche la ventola. Magari in un futuro lo faro'.... quando la pigrizia mi avra' abbandonato e la noia avra' preso il sopravvento 😄
-
Problemi di altezza estrusore ogni stampa successiva.
dnasini ha risposto a Harlem68 nella discussione Problemi generici o di qualità di stampa
Domanda banale ma almeno ci togliamo il pensiero: quando fai la taratura poi salvi i serttaggi? se dopo la regolazione e la stampa spegni e riparti con la nuova stampa, ciaone ai settaggi fatti prima se nn li salvi da menu' o da linea di comando con M500.... -
Prove di stampa
dnasini ha risposto a DomenicoBecchio nella discussione Problemi generici o di qualità di stampa
Bhe' con l'ultima foto postata hai fatto un bel passo avanti. Ci sarebbe qualcosina ancora da limare ma nn ci perderei tempo adesso visto che' e' gia' un buon risultato rispetto all'inizio. Le linee perimetrali sono uniformi ed anche il layer interno e' uniforme, non in tutti i punti ma cmq buono per la continuazione della stampa. Quello che farei ora e' ristampare i primi layer dell'oggetto originale e comparare i due layer. Mi aspetto una resa migliore dopo gli ultimi settaggi 🙂 -
di che scheda e di che stampante stai parlando?
-
Come impostare in Marlin una "nuova" posizione dell'hotend
dnasini ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
Ti ringrazio per le dritte, se penso che questa e' la mia prima PCB in assoluto, sapere che e' un buon lavoro non puo' che farmi piacere 😄 Ho realizzato anche il cavo anche se nn ho ancora testato il tutto. Come ti dicevo, avendo visto la soluzione Creality sto rivalutando di ridisegnarla rendendo tutto piu' "facile" da sostuire. La soluzione attuale prevede ancora troppo smaneggiamento di connettori e non e' quello che vorrei -
pilastri irregolari
dnasini ha risposto a mga nella discussione Problemi generici o di qualità di stampa
se fai salire a mano l'asse Z noti impedimenti nella salita/discesa? i difetti sembrano piuttosto regolari, verifiche se la vite trapezia non sia storta o montata nn perpendicolare rispetto all'asse del motore -
Prove di stampa
dnasini ha risposto a DomenicoBecchio nella discussione Problemi generici o di qualità di stampa
mmmmm ma come lo "misuri" lo Z-Offset? Una volta livellato il piatto e fatto homing degli assi, metti un foglio di carta A4 tra nozzle e piatto e abbassa il nozzle fino a che fai una certa fatica ad estrarre il foglio di carta da sotto il nozzle. Fatto questo, segnati il valore di Z e sommalo al valore Z-Offset impostato sulla macchina, salva i paramtri ed il gioco e' fatto. Se dalla procedura di cui sopra ottieni un valore di Z = 0.2mm per estrarre con una certa forza il foglio di carta da sotto il nozzle ed il tuo valore di Z-Offset impostato in macchina e' Z-Offset = -1.3mm, il tuo nuovo valore di Z-Offset sara' -1.3mm + 0.2mm = -1.1mm -
Come impostare in Marlin una "nuova" posizione dell'hotend
dnasini ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
Quando ho disegnato la scheda ho pensato la stessa cosa, visto che la prima idea era un connettore IDC facile da trovare e da crimpare. Ma esponendo la mia idea sul forum mi hanno sconsigliato di farlo per la sezione dei cavi ed e' per questo che sono passato al Molex. Ma ora, guardando la soluzione di Creality sono piuttosto confuso visto che loro utilizzano cavi della stessa sezione sia per il riscaldatore che per il termistore...... Purtroppo le mie nozioni basiche di elettronica risalgono al giurassico e ci posso fare poco affidamento 😞 La scheda l'ho disergnata io e qui trovi la discussione che l'ha portata alla luce 🙂 -
Usate gli essicatori chiusi o con qualche spiffero?
dnasini ha risposto a Cubo nella discussione Hardware e componenti
Ho visto una mod sul Tubo in cui un tizio ha creato nell'essiccatore della SUNLU vecchia generazione (quello con singolo riscaldare x intenderci) che includeva una ventola x l'estrazione dell'aria ubida dall'interno. Bello il progetto ma uno sbatti da paura per realizzarlo. Io me la sono cavata aggiungendo una ventolina 4010 che spara aria sulla placca in metallo facendo circolare l'aria calda in modo piu' uniforme e lasciando aperti i due forellini x far passare il filo. Come @FoNzY, dopo un tot apro qualche minuto per "arieggiare" e poi richiudo. Facendo in questo modo, con l'aggiunta della ventola, ho notato che e' piu' efficiente, anche se nn e' poi sto portento come prodotto. -
Come impostare in Marlin una "nuova" posizione dell'hotend
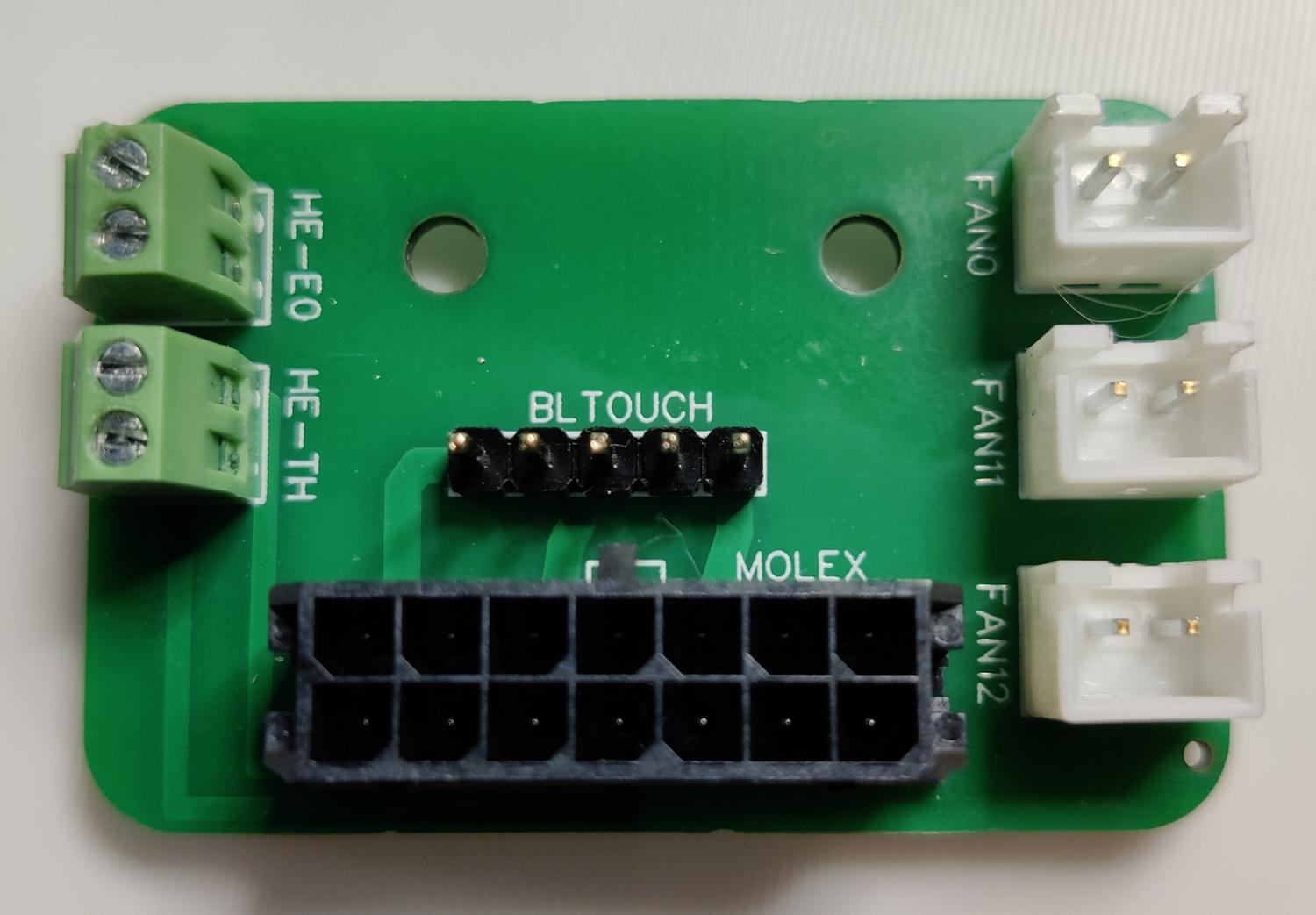
dnasini ha risposto a dnasini nella discussione Software di slicing, firmware e GCode
Grazie, ci guardo subito Guarda, sono ancora agli inizi, ma un promo draft per la PCB e' questo Da montare appena sopra alle ruote del carrello. Questa prova l'ho pensata per un bowden, infatti mancano il connettore per il motore e gli eventuali contatti per il sensore di filamento (stavo valutando l'Orbiter v2.0). Ho gia' ridisegnato la scheda con anche queste due componenti, ma poi ho visto la soluzione Creality con lo Sprite Extruder e quindi ho rivoluzionato tutto il progetto. Utilizzare una piattina molto simile ai vecchi BUS IDE e' decisamente piu' pratico del Molex che ho adottato io Grazie, ci guardo subito Trovato, grazie. Il comando e' M206 🙂
-
Prove di stampa
dnasini ha risposto a DomenicoBecchio nella discussione Problemi generici o di qualità di stampa
Intendo che la distanza del nozzle dal piatto (Z-Offset) e' troppo alto. Dovresti provare ad avvicinare di piu' il nozzle al piatto. Se hai livellato correttamente il piatto, devi solo ricalibrare lo Z-Offset -
Come impostare in Marlin una "nuova" posizione dell'hotend
dnasini ha pubblicato una discussione in Software di slicing, firmware e GCode
Ciao a tutti, vorrei realizzare dei fanduct+hotend intercambiabili per la mia stampante. L'idea e' quella di mantenere il cablaggio dalla MB verso il gruppo hotend sempre collegato (per via una PCB pigguback) e intercambiare in blocco la parte fanduct+hotend. Per poter far questo, potrei essere "costretto" a spostare l'hotend in avanti di qualche mm rispetto alla posizione dell'hotend stock. Mi sto quindi chiedendo come "dire" al fw che in realta' il nuovo centro del piatto si e' spostato, non tanto su X ma quanto su Y. Grazie -
Prove di stampa
dnasini ha risposto a DomenicoBecchio nella discussione Problemi generici o di qualità di stampa
Sei un po' alto sul primo layer. Questo fa si che il materiale venga depositato correttamente ma non "compresso" a sufficienza per fondersi con le altre linee. Inoltre, 7 linee di perimetro mi sembrano anche eccessive. Io, ad esempio, ne utilizzo 3. Disegnati un quadrato 30x30 alto 0.6mm (circa 3 layer con le tue impostazioni) e fai la prova schiacciando un po' di piu' il primo layer -
Ciao, sto valutando l'acquisto di una stampante con piatto 300x300. Gironzolando ho visto la nuove Ender 3 S1 Plus che mi ha incuriosito anche per il fatto di essere nativamene Direct (altro aspetto che stavo valutando). Ora, sono due gli aspetti che nn ho ancora del tutto chiarito dalle info trovate in giro e vorrei capire se qualche possessore di questa macchina potesse darmi qualche info in piu': 1) le dimensioni reali della macchina: non sono interessanto tanto alla larghezza quanto alla profondita'; mi servirebbe capire, qual'e' l'ingombro massimo considerando il movimento del piatto tutto in avanti e tutto in dietro 2) Sarebbe, nel caso, possibile sostituire la MB con una SKR mini E3 v3?
-
Zampa d'elefante?!
dnasini ha risposto a il_cosmo nella discussione Problemi generici o di qualità di stampa
Hai ragione, mancanza mia, nella foga della risposta ho dato per scontato alcuni elementi 😕 io imposto su tutti i layer extrusion width a 0.45mm con nozzle da 0.4mm. Il primo layer lo stampo con layer height a 0.3mm, mentre gli altri a layer height 0.2mm o quello che "mi serve" in quel momento -
Zampa d'elefante?!
dnasini ha risposto a il_cosmo nella discussione Problemi generici o di qualità di stampa
... la stampa 3D nn e' matematica e scienza, e' piu' un alchimia, incoscienza e tanto culo nel trovare i parametri giusti 😄 tornando per quanto possibile seri, a parte alcune "formule" per quanto riguarda le calibrazioni, molto dipende dalla macchina e dal setup nello specifico. Per quanto mi riguarda, io nn differenzio parametri tra il primo layer e tutti gli altri per quanto riguarda i perimetri (sono sempre impostati a 0.45 x nozzle da 0.4). Io imposto il primo layer a 0.3mm ed i successivi a 0.2 o quello che deve essere e il problema della zampa di elefante e' pressoche' nullo -
pilastri irregolari
dnasini ha risposto a mga nella discussione Problemi generici o di qualità di stampa
A che velocità li stampi? -
Se vuoi andare sul sicuro, vai su marlinfw.org e recupera il comando per impostarli. Collegati da PC alla stampante via USB (usa pronterface o reperire host) e Una volta fatto salva il tutto con M500 e via. Con lo stesso comando senza parametri dovresti essere in grado di vedere il valore impostato ora
-
Aiuto asse Z non risponde!
dnasini ha risposto a isgd nella discussione Problemi generici o di qualità di stampa
Riallacciandomi all'osservazione di @fonzy dove hai recuperato il fw? L'hai preso già compilato oppure lo hai compilato tu? -
Piatto in PEI: tip&tricks per l'installazione
dnasini ha risposto a il_cosmo nella discussione Hardware e componenti
La risposta a questa domanda e': dipende...... il "dipende", dipende da quello che ci vuoi fare. Se stampi materiali ad alte temperature che richiedono piatti a da 80C in su, e' consigliabile quello a polvere perche' e' piu' resistente alle temperature alte. Di contro, quello a polvere ti da una finitura del primo layer "ruvida". Se stampi PLA o affini, quindi con piatto nn eccessivamente caldo, va bene quello a foglio PEI che ti da anche la finitura liscia. Se nn sai cosa vuoi ma non vuoi precluderti nessuna possibilita', ci sono piatti PEI con foglio da un lato e a polvere dall'altro. Io ho sempre stampato con piano con foglio PEI sia a 100C che a 50C e funziona. Vero anche che dopo un anno e mezzo di stampe, mi e' apparsa una bolla durante una stampa a 100C. L'ho riparata e per stampare PLA nn da problemi, per stampare ABS, invece, devo "evitare" quel punto altrimenti mi si rovina il primo layer. -
Aiuto asse Z non risponde!
dnasini ha risposto a isgd nella discussione Problemi generici o di qualità di stampa
avendo cambiato hw, ti conviene aprire una nuova discussione dettagliando le operazioni che hai fatto visto che il prob era iniziato con l'asse Z ed ora parliamo di thermal error e bed leveling 😕 -
Problema di qualità del pezzo stampato
dnasini ha risposto a tommaso1 nella discussione Problemi generici o di qualità di stampa
Il produttore solitamente da un range consigliato, il valore corretto per la tua configurazione lo devi calibrare tu proprio perche' dipende dalla tua configurazione. Se un produttore ti da un range tra 190 e 220, magari per la tua config 195 va bene ma per la mia sono necessari 210. Questo valore lo trovi stampando una temptower dove ad ogni x layer aumenti o diminuisci di 5C la temperatura all'interno del range fornito. Una volta stampata, verifchi visivamente e meccanicamente quale temp nel range e' la migliore