

l0v3byte
-
Numero contenuti
519 -
Iscritto
-
Ultima visita
-
Giorni Vinti
6
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di l0v3byte
-

Impostare diversa altezza di fine stampa
l0v3byte ha risposto a krashone nella discussione Software di slicing, firmware e GCode
Guarda io non uso molto prusa slicer nella Ender 3 Pro perchè mi porta l'asse z così in alto che mi fa venire il batticuore, comunque come slicer tanto di cappello a livello di qualità e di feature con cura se stampo i pezzi uno alla volta nel piatto ho un limite di altezza invece su prusa slicer no e poi ha i profili già pronti per le Creality e la mia RatRig V-Minion orltre alle altre cura invece non c'è l'ha. Il gcode si modifica normalmente come in cura come ha scritto krashone, killrob dacci un occhio che non è male. Guarda che ha ragione poi se stampi un pezzo alto quasi quanto l'area utile fai una frittata alla prusa e visto il prezzo del kit da montare della MK3 risulta più pesante della frittata con cipolle e pancetta. A mio parere per facilitare la rimozione delle stampe basta mandare l'asse X in home e l'asse Z di 5mm massimo 10mm -
Doppio asse z - steppers sfasati.
l0v3byte ha risposto a VITOM nella discussione Nuove idee e progetti
Solitamente è un problema piuttosto comune io quando ho messo il secondo asse nella Ender 3 Pro la porto dopo aver fatto l'homing dell'asse Z a 30mm poi con la bolla di livellamento la allineo girando a mano l'accoppiatore del secondo asse z. Esistono altre soluzioni meccaniche su tutte le stampanti ma a livello firmware su Marlin ci sono diverse impostazioni per farlo autonomamente. In serata devo farmi uno splitter per la CNC quindi ti posto delle foto con una spiegazione semplice su come fare a riconoscere i cavi con e senza colore e con intercambiare il tutto senza fatica -
Finalmente qualcuno che compra il suo primo laser sapendo cosa significano le basi e io che mi ero preoccupato di doverti spiegare le differenze. Dello scandalo non sapevo nulla anche perché su YouTube ci ascolto solo la musica. Io adesso monto un neje da 30w il N40630 e il compensato da 4 lo tagli senza problemi i una passata ad 80mm/s ovviamente con l'air assistant. A livello di calibrazione non ho mai avuto problemi in quanto come già detto viene tutto calibrato e cablato e assemblato da me l'unica cosa che mi ha portato via più tempo è stata la tensione delle cinghie per quanto riguarda la acro system ma è una cosa che varia da macchina a macchina: Ad esempio quelle come la mia acro muovono l'asse x che è bello grosso un profilo 2040 lungo 60cm e che l'asse x è una puleggia folle quindi ha il motore praticamente nel laser quindi ho più stabilità senza contare che è una trasmissione a cinghia. Se fosse una corexy il problema no esiste ma avrei il problema di calibrazione delle cinghie ma comunque poca roba, anzi la farei andare a 12v al posto che 24v. È tutta una questione struttura e di trasmissione se il mio asse x fosse differente userei un solo motore per asse y collegandolo all'altra estremità con un albero.
-
Prestazioni PETG PolyLite Polymaker
l0v3byte ha risposto a l0v3byte nella discussione Materiali di stampa
A livello di resistenza come siamo, perché anche se sono delle semplici cartesiane a scopo didattico come la Prusa Rework o la Prusa mini non vorrei ristampare tutto e anche fare la parte dello scemo. -
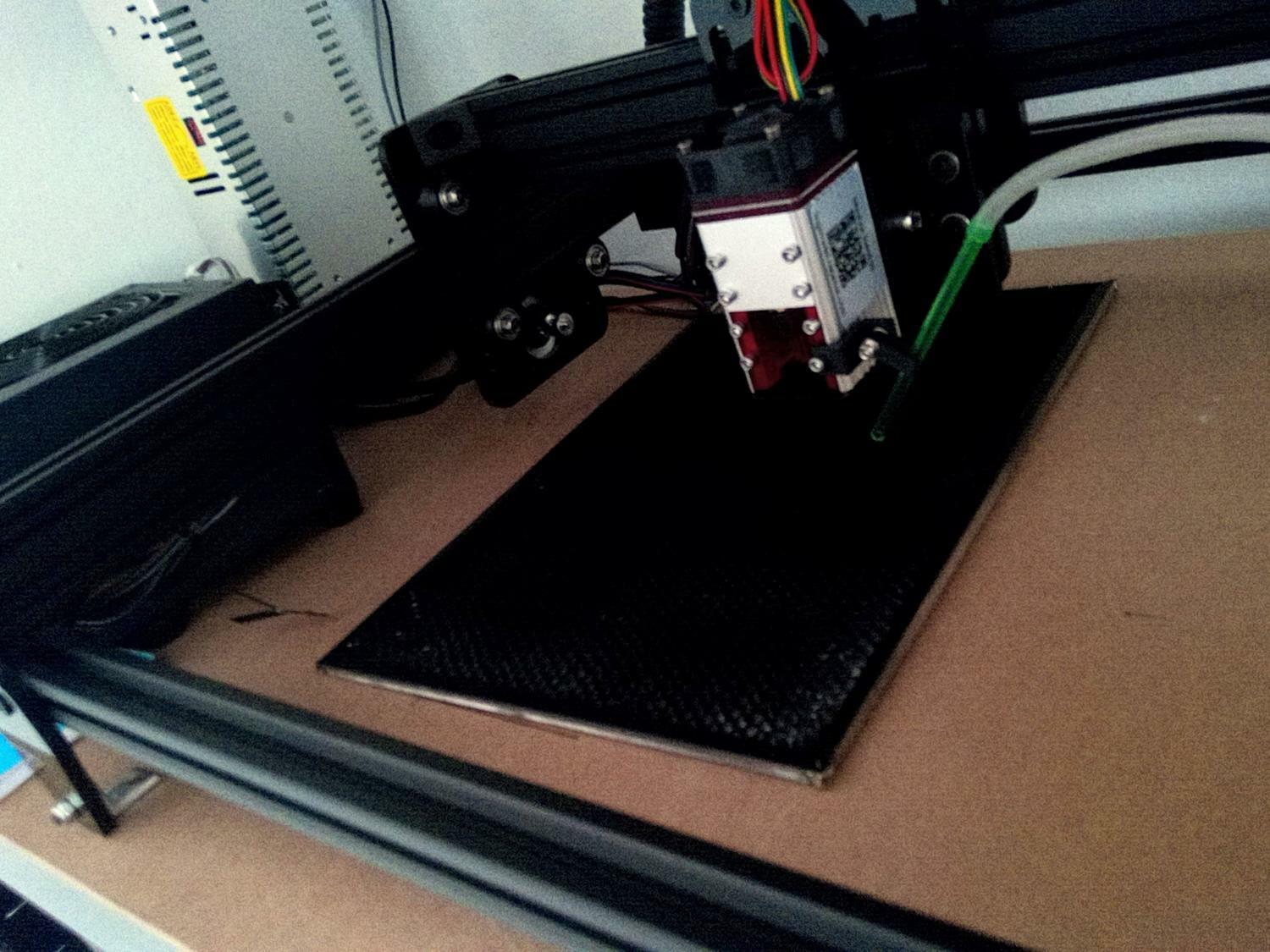
bed a nido d'ape da uno scaldino rotto e una vecchia insegna
l0v3byte ha pubblicato una discussione in Incisione e taglio laser
Trovando le dimensioni (e i prezzi) dei letti a nido di ape per il mio laser e avendo da buttare le stufette alogene consumate lo scorso inverno e dovendo liberare il ripostiglio ho voluto divertirmi e passare i pochi pomeriggi liberi prima delle vacanze. Ho preso la griglia di protezione come quella in foto poi ho tagliato un vecchio cartellone del vecchio negozio di una mia amica che ho tagliato a misura e incastrato nella retro della griglia poi per tenere fermo il tutto anche perché su questo genere di scaldino la griglia viene via con il solo pensiero e visto che nelle lamiere sopratutto su quelle di alluminio come l'insegna si usa il TIG per saldare per non parlare di quella linguella che sostiene le griglia di protezione ho usato il metodo tramandato da mio nonno ovvero l'utilizzo del saldatore a stagno con il filo che non contenga alcun flussante ma con un alto tenore di piombo quei fili da saldare con la scritta Sn/Pb 60/40 ovvero stagno al 60% e piombo al 40%piombo e insieme ad un pò di zinco cloruro il risultato è stato questo... Anche senza molare è venuta discreta poi il bello di questa tecnica che veniva usata addirittura dagli antichi greci e che con una pompetta dissaldante si riesce sempre ad aggiustare il tiro. Siccome l'alluminio della insegna una volta trattato è diventato luccicante come la griglia di protezione e con un laser che lavora in cima c'era il rischio di andare a ballare il funky con il bastone e il cane (che detta cosi sembra una retata) ho usato delle bombole spray colore grigio per fondo e nero per la parte superiore.
-
- 2
-

-
Appunto se cerca della cartella .pio non trova nulla
-
Io non scenderei sotto i 30w di potenza ottica quindi devi scegliere degli incisori che abbiano un modulo con una potenza di circa 5/5.5w E comunque è meglio stare attento anche al tipo di compensato e legni in generale certi negozi e centri legno non conservano bene il loro legname e può risultare troppo secco o troppo umido quindi nei primi tagli o incisioni puoi avere delle imperfezioni almeno se hai qualche errore le prime volte il morale rimane sempre alto. Anche io lo sentito ma sembra dipendere da una determinato lotto un po come le creality e gli ultimi processori che danno problemi del firmware marlin agli ultimi acquirenti. Guarda il mio primo incisore è stato un orribile fai da te da redneck poi una volta che mi sono fatto le ossa dopo mille sbattimenti ho preso un Acro System sempre crimpando e cablando ogni sacramento con arduino e poi potenziato con una MKS DLC32 e dei TMC2225 quindi sono del tutto ignorante in materia di macchine finite e pronte all'uso, però i moduli della sculptfun e dalla atomstack non mi hanno dato problemi, Sempre a livello di moduli trovo la neje una buona marca anche le macchine che ha sembrano buone poi con i v-slot un giorno puoi aumentarne facilmente le dimensioni poi ho visto la totem della two trees che non costa molto e sembra fatta bene poi ha due stepper sull'asse y il che la rende più agile.
-
Ma non salva mica nella cartella pio
-
Guarda io su tutte le creality, le rambo melzi e tutte quelle con driver integrati vanno al primo colpo soprattutto se lascio tutto stock poi se vuoi un LCD differente o delle feature particolari devi scommentare dei paragrafi o attivare altre impostazioni: Del bed tramming che ti dicevo l'altra volta va toccato il soft fan pwm o o in alcuni casi serve commentare gli errori negli LCD perchè i pin out in una scheda sono diversi da un altra anche se quel LCD è supportato.
-
È perché devi ancora prenderci la mano io con il Marlin 2.0.9.3 che avevo fatto per te mi ha fatto venire voglia di farmi una stamparmi una AM8 ovvero la modifica della anet a8 fatta con i profilati, io vedo un po' come butta e ci metto 10 minuti a passare alla 2.1 . Allenati un po' e poi cambi modo di pensare.
-
guarda io ho la stessa scheda e il dissipatore dei driver è mostruoso è "tutto un blocco" su tutti i punti di vista, io nella mia Ender 3 Pro ci compro una 4010 della noctua e nel positivo ci metto una resistenza da 300 Ohm. Visto che quella scheda lo consente puoi mettere una un pò più grossa e farla andare di continuo ma ad un numero di giri minore. Per gli stepdown c'è da dire che che devono essere di qualità soprattutto a livello di saldature me ne sono capitate di cose oscene una mi ha fatto corto in mano, e poi bisogna regolarlo in maniera certosina soprattutto se prendi quella variante piccola che sembra un francobollo per regolare il trimmerino devi fare piano e usare i cacciaviti ceramici altrimenti ti parte subito. poi c'è il problema della dispersione, ad esempio io nel case che ho fatto per la MKS DLC32 nella mia AcroSystem ho usato una ventola da pc da 120mm con uno stepdown di quelli piccoli all'interno di una guaina termorestringente è venuto un capolavoro però anche se ho una perdita anche di 3v non è un problema perche il case è grosso con un buon airflow e anche la ventola ma qua è un discorso a parte qui lavora anche di più di 30 minuti o 2 ore e lo spazio è poco
-
Sei un cattivone non ci dai nemmeno un assaggio di quello che bolle in pentola.
-
Salve a tutti, Volevo farmi un pò di stampati 3d alcune le volevo regalarle e visto che c'ero volevo farle di qualche colore diverso dal solito nero che uso sempre io ho visto il PolyLite della Polymaker che come PETG dicono si stampi bene e ha anche dei bei colori. Io il PETG lo stampo poco per via delle mie necessità uso solo i coopolimeri tecnici quindi mi ritengo un eterno neofita al riguardo qualcuno di voi lo ha provato e mi saprebbe consigliare delle impostazioni adeguate e se l'additivo di qualche pigmento può dare rogne nella stampa. Oppure qualcuno saprebbe consigliarmi un filamento di un altra marca con qualche colore decente perché alcune di queste stampanti andrebbero a dei ragazzi di una sacrestia e una onlus e volevo fare un lavoro e regola d'arte
-
BMG clone vs bowden dual gear micro swiss
l0v3byte ha risposto a l0v3byte nella discussione Hardware e componenti
si anche io avevo già provato il BMG clone ed era ottimo nonostante lo avessi pagato 20 euro, ci stava a filo sulla Ender 3 Pro che avevo anni fa, per quanto riguarda quello ero tentato perché ci sta bene nel suo posto almeno ad occhio però avendo già quello in alluminio anche io sembra uguale solo che ha due ruote godronate e se è cosi tanto vale che cambio quella che ho in ottone che a lungo andare si rovina. Il TPU e i vari flessibili non li uso per esigenza mia personale faccio uno stampo per colata anche perché a livello meccanico dovrei stamparli con infill al 100% e pezzi anche grossi. Volevo aumentare solo il numero di passi ed evitare alcuni problemi di sovra/sotto estrusione che possono succedere con il bowden stock quando blocco una stampa per inserire dadi o altro e visto il nuovo hotend volevo aumentare la velocità anche di poco per quando stampo il PETG le parti di ricambio delle stampati. -
Di solito (sempre) questo problema si presenta anche su un mio modem della Linkem quando accedo alle impostazioni ma anche ad altri device come una ipcam di quelle economiche tramite Firefox su Ubuntu È un errore grossolano è come accedere ad un blog o un sito da due soldi che non ha alcun certificato SSL oppure al posto dello "standard" HTTPS e un HTTP anche se è il blog di cucina di Suor Germana per il browser è come se fosse alcaida. Il più grande problema di Linux sono i driver e nei portali si parla soprattutto di scheda audio e ethernet e soprattutto periferiche USB provava cambiare la porta di collegamento ed ogni volta fai sul terminale lsusb per vedere se non cambia nulla. Io ho avuto un problema simile con una webcam USB da 8€ su eBay e sono riuscito a risolvere aggiornando il kernel. Comunque per curiosità puoi mandare uno screenshot della schermata di accesso
-
BMG clone vs bowden dual gear micro swiss
l0v3byte ha pubblicato una discussione in Hardware e componenti
Salve a tutti, Ero in procinto di fare l'ultimo upgrade alla Ender 3 Pro da abbinare al nuovo hotend lo spider ed ero indeciso se buttarmi su un BMG clone (già provato e che mi sono trovato bene) oppure su il il dual gear della micro swiss che a dire il vero non conoscevo la sua esistenza l'ho scovato per caso su 3djake vi lacio il link https://www.3djake.it/micro-swiss/bowden-dual-gear-extruder qualcuno di voi lo ha mai provato sa dirmi qualcosa in merito. Dopo la SKR mini e3 v3, il doppio asse z il piano in PEI, il tendi cinghia, le barre di supporto laterali, l'estrusore in metallo etc, giuro che è l'ultimo upgrade dopo questo smetto 😇 -
Guarda che su Windows ci sono più sbattimenti che su Ubuntu una volta ho voluto metterlo su Windows ma fra il Client Git che mi ha fatto sclerare di brutto e l'installazione di alcune librerie e plugin che utilizzo spesso la tastiera stava per essere usata come le sedie pieghevoli nel wrestling. Per me i TMC 2209 o i 2225 sono una costante io su una CNC desktop non scendo sotto i TMC 2225 Ma allora ci sei riuscito?
-
Inanzi tutto mi scuso per non averti consegnato il firmware in tempo ma per lavoro dovevo metterlo in mezzo fra una cosa e l'altra ed ho finito oggi alle 2 del mattino. Per i fusibili solitamente metto quelli della moto/auto in extremis. Guarda quel tipo LCD è il più infame che c'è essendo il più a basso costo in più anche open source vengono usati degli integrati diversi per il controller sempre compatibili ma hanno i pin invertiti e come avere bisogno di un transistor NPN3904 il più usato oltre al NPN2222 ma non lo hai a disposizione e quindi usi uno compatibile ma inverti i pin, cosi detta a grandi linee. Ma solitamente il problema si risolve utilizando come LCD #define REPRAPWORLD_GRAPHICAL_LCD Ma comque contralla i pinuot
-
Mi sembra che @Killrob abbiamo fatto una guida per impostare i passa del estrusore o forse era una risposta in un post che consiste nel estrudere un tot di filamento comunque era semplice mi sogna chiedere a lui Comunque se vuoi fare autoPID di bed e hotend il comando è M303 come dice @dnasini al 99% basta solo l'hotend ma perché accontentarsi se puoi avere il 100% che in una duet non si chiede che il meglio. Se vuoi la botte piena e la moglie ubriaca basta travestire una damigiana da damigella.
-
i jumper per i sensorless vanno solo negli assi dove gli vuoi altrimenti il firmware non riconosce nemmeno se stesso
-
per posso chiederti la cortesia di fare le prove con la configurazione che mia hai chiesto se no il cervello mi si ingolfa e poi prima vediamo se funziona
-
Niente collegi solo l'endstop z nel connettore della scheda il resto non lo collegi e collegi lo ZProbe nel connettore dello ZProbe. Allora parto
-
nessun proplema io ti lascio tutto come mi hai detto poi se vuoi ti metto anche il bed tramming da provare e se non ti piace te la rifaccio su quella scheda puoi mettere comunque l'endstop z separato io dallo ZProbe io te l'ho messo così se vuoi per domani mattina mi rettifichi tutto così come ho detto a pranzo puoi fare tutte le prove
-
Poi avendo delle molle belle rigide lo calibro ogni 8 su 10. Dimmi te se lo vuoi che da come mi hai inviato lo schema dell'induttivo alimentato a parte con 12v e adattato con un optoccopiatore in parallelo con l'endstop dello z sul connettore dello ZProbe io ti consiglierei questo. Poi te la riflassho di nuovo se non ti piace e ti metto il tuo schema non è un problema poi è gratis non perdi niente ma almeno hai un cablaggio pulito e soprattuto un endostop funzionante che come diceva @Salvogi con la barra trapezia il sensorless non conviene almeno su una stampante come la tua, senza offesa ma a livello meccanico non è alla portata del sensorless
-
io invece Scaldo il piatto e l'ugello alla temperatura del materiale che devo stampare poi vado nel menu e su movimento (io ho impostato la lingue italiana) seleziono tramming del piatto e poi fa da sola il resto ovvero, auto home degli assi poi posiziona l'ugello nel primo angolo poi dopo aver regolato la manopola della molla con il foglio di carta pigio il pulsante dell'encoder del LCD della ender 3 o della prusa o di ogni altra mia stampante e passa all'angolo successivo finchè non sono soddisfatto lei continua, poi una volta che lo ritengo livellato con l'encoder scelgo e pigio fatto senza nemmeno salvare sulla eprom e faccio partire subito la stampa.

.jpg.02e1c40631779998d6769d14269efa86.jpg)