TheClue
-
Numero contenuti
160 -
Iscritto
-
Ultima visita
-
Giorni Vinti
3
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di TheClue
-

Hanging walls perdono adesione
TheClue ha pubblicato una discussione in Problemi generici o di qualità di stampa
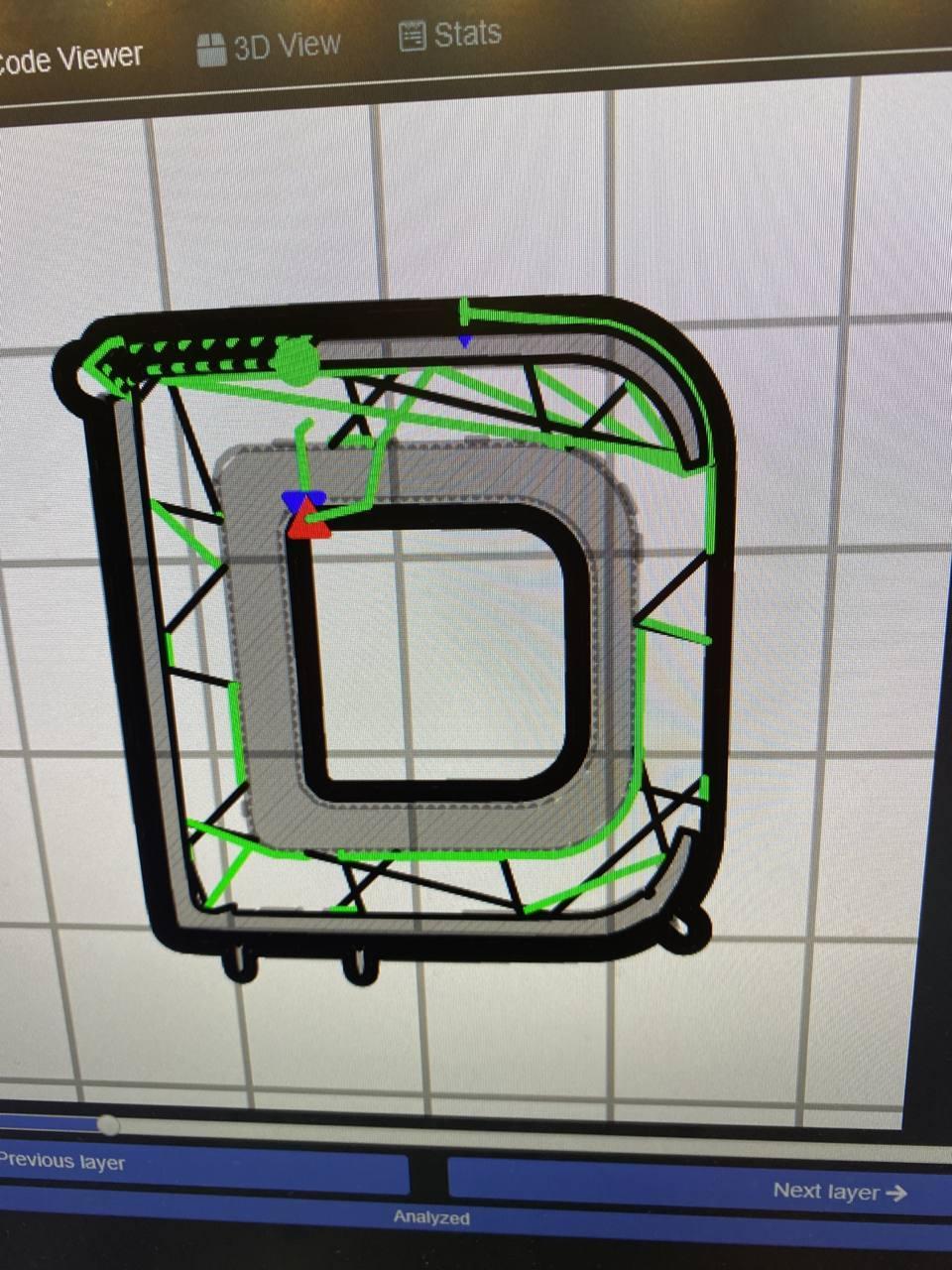
Ciao a tutti, consapevole che dall'oggetto non si capisce niente 😄 vi posto un paio di foto del problema su una delle tante barchette di test. In pratica mentre affrontavo una tetto svasato, ho notato che le linee di perimetro LEGGERMENTE sospese, i wall hanno perso adesione e hanno "tagliato" sulla diagonale. Data la tipologia di pezzo non ho perso la stampa e il difetto nemmeno e' visibile, ma mi chiedevo quale potesse essere la causa di questa perdita di contatto, tenuto conto che non ho stampato a velocita' folli, per prevenire problemi su stampe piu' critiche in futuro (in effetti ho un action figure che proprio non riesco a stampare) Oltretutto, come vedete ho anche un blower ben piu' tamarro di quello di stock, quindi non peso sia un problema di scarso raffreddamento. Qualche idea? (Ender 3 Pro, hotend di stock, duct hero me gen 5, skr btt, PLA Geetech a 205°)
-
Cura 4.8 ventola stampa
TheClue ha risposto a 3dpier nella discussione Software di slicing, firmware e GCode
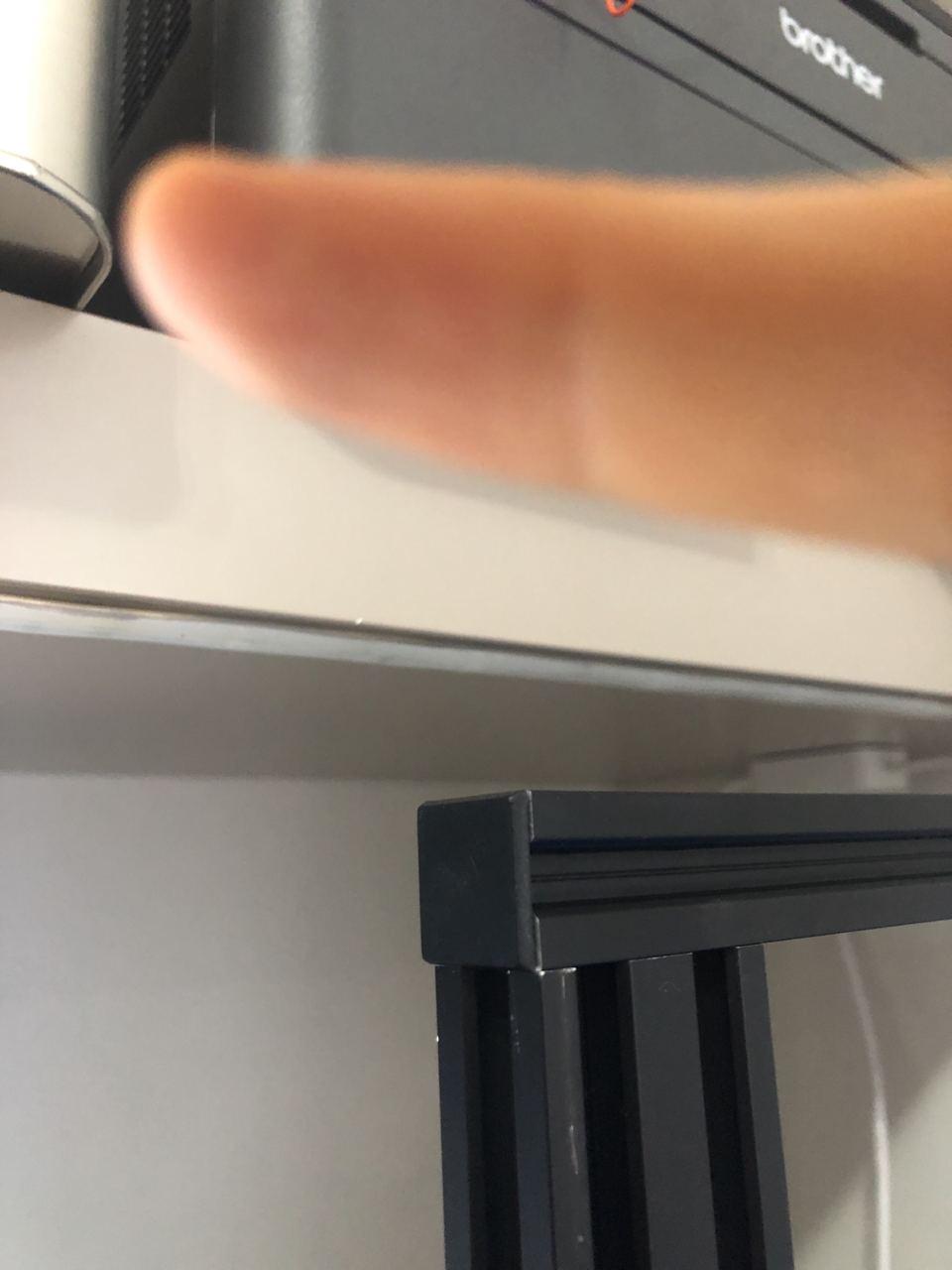
Capitato anche a me e sono impazzito per trovare la causa...libero di non crederci, ma la causa è...software 😮 Fai una prova: quando sei più o meno al quarto layer, prova a dare una spintarella col dito alla ventola e vedi se parte...se parte, allora ti confermo che è un bug di Marlin che si presenta con questa configurazione. Ma la buona notizia è che il branch develop risolve già il problema: devi solo compilarlo, un flash e via 🙂 -
Hero Me Gen5 su E3P - Piastra in ABS...qualcuno potrebbe stamparla per me?
TheClue ha risposto a TheClue nella discussione Hardware e componenti
azz addirittura? grazie mille allora! metallo sarebbe davvero figo, ma oltre al fatto che non voglio crearti disturbo forse mi appesantisce un po' troppo il gantry. Un qualunque materiale leggero e resistente ad alte temperature va benissimo ci sentiamo in PM per organizzarci? intanto grazie infinite sei davvero molto gentile! -
Ventole silenziose per Ender 3 V2: quali scegliere?
TheClue ha risposto a Azgana nella discussione Hardware e componenti
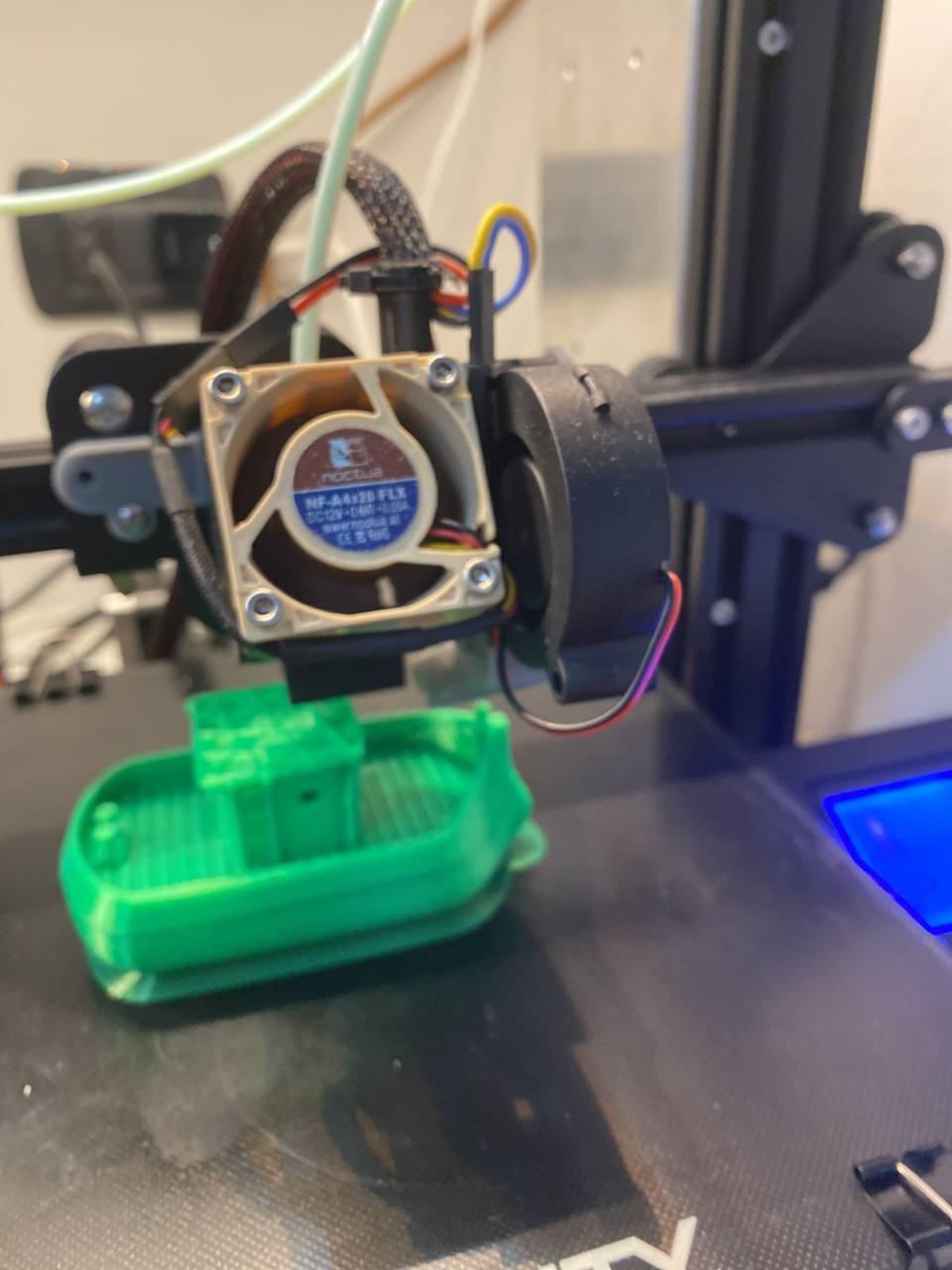
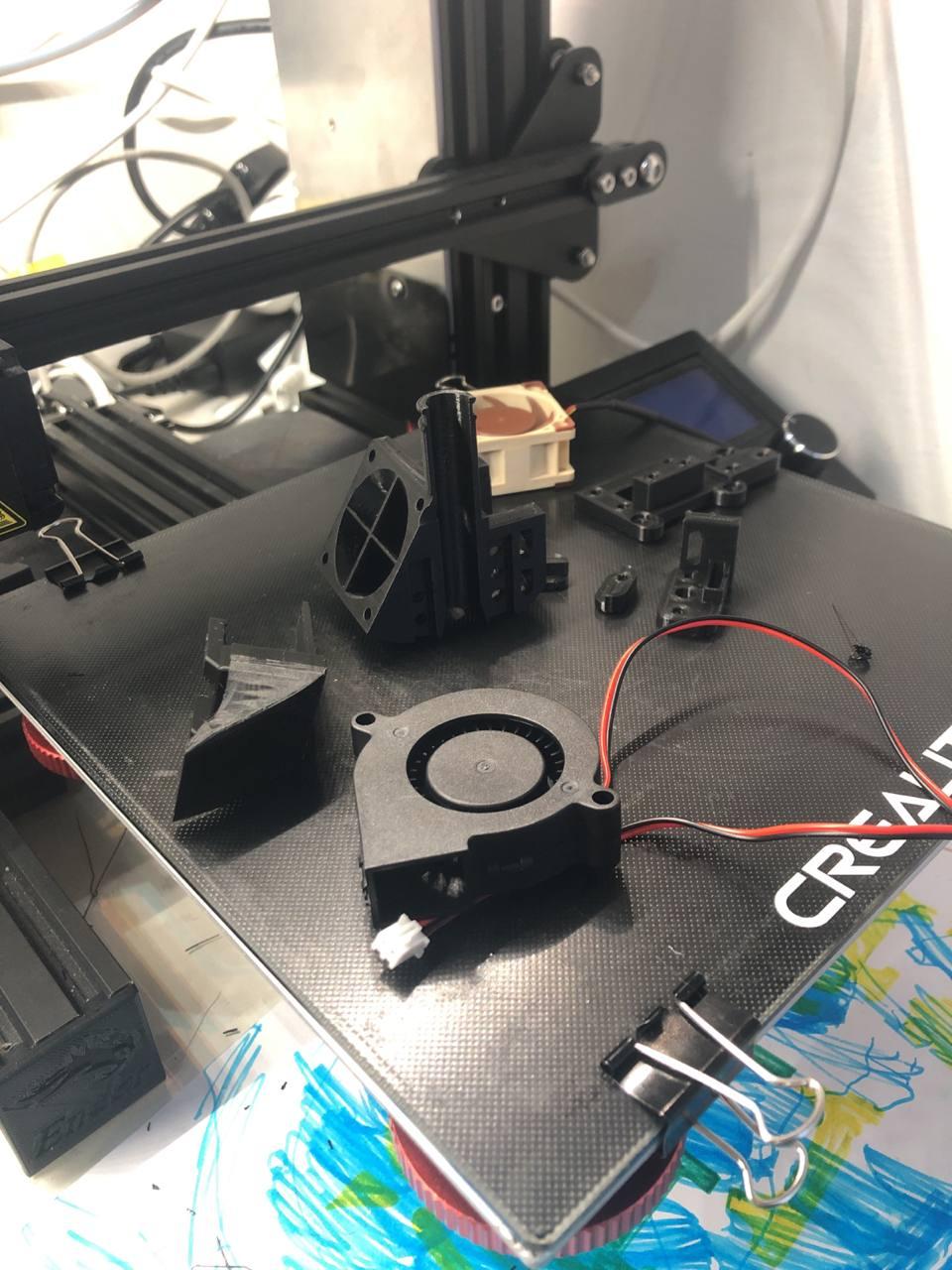
Che combinazione, proprio in questi giorni sto facendo l'upgrade sulla Ender3 Pro per renderla più silenziosa. Nel mio caso ho optato per delle modifiche un po' radicali, però ti elenco comunque ciò che ho fatto...magari puoi trarre qualcosa di utile Motherboard Ho spostato tutta l'elettronica sul posteriore utilizzando questo case. Il motivo principale per cui ho fatto questa operazione è perché avevo bisogno di spazio per accomodare il Raspberry Pi per Octoprint, ma c'è abbastanza spazio per accomodare una questa ventola Noctua 40x40x20 in pull. La ventola è silenziosissima, quindi l'ho collegata in modo che sia sempre accesa (io ho usato una morsettiera ad-hoc della mia motherboard custom, ma puoi attaccarla alla PSU ed ottenere lo stesso). Come faceva giustamente notare Killrob, devi usare uno stepdown per scendere la tensione a 12V. Io ho preso questi Alimentatore (WIP) Ho preso e devo ancora montare una Noctua 80x80x20mm. L'alimentatore Meanwell lavora a 12v quindi non hai bisogno dello stepdown. Solo dovrai stampare un case nuovo per la PSU per accomodare il tutto. Io ho stampato questo. Hotend e materiale Qui le cose si sono fatte un po' più complicate nel mio caso, ma forse puoi semplificarle un po'. Innanzitutto ho configurato a flashato il firmware in modo da invertire i pin della ventola dell'estrusore e del part cooling e ho impostato la ventola dell'estrusore accesa fissa e sempre in fullspeed ma solo quando l'hotend supera i 50°. (non mi ricordo esattamente come ho fatto adesso 😄 ma se serve posso recuperare i vecchi appunti) Questo mi consente di utilizzare una ventola DC a due pin e lo stepdown di cui sopra con un'altra ventola Noctua 40x40x20 identica alla precedente. La ventola del materiale, invece, è importante che resti controllata in tensione perché la sua velocità è controllata dal Marlin firmware e utilizzata dallo slicer. Non puoi quindi usare una ventola che lavora a 12v ma devi attenerti a una che lavori a 24v. Io ho preso questa Per montare il tutto, ho stampato l'Hero Me Gen5, ma non l'ho ancora montato perché non mi fido a stampare la piastra a contatto con l'hotend in PLA. Vedi in foto il WIP 🙂 spero di esserti stato di aiuto!
-
Hero Me Gen5 su E3P - Piastra in ABS...qualcuno potrebbe stamparla per me?
TheClue ha pubblicato una discussione in Hardware e componenti
Ciao a tutti! ho deciso di installare l'hero me gen5 sulla mia ender3 pro per montare in modo migliore il BLTouch, montare ventole silenzione e più in generale perché sono convinto che sia la cosa giusta da fare... ...ma... appena stasera mi accingevo al l'opera di assemblaggio, ho capito subito che sarebbe stato meglio non continuare: nonostante le rassicurazioni dell'autore sul fatto che sia ok stamparla in PLA, la piastra di montaggio sul gantry è _troppo_ vicina all'hotend. Un po' di ricerca e ho scoperto che, sì, è soggetta a deformazioni su stampe lunghe. Non capita sempre, ma qualche volta si'. Ora, poiché ho la stampante in casa e ho i bambini non posso assolutamente stampare in ABS (e finché non finisco il case, non stampo nemmeno in petg a dirla tutta) Per questo avrei bisogno di un vs favore...potreste stamparmela e spedirmela? 🙂 tutte spese a mio carico in anticipo, ovviamente (si lo so, i print service...ma se c'e' una community in cui ci si aiuta forse ha senso chiedere...o no?) grazie del supporto in ogni caso e take care! -
E3PRO Supporti non adeguati
TheClue ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
che vuol dire...stampare solo supporti? O_o sul serio? -
E3PRO Supporti non adeguati
TheClue ha pubblicato una discussione in Problemi generici o di qualità di stampa
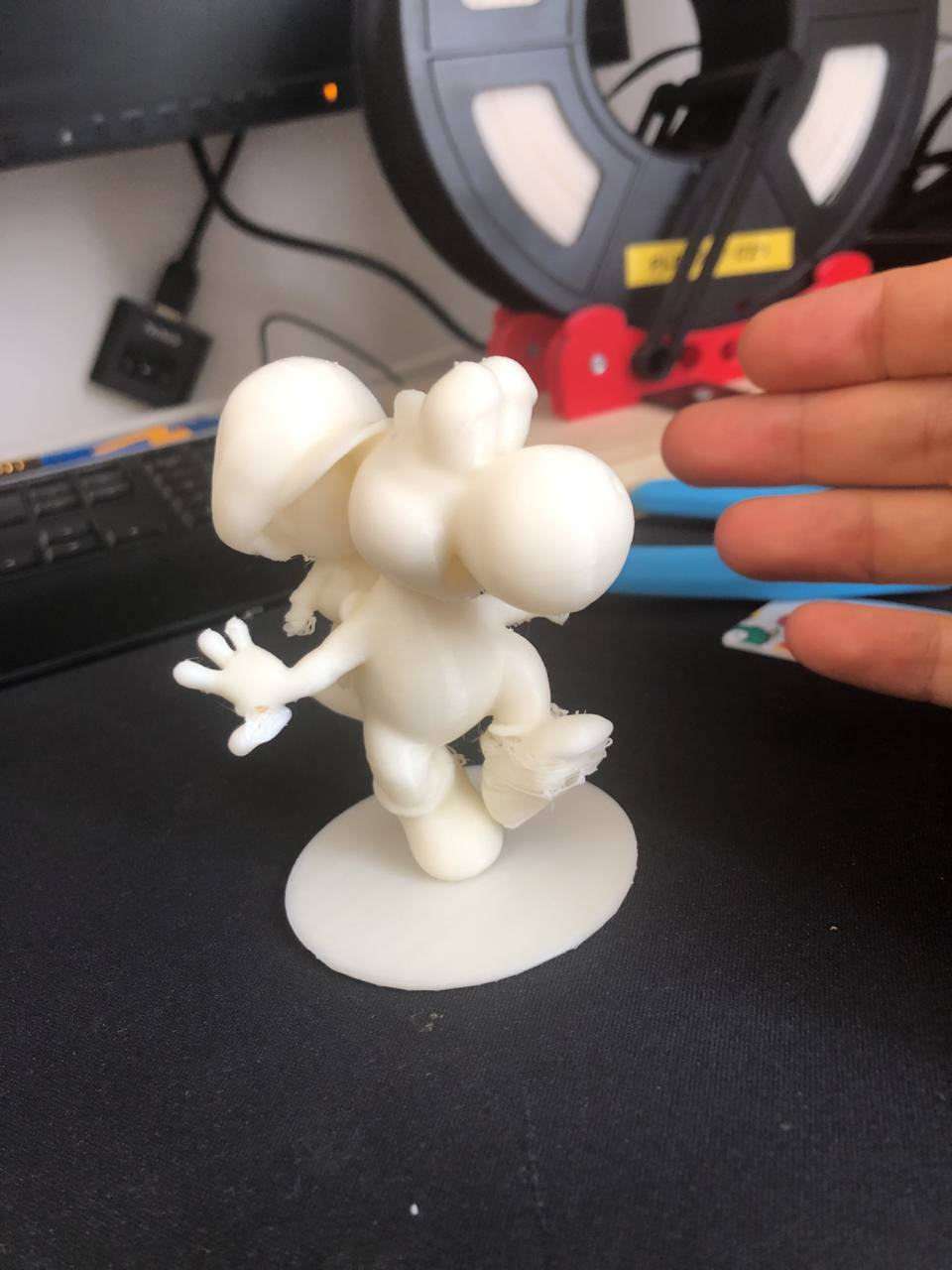
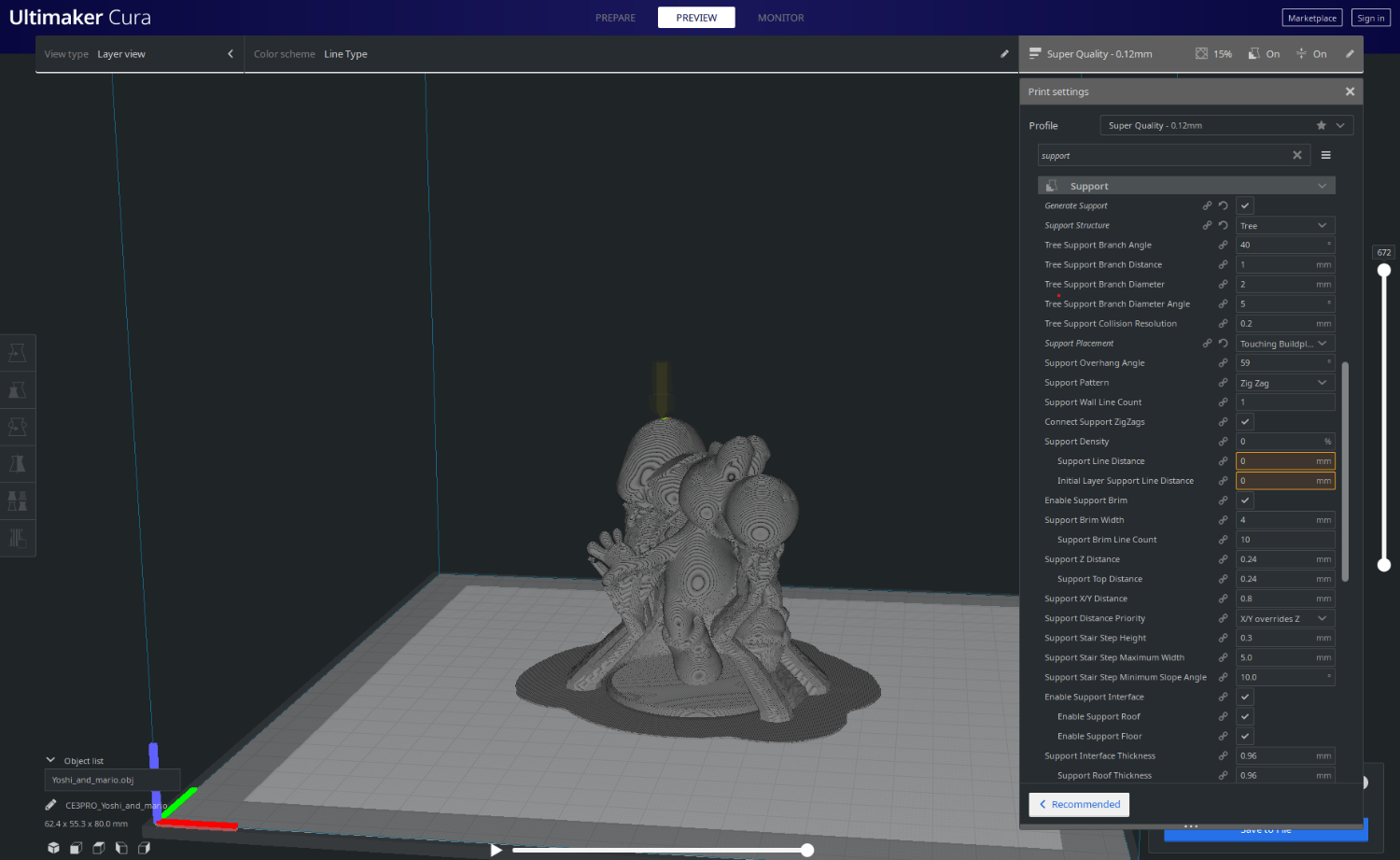
Salve ragazzi, dopo un po' di stampe semplici ho deciso di concentrarmi con qualcosa di piu' complicato, ma il risultato non e' dei migliori... Non credo di aver utilizzato i supporti in modo corretto (che pure sono stati stampati in gran quantit, v.sotto). In particolare: - La scarpa sx di Yoshi, pur se supportata sotto il tallone, è collassata - Le manina dx di Baby Mario si è perduta come lacrime nella pioggia - Il pollice dx di Yoshi è oggetto di un vistoso displacement Queste sono le ipostazioni utilizzate (non chiedetemi perché sono spariti i colori, non ne ho idea) c'è qualche settaggio dello slicer che posso modificare per avere un risultato migliore? Io non ne ho proprio idea sono sincero ?_?
-
Errori di gioventu': il percorso del filamento
TheClue ha risposto a TeusTheMage nella discussione Problemi generici o di qualità di stampa
Sempre per rimanere offtopic, dopo due mesi di utilizzo praticamente quotidiano della Ender3, nei quali ho stampato solamente giocattoli per bambini, optional per la stampante stessa, umarelli o altre cose totalmente inutili, direi che oramai l'analogia tra la stampa 3d e il Commodore 64 nel Natale del 1983 è praticamente completa. "Massì mamma, lo userò per studiare!" -
Errori di gioventu': il percorso del filamento
TheClue ha risposto a TeusTheMage nella discussione Problemi generici o di qualità di stampa
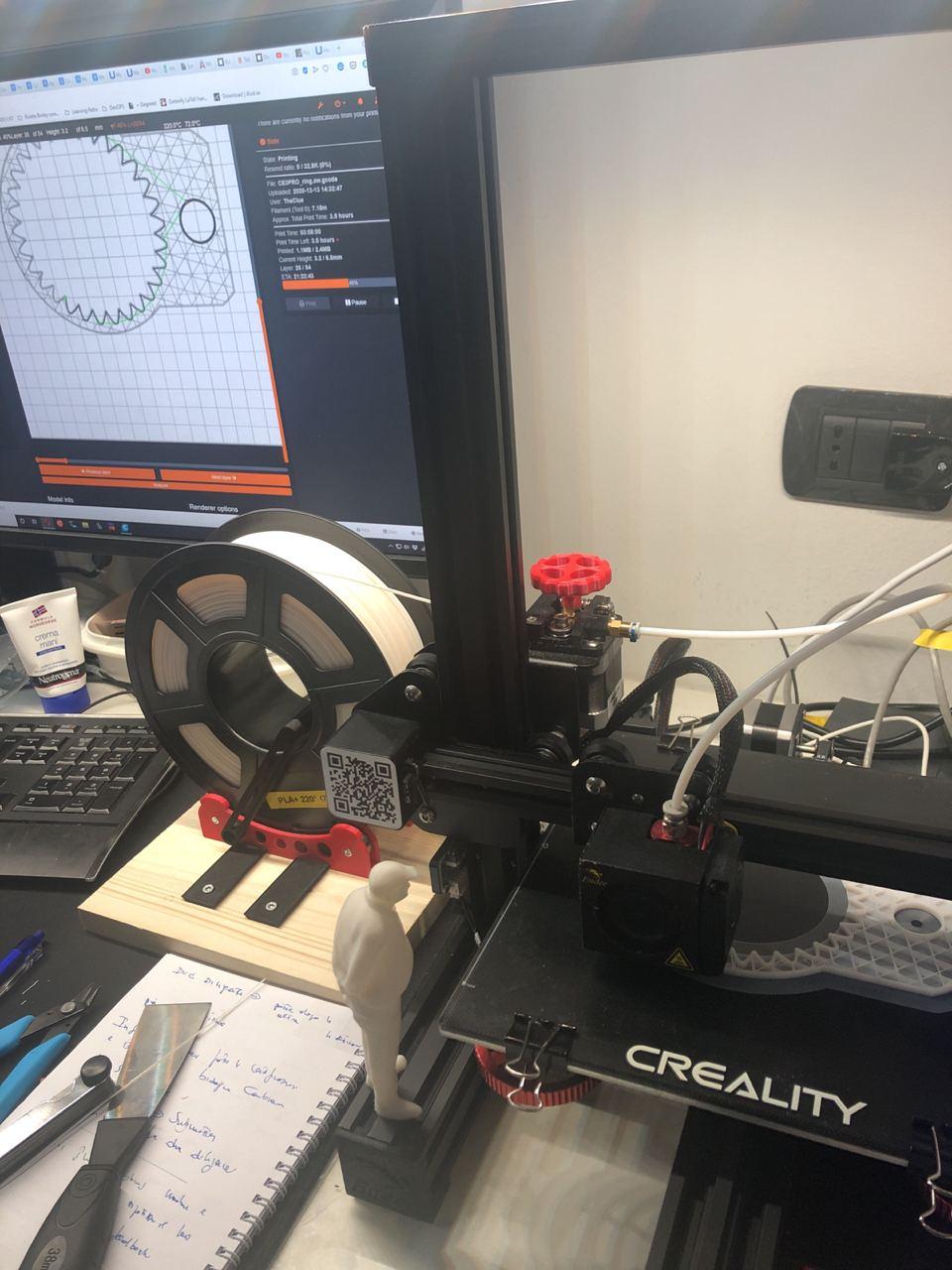
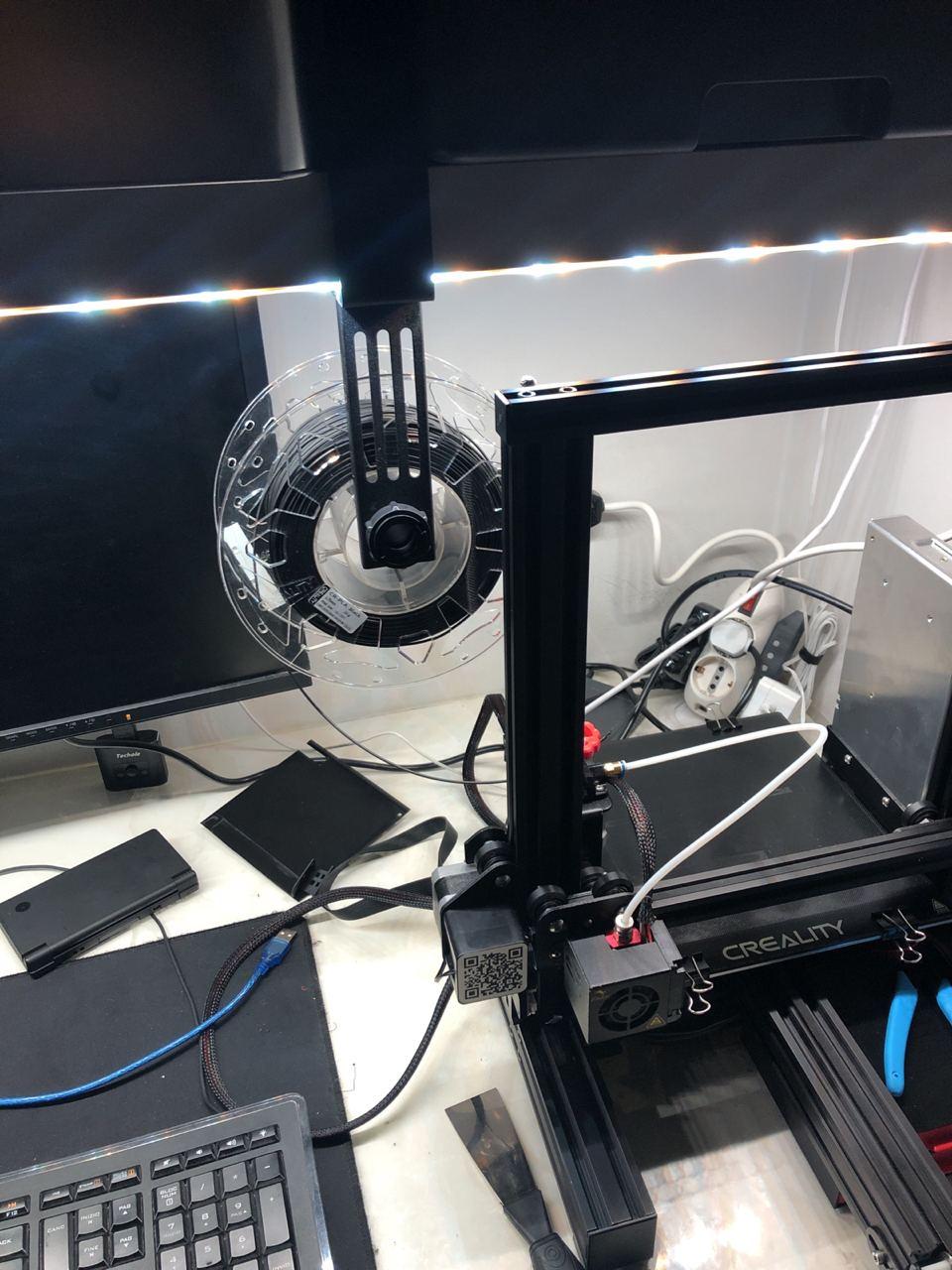
Alla fine le guide per il filamento non sono state necessarie e la soluzione funziona bene sia con lo spooler in alto che in piano (come nella foto). La presenza dei cuscinetti a sfera ha ridotto sensibilmente la probabilità di sottoestrusione e anche lo stringing (per la verità più che ridurre, in questo ultimo caso, ha reso possibile una calibrazione più precisa) Off topic: come vedete io ho optato per una diversa soluzione per il controllo del processo di stampa invece della tipica PiCam 😄
-
Vuoti nei pezzi stampati
TheClue ha risposto a Pietro_96 nella discussione Problemi generici o di qualità di stampa
Ciao e benvenuto! purtroppo non posso aiutarti perché nemmeno io ho la necessaria esperienza, mi sono introdotto nella discussione solo per chiederti...se puoi condividere i modelli che hai fotografato 🙂 mi piacerebbe farli per i bambini a Natale... sono su thingiverse? -
Tu ci scherzi ma ci stavo pensando 😄 non tutto il box ovviamente, ma le giunzioni per tenere insieme dei pannelli di plexiglass. Nonostante sia un woodworker dilettante, ho scartato il legno: troppo ingombrante, troppo pesante e soprattutto non ignifugo. Per lo stesso motivo trovo...diciamo "singolare" l'idea di utilizzare a questo scopo i tavolini LACK di IKEA, che ho visto parecchie volte in giro... A proposito, avete qualche idea o design da condividere? 🙂
-
Quoto, il particolato è rilasciato dalla combustione del materiale che ne causa una trasformazione chimica. Il PLA dopo la stampa, dal punto di vista chimico, è quasi perfettamente identico a quello arrotolato sulla bobina. Non è da escludere che PLA più economici presentino delle impurità che hanno un punto di combustione più basso. Detto questo, io ho la stampante in soggiorno e in periodo di lockdown siamo tutta la famiglia in casa. Forse un box...potrei decidere di costruirmelo 🙂
-
Errori di gioventu': il percorso del filamento
TheClue ha risposto a TeusTheMage nella discussione Problemi generici o di qualità di stampa
Dopo diverse prove e anche un design apposito creato da @MAL1190 (a proposito, ho dovuto dismetterlo 😕 non si era - ancora - spezzato, ma si era piegato al punto che la bobina scivolava da un lato) ora sto usando una versione modificata del TUSH e devo dire che la qualità di stampa è molto migliorata, grazie al fatto che non ci sono più "strappi" nella trazione del filamento. Cuscinetti a sfera tutta la vita (quale che sia il design) Attenzione però...anche a me è capitato di afferrare la bobina al volo che stava venendo giù perché il filamento si era attorcigliato. Per questo ho avvitato il TUSH ad una bella base spessa e pesante di masonite fresata. Se la bobina è quasi vuota, per totale sicurezza morsetto l'intera base alla mensola che la ospita. Appena stampo anche le guide per il filamento che sto provando a disegnare e completo la soluzione posto una foto 🙂 -
La stampa non è centrata sul piatto.
TheClue ha risposto a HzO nella discussione Problemi generici o di qualità di stampa
Ottimo grazie...anche se ho optato per una soluzione diversa per il momento: un plugin per Octoprint per il Bed Leveling che si può configurare per alzarsi sull'asse Z prima di spostarsi sugli angoli per il leveling. Mi risparimero' il flashing per le cose piu' importanti (come per esempio abilitare l'arc welding) 😄 -
La stampa non è centrata sul piatto.
TheClue ha risposto a HzO nella discussione Problemi generici o di qualità di stampa
Ottimo grazie. Ho pero' trovato anche il parametro in Marlin per fare esattamente la stessa cosa...credo che sia più comodo. Quello che devo cercare di risolvere adesso è evitare di passeggiare con l'estrusore sulle clip a coccodrillo quando da homing vado ad angolo per livellare il piatto... -_- -
Spool sul retro e sottoestrusione
TheClue ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
Si', esatto 🙂 probabilmente Cura ha qualcosa a riguardo, ma non credo che il gioco valga la candela. Dovessi ristamparla, sarebbe solo per ridurre l'altezza di 3mm (e aggiungere poi un gommino per compensare l'imbarcata). La cosa ironica è che è proprio il dentino della striscia a LED a tenerla in posizione 😄 -
Marlin 2 e supporti a coccodrillo del glass bed
TheClue ha pubblicato una discussione in Software di slicing, firmware e GCode
Ciao a tutti! Mi domandavo, così come esistono in Marlin alcune funzionalità di motion safety che possono essere attivate (per esempio l'inibizione dei movimenti sugli assi senza aver fatto l'homing o simili) mi domandavo se ci fosse un qualcosa che si potesse fare per impedire inavvertitamente di far passeggiare l'ugello sulle pinze a coccodrillo che bloccano il bed di vetro. Mi capita IN CONTINUAZIONE mentre calibro il piatto di dimenticarmi di alzarmi su Z prima di andare all'angolo X opposto e puntualmente mi porto dietro quelle maledette clip, macellando tutto mentre ci passeggio sopra... Oltretutto quelle pinze rendono anche quell'area non stampabile quindi...ipoteticamente potrei anche offsettare in modo da "saltarle"...anche se poi il leveling risulta complicato...credo... Voi usate queste clip? O ce ne sono di piu' adatte? -
Spool sul retro e sottoestrusione
TheClue ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
Dopo 9h e svariate srotolate dopo, ecco la staffa assemblata in tutto il suo splendore! PLA 50% cubic infill e una temperatura leggermente piu' alta. L'intuizione è stata giusta, il supporto è ottimo e l'angolo di ingresso allo spingifilo mi sembra decisamente migliorato. Non ho nemmeno bisogno di un guardiafilo, probabilmente. Probabilmente non ci sarebbe nemmeno stato bisogno dei dadi, tanto la filettatura avvitava stretta, ma ad ogni buon conto li ho messi (non sia mai che un po' di escursione termica mi si sfila il bullone e mi si schianta la bobona sul piatto). Le tolleranze sono PERFETTE, la minuteria collima che e' una goduria. Ora devo spostare il display sul lato sx per recuperare spazio e liberare anche quel po' di ingombro residuo della bobina sul piatto... Insomma un'ottima soluzione che risolve il problema! Ma...c'e' un ma...anzi due Innanzitutto la mensola a quanto pare e' leggermente imbarcata e quindi il gioco sulla parte centrale e' superiore alla tolleranza. Poi (e questo un po' me lo aspettavo) il braccio inferiore flette molto al peso della bobina (che è pure a meno di meta' tra l'altro). Per il primo problema, foderero' il braccio superiore con del feltro. Il secondo problema, beh, pazienza. Me la terro' cosi' e prima o poi ne stempero' una con PETG magari Cmq grazie mille @MAL1190 per l'aiuto e per la splendida mesh!
-
La stampa non è centrata sul piatto.
TheClue ha risposto a HzO nella discussione Problemi generici o di qualità di stampa
Ok, ho spostato di nuovo l'endstop Y dov'era prima e ora ho l'autohome fuori dal piatto come mi avete consigliato. Adesso il bordo del piatto e' a Y = 6mm. Ho intanto montato la skg e ci ho flashato su un Marlin custom quindi domanda: qual'è il settaggio in Configuration.h per impostare lo zero dell'asse Y (in modo che da avere X=0, Y=0 a bordo piatto)? grazie del supporto! 🙂 -
La stampa non è centrata sul piatto.
TheClue ha risposto a HzO nella discussione Problemi generici o di qualità di stampa
Perfetto, faro' cosi'. Non mi ci metto proprio a flashare la motherboard di stock (non ho nemmeno un Arduino in casa, tanto per cominciare), nei prossimi giorni mondo la skg mini che ho deciso di prendere perché non sopporto piu' la rumorosita' e faccio il tutto direttamente da li' (la skg ha gia' il bootloader su vero?) -
La stampa non è centrata sul piatto.
TheClue ha risposto a HzO nella discussione Problemi generici o di qualità di stampa
In effetti il fatto di avere il materiale che cola sul piatto è abbastanza antipatico. Cosa mi consigli di fare allora? Sposto di nuovo indietro il fine corsa di Y (quello di X e' fisso sul gantry, non si puo' spostare) e poi setto un offset? Ma facendo in questo modo, significa che G0 Y0 X0 mi porta sullo spigolo mentre l'auto home mi tiene un po' fuori? Perch questo sarebbe sicuramente molto comodo (anche per facilitare i calcoli) -
La stampa non è centrata sul piatto.
TheClue ha risposto a HzO nella discussione Problemi generici o di qualità di stampa
Proprio ieri ho risolto lo stesso problema, quindi ti dico cosa ho fatto io. Se non è la procedura corretta, qualcuno piu' esperto mi correggerà 🙂 Procedura condotta su Ender 3, ma suppongo sia valida anche per altri modelli - Spostato lo stop dell'asse Y in modo che in Auto Home il nozzle finisse esattamente nell'angolo anteriore sx del piatto - Impostato sullo slicer (cura e pronterface, nel mio caso) le dimensioni del piatto alle dimensioni FISICHE di quelle del tuo piatto di stampa L'origine ora e' esattamente al centro del piatto (questo ovviamente non implica che l'aria stampabile coincida con le dimensioni del piatto dello slicer ovvero quelle fisiche del piatto) spero di esserti stato di aiuto! -
Spool sul retro e sottoestrusione
TheClue ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
Esatto, sono larghi 8mm e alti 4mm la striscia a LED è larga 14mm, è alta 3mm ed è distante dai 3.7 ai 3.8mm dalla mensola grazie!!
-
Come si regola la ritrazione?
TheClue ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
Uno di questi? https://www.amazon.it/s?k=capricorn+ptfe&__mk_it_IT=ÅMÅŽÕÑ&crid=1WEF70QV4XYIU&sprefix=capricorn%2Caps%2C162&ref=nb_sb_ss_ts-a-p_1_9 Sono tutti uguali? Prendo quello che costa di meno? -
Spool sul retro e sottoestrusione
TheClue ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
Caro @MAL1190 non mi odiare, ma ho fatto una stampa veloce del profilato inferiore della barra per vedere se fitta. Tutto ok, la resa e' ottima ma servono alcune modifiche e purtroppo non riesco a farle io su Fusion360 (l'importer STL è molto impreciso e non si porta dietro la geometria del pezzo). Percio' devo chiederti un ulteriore fix, se non ti e' di troppo disturbo: - Le viti svasate non tengono bene. Credo sia meglio usare dei classici bulloni a testa a brugola e quindi dotare la barra di alloggiamenti per dei dadi esagonali M5. Ho dei bulloni M5 da 10mm e secondo me hanno abbastanza tenuta. - Purtroppo non sono riuscito ad aggiungere quel canale per il profilo della striscia a led che ti dicevo prima su Fusion360 non so come ringraziarti e stasera inizio un corso online su Fusion 😄