TheClue
-
Numero contenuti
160 -
Iscritto
-
Ultima visita
-
Giorni Vinti
3
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di TheClue
-

Primo layer irregolare e scarsa adesione su letto PEI
TheClue ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
😄 eh mi sa che non hai tutti i torti. Purtroppo vale sempre la solita legge: se vuoi rendere preciso un oggetto, te ne serve uno più preciso 🙂 Comunque l'idea di costruirmi il piatto è stuzzicante...l'alluminio "mic6" costa poco, credevo molto peggio...adesso mi parte la scimmia di costruirmi i pezzi da solo. Poi prendo un bed in silicone e lo attacco sotto. Costano poco anche quelli, ma nn hanno i fori per le viti...che strano...dovrò approfondire... Quasi quasi me ne faccio uno, come prova generale per la mia autocostruzione (che prima o poi farò). Quello attuale lo rettifico con il nastro o con i postit, ma ahimé mi sa che dovrò sostituire il piano magnetico per rettificarlo. Comprare un altro kit della Creality è da scemi...che voi sappiate si vende anche "a rotoli" che poi lo taglio a misura al banco sega? -
Primo layer irregolare e scarsa adesione su letto PEI
TheClue ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
Ah! Adesso finalmente ho capito il senso di tutta la vicenda! Molto laboriosa, certo, ma ha assolutamente senso. Dato però che, appunto, è molto impegnativa ha senso farlo solo quando le geometrie della stampante sono perfettamente in ordine...e non è una cosa da poco. - Il telaio posso rimetterlo in squadra, male non farà... - Ho ordinato dei tappini in silicone, provo a usarli invece delle molle e misuro bene la risposta - Ma il problema è il piatto, che secondo me è deformato da un lato. Quando provo a livellarlo con 3 punti (come la procedura UBL prevederebbe) non riesco mai a "chiudere". Sostituirlo mi sembra esagerato, peraltro sarebbe un upgrade costoso (li ha solo Gulfcoast Robotics. EDIT: ma divertente! Vedi sotto). Eppure il motivo per cui l'ABL sbagli un angolo della mesh non riesco proprio ad afferrarlo. Voglio dire...è l'angolo che e' PROPRIO SOTTO la sonda. EDIT: beh...che dire...quasi quasi... -
Primo layer irregolare e scarsa adesione su letto PEI
TheClue ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
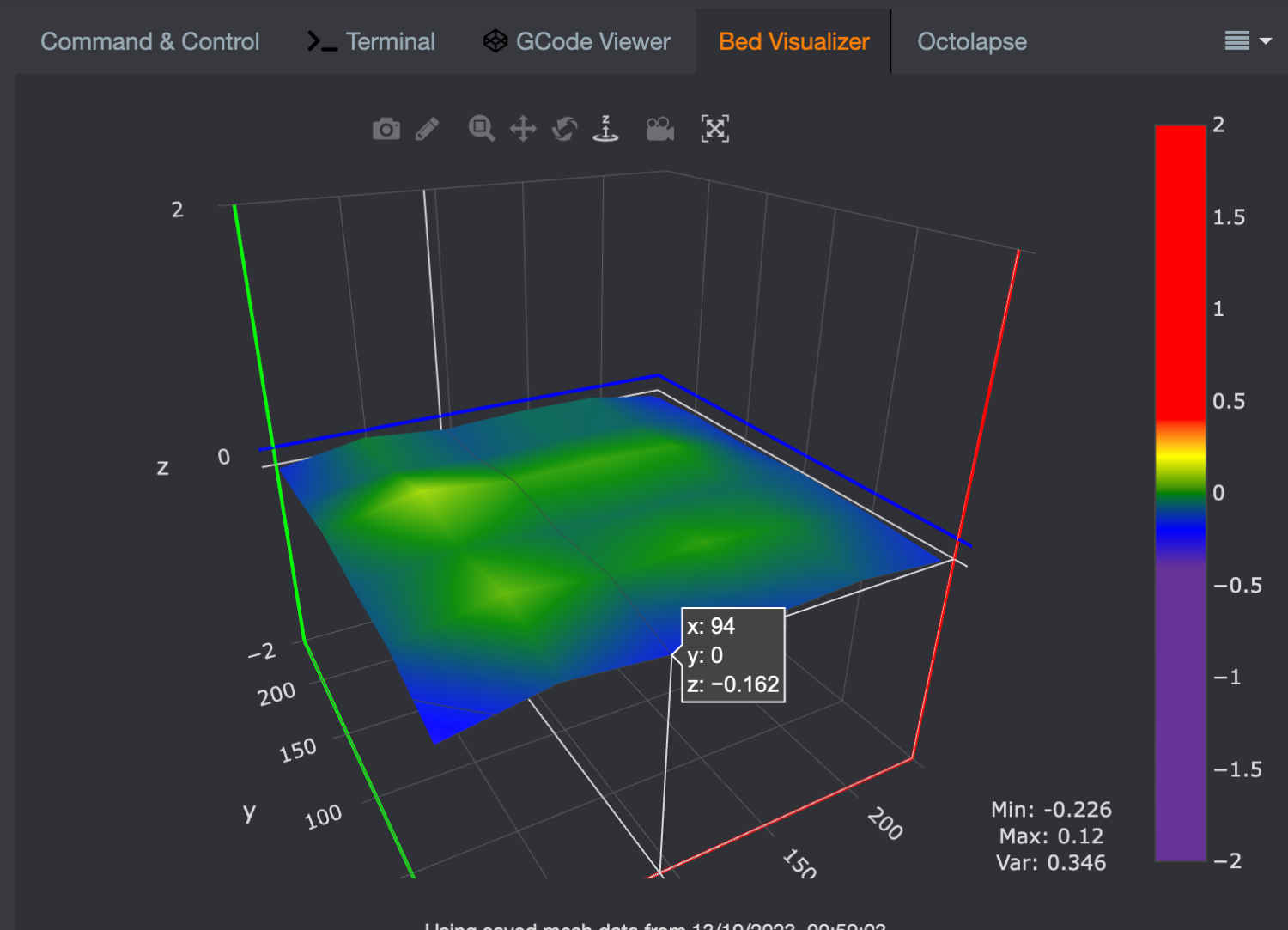
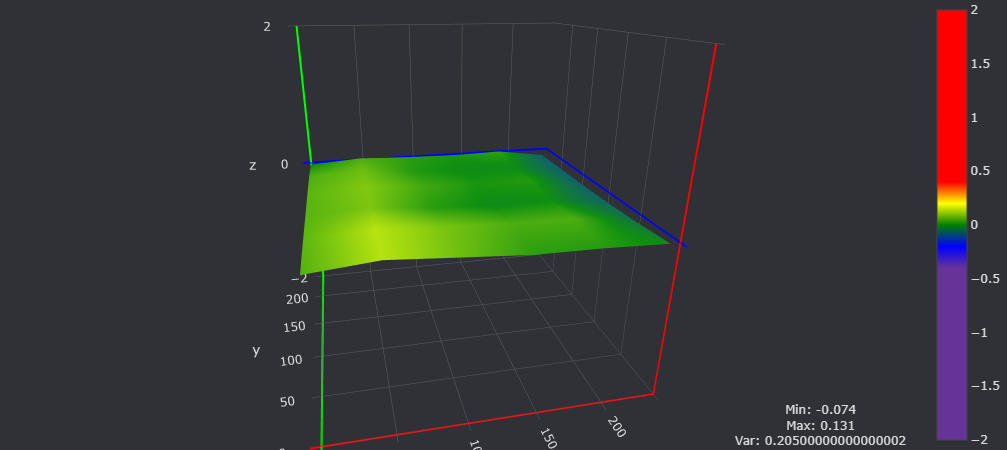
Ottimo, grazie...proverò quel pattern. Ho fatto intanto qualche ulteriore prova. Ho innanzitutto livellato il piatto con i "vecchi metodi" (spessimetro e tanta pazienza), la mesh che riesco a ottenere non è proprio il massimo (foto 1). Stampo e ottengo i soliti risultati sulla parte dx del piatto Poi ho rifinito l'operazione usando il BLTouch attraverso il plugin Bed Visualizer di Octoprint e ottengo la mesh di foto 2 secondo me più che dignitosa, come previsto risultati identici di stampa. Alla fine ho alzato l'altezza del primo layer a 0.28 e ho ottenuto dei risultati finalmente soddisfacenti, quindi posso ritenermi soddisfatto....quasi. Diciamo che ho un po' barato e questa cosa non mi aiuta a capire...il fatto di non essere riuscito a capire cosa c'è che non va mi sta picchiando in testa Riguardo l'editing della mesh, questa cosa mi confonde...sapevo che si poteva fare, ma non l'ho mai fatto a mano. Voglio dire...che ce l'ho a fare il BLTouch se poi devo fare/correggere io la mesh? E anche se ci riuscissi, nel momento in cui vado a usare di nuovo il BL Touch non vado a perdere tutto?
-
Primo layer irregolare e scarsa adesione su letto PEI
TheClue ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
Sono proprio le stesse molle che ho io 😄 anche se non ricordo se fossero originali Creality o no Non ho più gli eccentrici, ho montato due linear rail sull'asse Y Si una delle molle è molto più lenta delle altre tre, ma in realtà non è colpa della molla (se la inverto con un'altra presa da un altro angolo non cambia niente). Il problema è nella geometria del piatto...eppure non nel piatto stesso, perché l'ho sostituito con un altro piatto Creality che avevo in giro e non è cambiato. Potrebbe essere un problema al telaio, ma l'ho controllato in modo molto meticoloso e anche se non ho usato della squadre DIN mi sembra abbastanza in bolla. Vero è che questa macchina ha davvero combattuto, non è stata esattamente trattata coi guanti bianchi in questi anni Quando intendo che ho usato spessori diversi per regolare lo z-offset intendo questa procedura: ho iniziato con lo 0.1 e ho regolato lo z-offset, quindi ho portato il nozzle a 0.05 solo per essere sicuro di non segnare il piatto (vabè ovvio che è più una paranoia, non stampo mai sotto 0.12 di altezza del layer). Probabilmente sto leggerissimamente schiacciando (v. foto sopra) ma non credo sia la fine del mondo. Eppure continuo ad avere dei difetti sulla parte dx del piatto, in particolare la parte anteriore Il piatto è livellato, lo z-offset è ok, il flusso pure, gli estep sono stati verificati nuovamente. Non riesco proprio a spiegarmelo... ti ringrazio proverò questo pattern. Però il problema è che ho quel comportamento strano SOLO sulla parte dx del piatto e che viti e z-offset sono state, almeno in teoria, settate. La mesh che legge tutto sommato non è male. -
Primo layer irregolare e scarsa adesione su letto PEI
TheClue ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
Si avrei evitato anche io, ma ho dovuto farlo...le viti scorrevano a vuoto, col tempo si erano allentate (nonostance ci avessi messo il frenafiletti), non ho avuto alternative - non potevo regolare più il piatto. Con lo spessimetro sono andato a spessori decrescenti, solo l'ultimo passaggio ho usato quello sottilissimo dato che lo z-offset di Marlin va proprio a scarti di 0.05. Chiaramente, l'offset sugli altri assi l'ho fatto dalle indicazioni del produttore del blocco dell'estrusore (OmniaDrop). In generale regolando il piatto con lo spessimetro noto delle "letture" (se così si può dire) diverse da quelle che leggo con il tramming wizard del BLTouch, ma questo secondo me è dovuto al fatto che due delle quattro molle non hanno la stessa elasticità delle altre (e quindi flettono quando uso lo spessimetro più delle altre due...altro motivo per cui uso lo spessore più sottile che ho). Con il BL Touch sono certo di non introdurre una deformazione anche minima al piatto e la mesh risulta coerente. Questo chiaramente non vuol dir niente, visto che è sempre BLTouch a fare la mesh 😄 infatti il gocciolio all'angolo mi sa proprio di una altezza sottostimata. Anche se non riesco a capacitarmi del motivo. In generale comunque il piatto è sempre stata la mia croce con questa macchina, ho avuto problemi sin dal primo giorno e anche dopo aver montato le linear rail non li ho mai risolti (boh, ci sarà qualcosa nel telaio) EDIT: le molle sono delle robine gialle comprate su Amazon, sono tirate più o meno a 2/3 di corsa tranne una che è molto più morbida (lo so, non è un buon segno, ma non ho m ai capito perché) -
Primo layer irregolare e scarsa adesione su letto PEI
TheClue ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
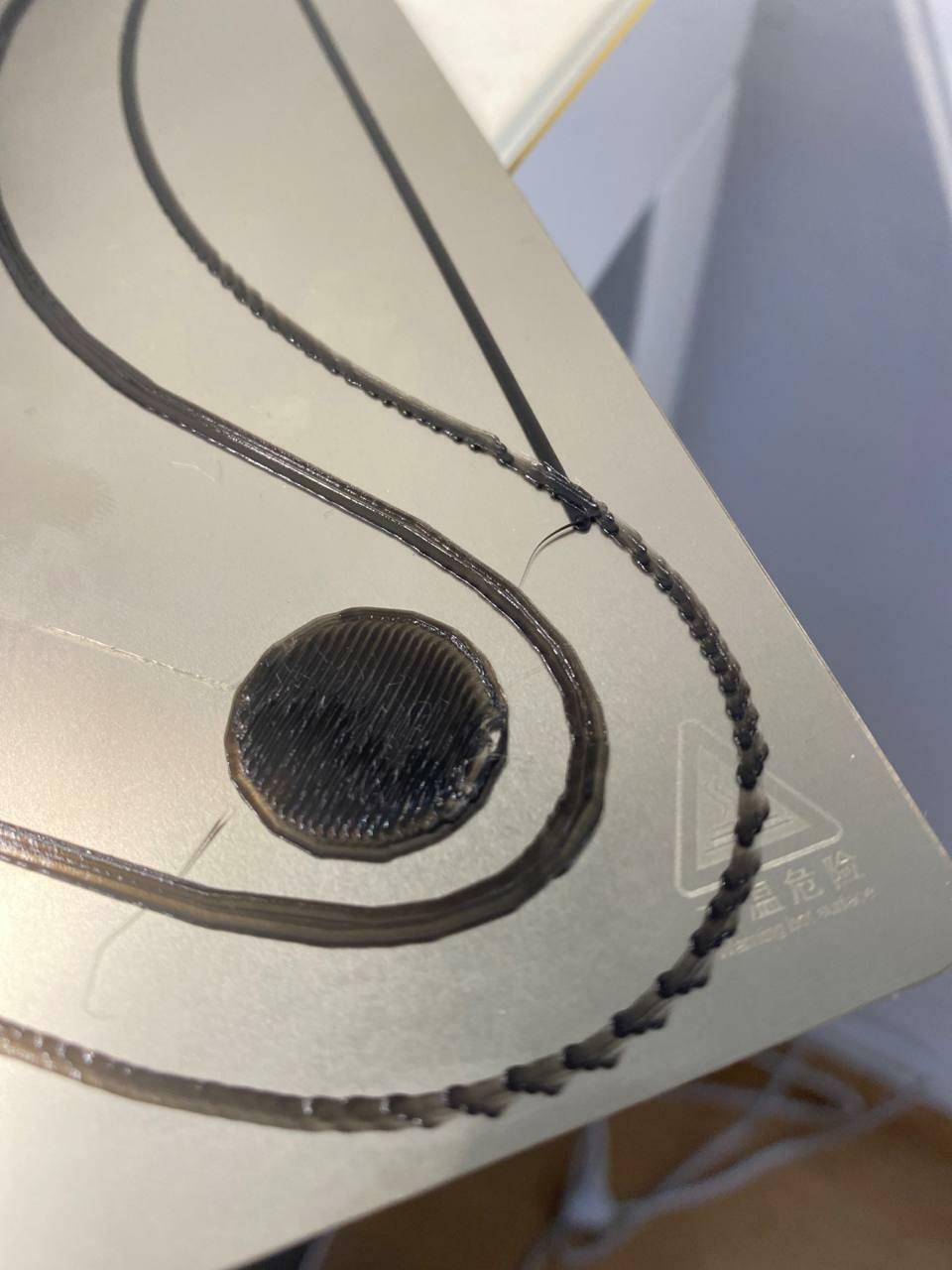
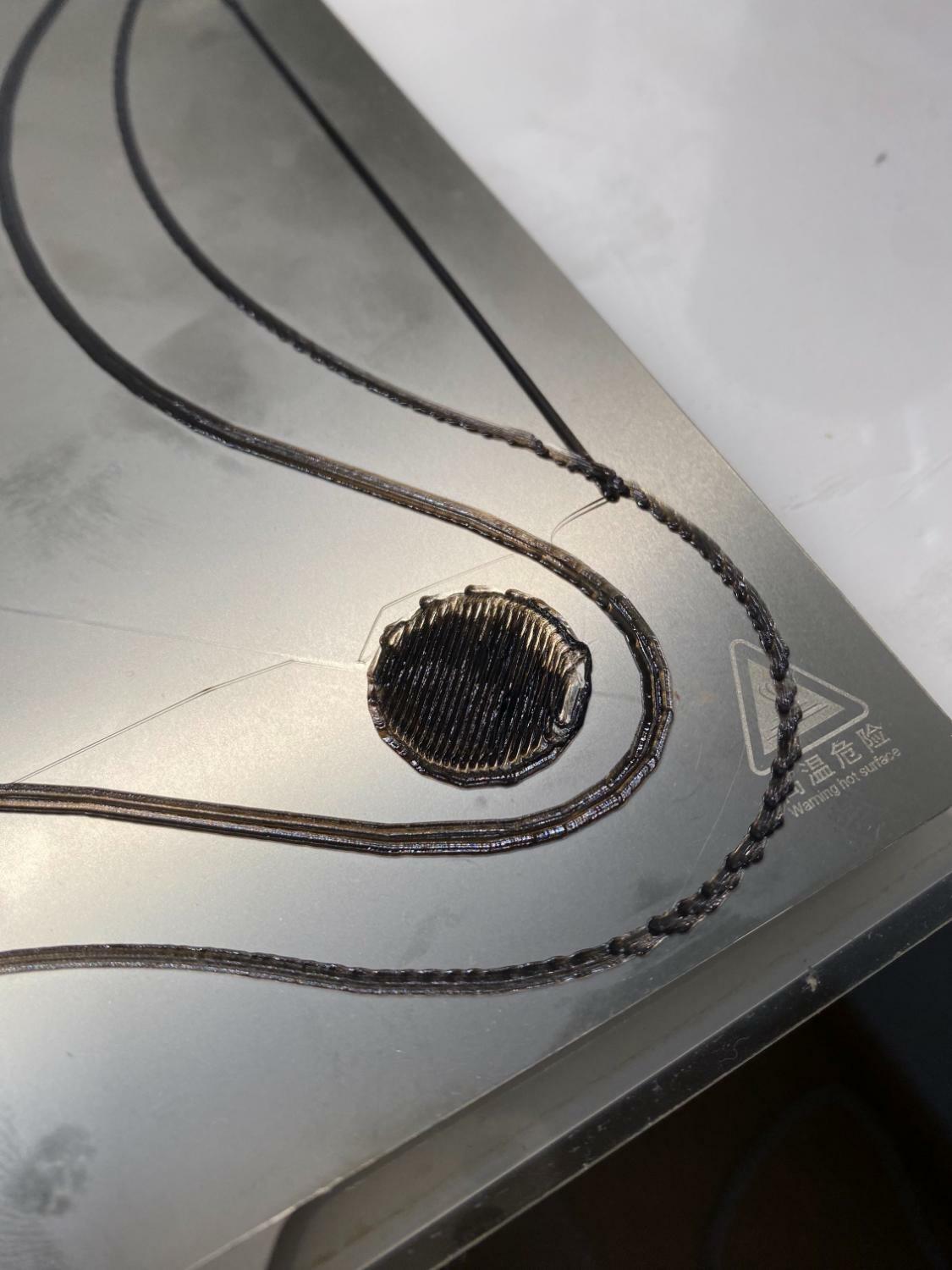
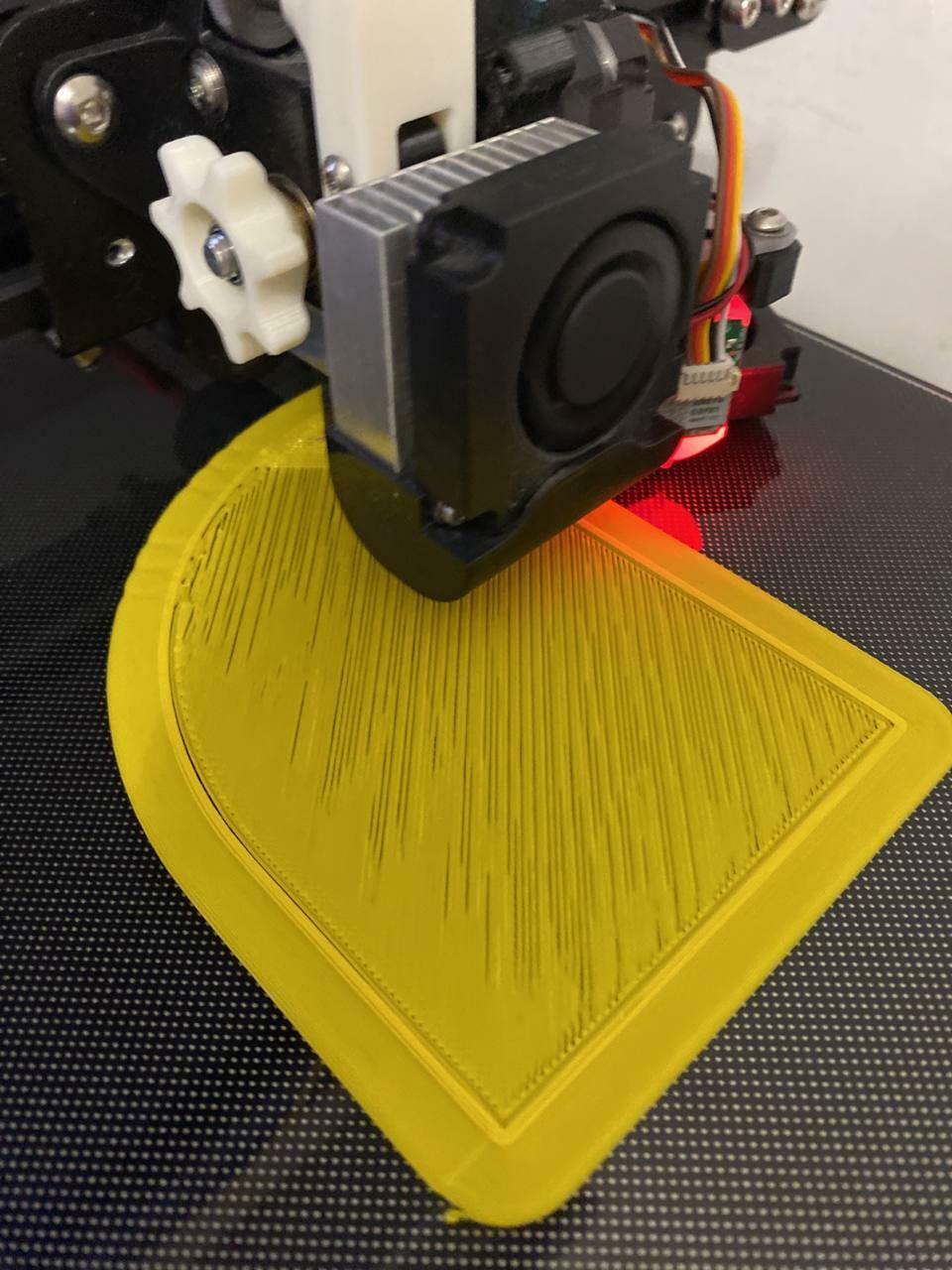
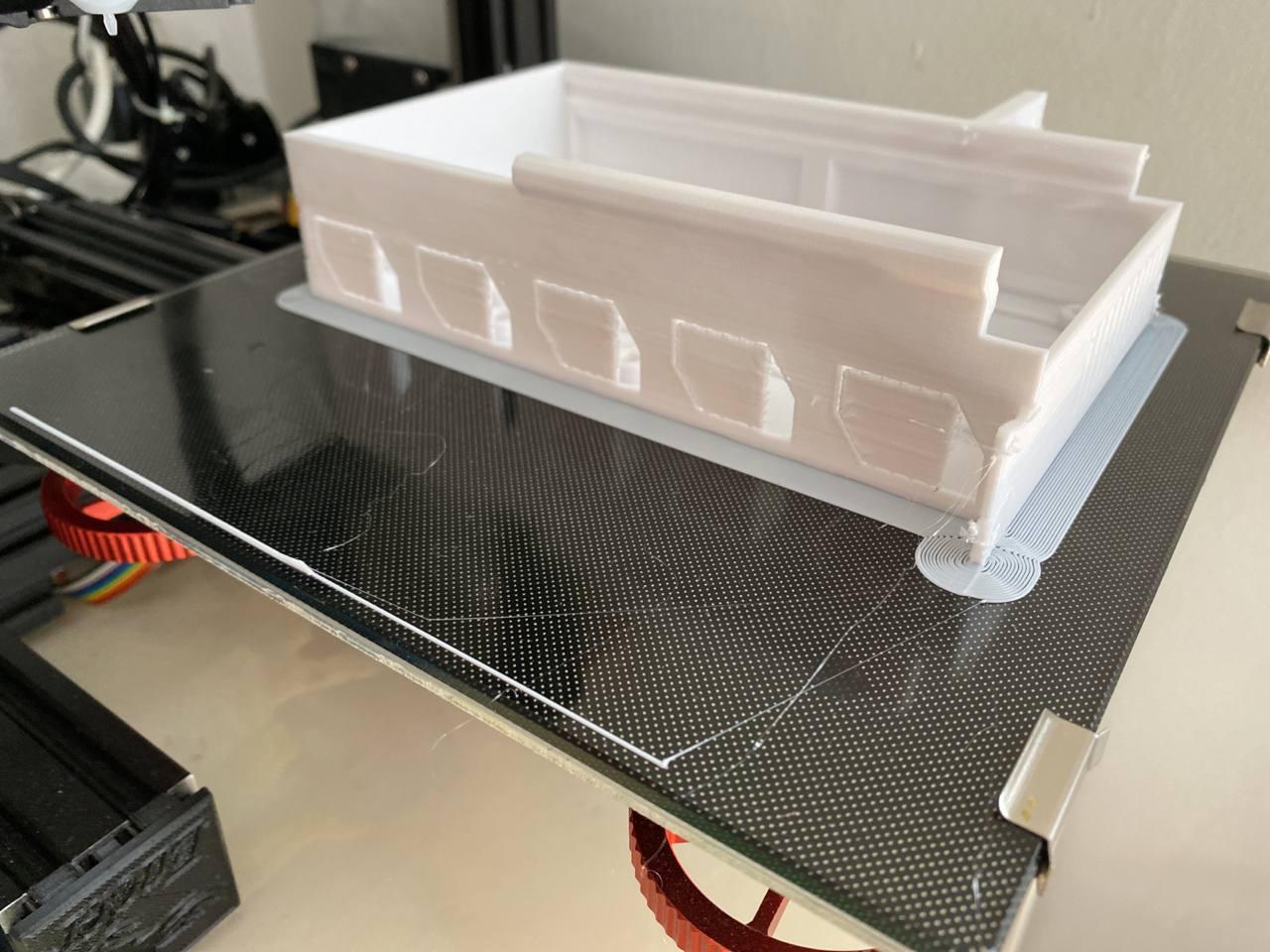
Ok fatto qualche altra prova, stavolta ho abbassato lo z-offset al limite del reato penale ed evidentemente c'era ancora un po' da dare. Molto meglio, in generale comincio ad essere più ottimista e direi che posso rimettere la macchina in esercizio, ma manca ancora qualcosina. L'angolo anteriore dx è l'unico difetto veramente evidente (foto 2 e 5)...questo "gocciolio" è proprio strano, non l'ho mai visto; potrebbe essere una distanza...strano però che nella mesh del piatto non risulti... In generale (foto 2 e 3) un difetto che noto è che i fill sono più in alto, quasi a sovrapporsi, ai wall. Wall, che oltretutto non sono perfettamente circolari, ma poligonali (ma ritengo che questo difetto dal layer 2 possa rientrare). Può essere causato da un flow troppo alto? Inoltre (foto 4) i fill non sembrano perfettamente centrati dentro i wall circolari. Difficile dire se sia un problema di posizionamento o di deposito. Anche qui probabilmente dal secondo layer va a posto, ma sono curioso
-
Primo layer irregolare e scarsa adesione su letto PEI
TheClue ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
ecco...niente di grave eh, solo un po' schifoso esteticamente, ma non avevo attrezzi a portata di mano ieri e vabè prima o poi ne comprerò uno nuovo. Sbagliando si impara. la calibrazione dello z-offset rispetto al bl touch l'ho fatta nel seguente modo: porto Z=0 e regolo l'offset fino al tocco sul piatto. Uso uno spessimetro a 0.05mm Poi ho anche regolato il piatto, ma usando il BL Touch e il "Tramming Wizard" di Marlin (in pratica fa la misurazione ai quattro angoli e ti avvisa di quanto alzare o abbassare). Ho trovato risultati migliori rispetto al vecchio metodo a mano con il foglio. Tutto sommato il piatto e' a livello a giudicare dallo screenshot sopra, dopo tutto non ho piu' la lastra adesso. Non ho motivi di credere che il BLTouch non funzioni. Prima o poi cambierò il piatto, ma e' un upgrade costoso. Gli estep sono ok, ma rifaro' la regolazione per sicurezza. Ma se fosse sottoestrusione non dovrei avere problemi su tutti i layer? Flow e temperatura sono regolati, ma ho provato ad alzare il flusso per vedere se cambiava qualcosa e non e' cambiato niente. Comunque ho il problema solo sul primo livello per lo più. Stampo a 195 gradi e 68 gradi di piatto, PLA. Per dovere di onestà i problemi li avevo anche prima di cambiare il piatto, ma non in modo sistematico e li imputavo al fatto che la lastra era consumatissima e molto segnata. Evidentemente non era così E sempre per dovere di onestà, ho avuto dei problemi anche con un'altra stampa di prova: una piramide tronca rovesciata: blob ovunque - simili alla foto che ho incollato sopra. Non so se possono essere collegati. Nozzle sostituito, hotend pulito, estrusore diretto. Ci deve essere qualcosa di tremendamente stupido e ovvio che sbaglio...cosi' stupido da non riuscire a vederlo...
-
Primo layer irregolare e scarsa adesione su letto PEI
TheClue ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
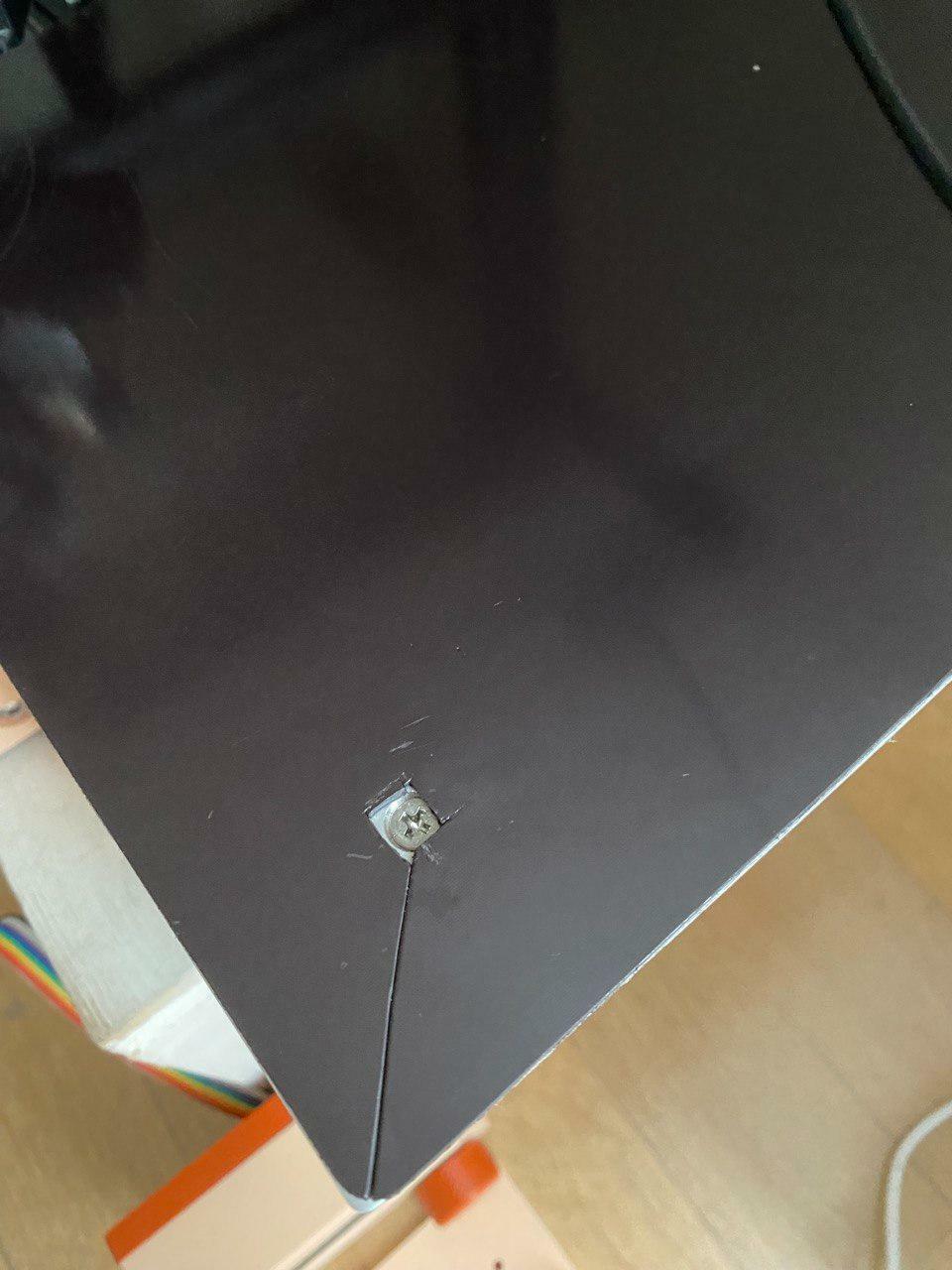
Ok ho fatto come dici e sono certo che aumentero' la regolarita' dell'adesione ora che la superficie è leggermente abrasa...ma non era quella la causa principale temo. Ho dato una bella stretta alle viti di regolazione del piatto (tra parentesi, ho dovuto sezionare il piano adesivo magnetico per farlo peraltro...tutto ok, ma che schifo esteticamente...non posso credere che nessuno ci abbia pensato) Ho livellato il piatto al meglio delle mie possibilità (bene ma non benissimo, ma meglio di cosi' sembra impossibile) A quel punto ho abbassato lo z-offset. Ed ecco qui, sul lato sx la situazione è migliorata, sul lato dx invece no. A questo punto sono totalmente a corto di idee 😞
-
Primo layer irregolare e scarsa adesione su letto PEI
TheClue ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
dimenticavo, forse l'estrusore non morde abbastanza sul filamento? Oppure devo ricalibrare gli estep? -
Primo layer irregolare e scarsa adesione su letto PEI
TheClue ha pubblicato una discussione in Problemi generici o di qualità di stampa
Buongiorno a tutti, sono appena passato al PEI - mi si era consumato il borosilicato e non avevo piu' adesione cosi' mi son detto piuttosto che cambiarlo, faccio un upgrade. In effetti, il primo layer è sempre stata un po' la croce nera della mia Ender, no sempre avuto moltissimi problemi. Chiaramente, ho alzato un po' l'asticella sulla qualità desiderata adesso...ma le prime prove sono sconfortanti. Sui pieni sembrerebbe una sottoestrusione (anche se non ne sono certo, mi sembra un po' strana in effetti) e le linee curve hanno scarsissima adesione. Ho BLTouch quindi escludo sia un problema di distanza (a meno che non abbia sbagliato a tarare lo z-offset) Flow troppo basso? Se la alzo ho una estrusione troppo grassa che mi fa corrugare il primo layer Z-offset accannato? Se lo abbasso di piu' mi comincia a segnare (ma forse esagero) Qualcos'altro che non so? :/ (il primo layer è alto 0.28 quindi bello grasso)
-
Un pessimo primo livello
TheClue ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
Per intenderci....prima era cosi' 😞
-
Un pessimo primo livello
TheClue ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
purtroppo no, un piccolo aumento ulteriore nel flusso causa il sollevamento del layer (si formano delle rughe fino a spaccarsi e sollevarsi) -
Un pessimo primo livello
TheClue ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
20mm/sec, sia il brim che il primo layer 😞 -
Un pessimo primo livello
TheClue ha pubblicato una discussione in Problemi generici o di qualità di stampa
Buongiorno a tutti, da qualche tempo la mia ender 3 modificata con estrusore direct Omniadrop, che prima produceva un primo layer che ci si poteva specchiare, ora mi restituisce un layer davvero scarso. Appurato che il flow, a 92%, è corretto per la stampa effettiva (se lo alzo, ho sovraestrusione), ho provato ad agire sui settaggi del primo livello, ovvero: - Initial Layer flow 112% (se lo alzo ulteriormente il livello si riempie di "rughe" sollevate dal piatto) - Brim layer flow 112% (la cosa strana è che a differenza della superficie il brim sembra perfetto, pur ricevendo la stessa quantità di materiale) - Altezza del primo livello: 0.3mm (i successivi a 0.2) - Layer width: 0.4 Ho provato ad abbassare un pelino lo z-offset, ma non mi sembra di apprezzare particolari differenze (ho pensato che potesse essere il nozzle che - consumatosi - rimaneva troppo alto) La superficie è il borosilicato della Creality girato al rovescio, con Splend'or. Il piatto e' 65 gradi, il materiale e PLA+ eSun. Che ne pensate? 😮
-
Adesione non costante sul piano di stampa
TheClue ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
Aaaah che goduuuuuuuuuria questo first layer 😆
-
Adesione non costante sul piano di stampa
TheClue ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
Aaaaah che soddisfazione! Incollato al piatto come una cozza sullo scoglio (anzi, mi sa che farò fatica a staccarlo) Lascio qui un po' di settaggi dello slicer, sia per mia gratificazione personale (:D) sia perché magari questo thread può essere utile ad altri in futuro. Ho seguito, comunque, anche gli altri consigli ovvero pulizia profonda del piatto e messa in bolla dei due assi Z. Ho anche alzato un po' la corrente agli stepper Z (circa un 10%) Qui i settaggi di CURA: - Temperatura di stampa 200° (205° il primo layer) - Temperatura del piatto 50° (58° il primo layer) - Velocità della ventola a 100% a partire solo dal layer 10 - Initial Layer Flow 105% - Initial Layer Height 0.3mm - Initial Layer Width 140% - Brim esteso sotto i supporti grazie a tutti dell'aiuto e finalmente si riprende a stampare a manetta anche qui! 🙂
-
Adesione non costante sul piano di stampa
TheClue ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
Ottimi consigli, sicuramente faccio quei tuning sugli assi Z e applico quei settaggli termici. Per i settaggi dello sliCer (si era un typo eheh) provo a dare un po' di materiale in piu' nel primo layer. Mi sono riempito la stanza di cubetti e torri, ma poiché questo warping si presenta non prima di 3 ore di stampa, i classici piccoli test di calibrazione molto rapidi non evidenziano effetti apprezzabili. La cosa irritante è che prima non avevo questi errori. Vero, ho cambiato l'estrusore e .'hotend e ho messo il BLTouch. E, ok, ho sostituito il piatto (con uno identico). E stravolto il mio config sul marlin E aggiornato la versione di CURA E adesso stampo con la finestra aperta (e la stampante e' di fianco alla finestra, ma il warping avviene a sx, sul lato lontano) E ho una radiale sull'hotend mentre prima avevo una noctua E ho messo le linear rail su Y E ho girato il vetro al contrario, sul lato liscio Ma A PARTE QUESTO non ho cambiato niente 😄😄😄 -
Adesione non costante sul piano di stampa
TheClue ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
Prima di abbandonare il vetro e fare questo upgrade pero' vorrei capire meglio la natura del problema, sennò c'è il rischio di non risolverlo... E' meccanico (doppio Z fuori asse, offset strani, piatto storto, boh)? E' termico (piatto, pid, temperature di stampa sbagliate, boh)? E' chimico (troppa lacca, poca lacca, PLA scadente, piatto sporco, boh)? E' di settaggi sullo slider (troppo caldo, troppo freddo, troppo flusso, poco flusso, boh)? -
Adesione non costante sul piano di stampa
TheClue ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
capisco che vuoi dire....ma più di così non so proprio come migliorarlo (un decimo di millimetro e' considerato "tanto"?) Oltretutto, il paradosso è che il piano è piu' alto a sx...dove pero' ho adesione minore :S -
Adesione non costante sul piano di stampa
TheClue ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
Dopo la notte lasciato in stampa, come volevasi dimostrare Che disastro! :S
-
Adesione non costante sul piano di stampa
TheClue ha pubblicato una discussione in Problemi generici o di qualità di stampa
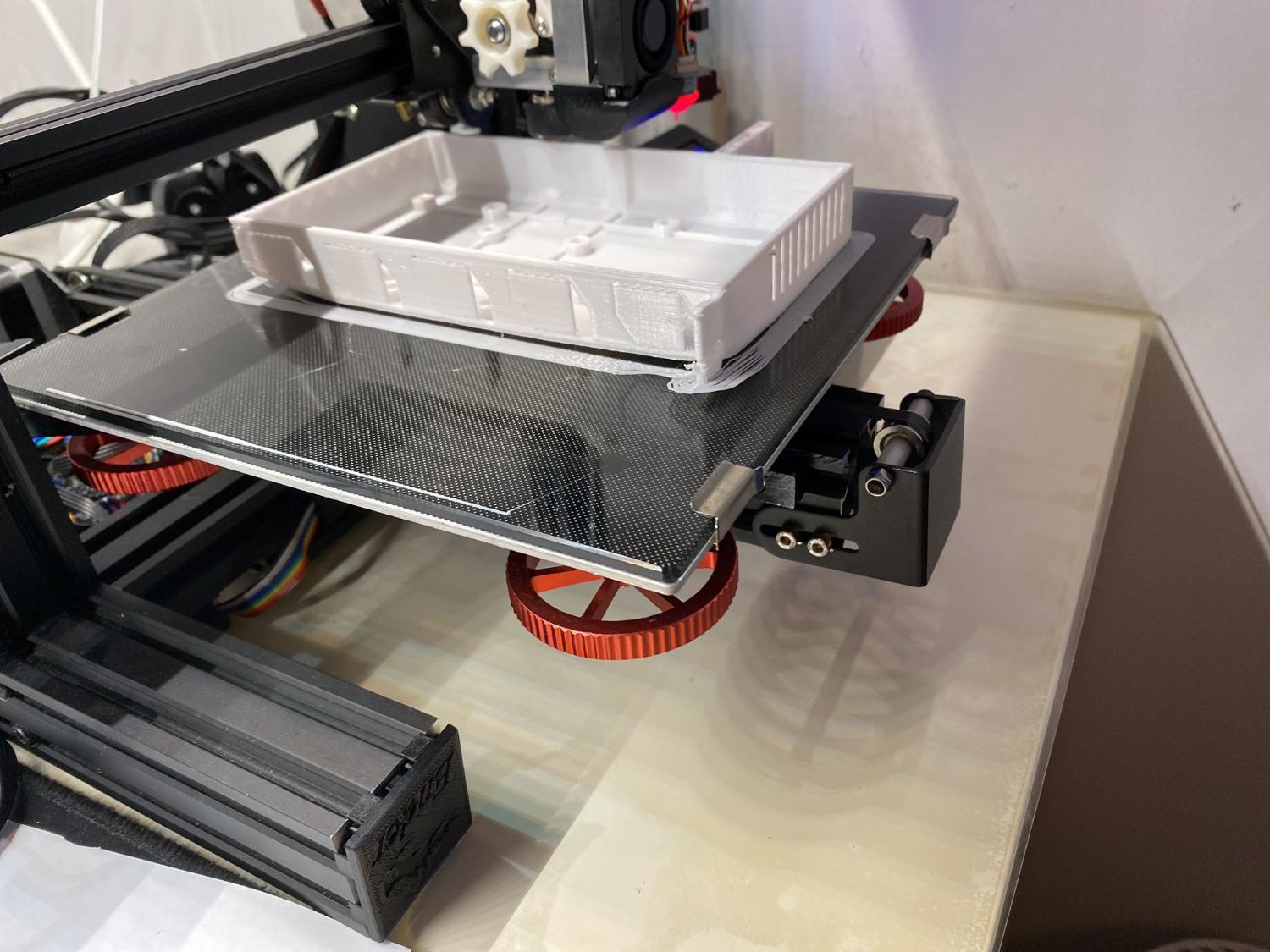
Da qualche giorno ho notato questo fenomeno In pratica, l'adesione al piano è ottima sul lato dx e pessima su quello sinistro (nelle curve ma non solo...dopo qualche ora ho inesorabilmente forte warp e distacco). Ho pensato che potesse essere il piatto consumato o sporco di strati di lacca, così l'ho girato al contrario - come vedete - ma il problema non mi sembra risolto. La temperatura è uniforme (62°, il PID è stato regolato), la lacca c'è ma non troppa, il piano è livellato tutto sommato bene (v. sotto) e comunque c'è il BLTouch che fa il suo lavoro, jerk e accelerazioni sono al minimo... ....quale può essere il problema? 😮
-
Improvviso trascinamento con rumori inquietanti
TheClue ha risposto a TheClue nella discussione Problemi generici o di qualità di stampa
Va detto che quel 580 non è un numero sparato del tutto a caso. Su reddit un tale ha recuperato le specifiche dei motori di stock della Ender 3, li ho riportati qui: https://gist.github.com/theclue/90f365d1deee28ce6646f5e11acfdbc4 Il tale ha fatto anche un passaggio in più: ha contattato il produttore per chiedere se quei limiti di corrente delle specifiche sono di picco oppure rms: sono di picco! 0.8 / 1.4 = 0.571 Quindi ok a munire di ventole ed alzare un po', ma non credo si possa esagerare più di tanto. Piuttosto notavo che lo stepper sull'estrusore invece ha 1A di picco...visto che io ho bisogno di più muscoli solo nell'asse Y e ho quello stepper che mi avanza, quasi quasi lo sostituisco al 42-34 di stock su quell'asse... -
Temperatura piatto: come migliorarla
TheClue ha risposto a Valerio CAMPANINI nella discussione Problemi generici o di qualità di stampa
Il piatto è l'unico pezzo originale della mia Ender 3 in questo momento 😄 ma la spesa per cambiarlo è impegnativa -
Temperatura piatto: come migliorarla
TheClue ha risposto a Valerio CAMPANINI nella discussione Problemi generici o di qualità di stampa
Eh no credo che non sia cosi', se smonti il piatto e lo giri noterai che ci sono delle tracce ben visibili Confermo poi che in Marlin 2 sul profilo della Ender 3 il pid autotune del piatto non è abilitato per default, ma che io sappia non ci sono controindicazioni al farlo (mai provato pero' sulla mobo di stock lo ammetto) -
Temperatura piatto: come migliorarla
TheClue ha risposto a Valerio CAMPANINI nella discussione Problemi generici o di qualità di stampa
il foglio di sughero sotto al piatto può aiutare a minimizzare l'escursione termica tra punti diversi del piatto? Io pensavo che, essendo causata da - suppongo - resistività irregolare su punti diversi della serpentina - qualunque tipo di isolante posto sull'intera area non fosse influente... A proposito, ma con cosa l'hai misurata la temperatura? Sono curioso 😮

-Opera14_10_202313_42_22.png.12e85c55a52935d79e9c08552a716a77.png)
-Opera13_10_202320_15_40.png.9d69c938674ccb2a1cfbb118c1479d23.png)