Pietro_96
-
Numero contenuti
9 -
Iscritto
-
Ultima visita
Obiettivi di Pietro_96
")
Newbie (1/14)
0
Reputazione Forum
-

Vuoti nei pezzi stampati
Pietro_96 ha risposto a Pietro_96 nella discussione Problemi generici o di qualità di stampa
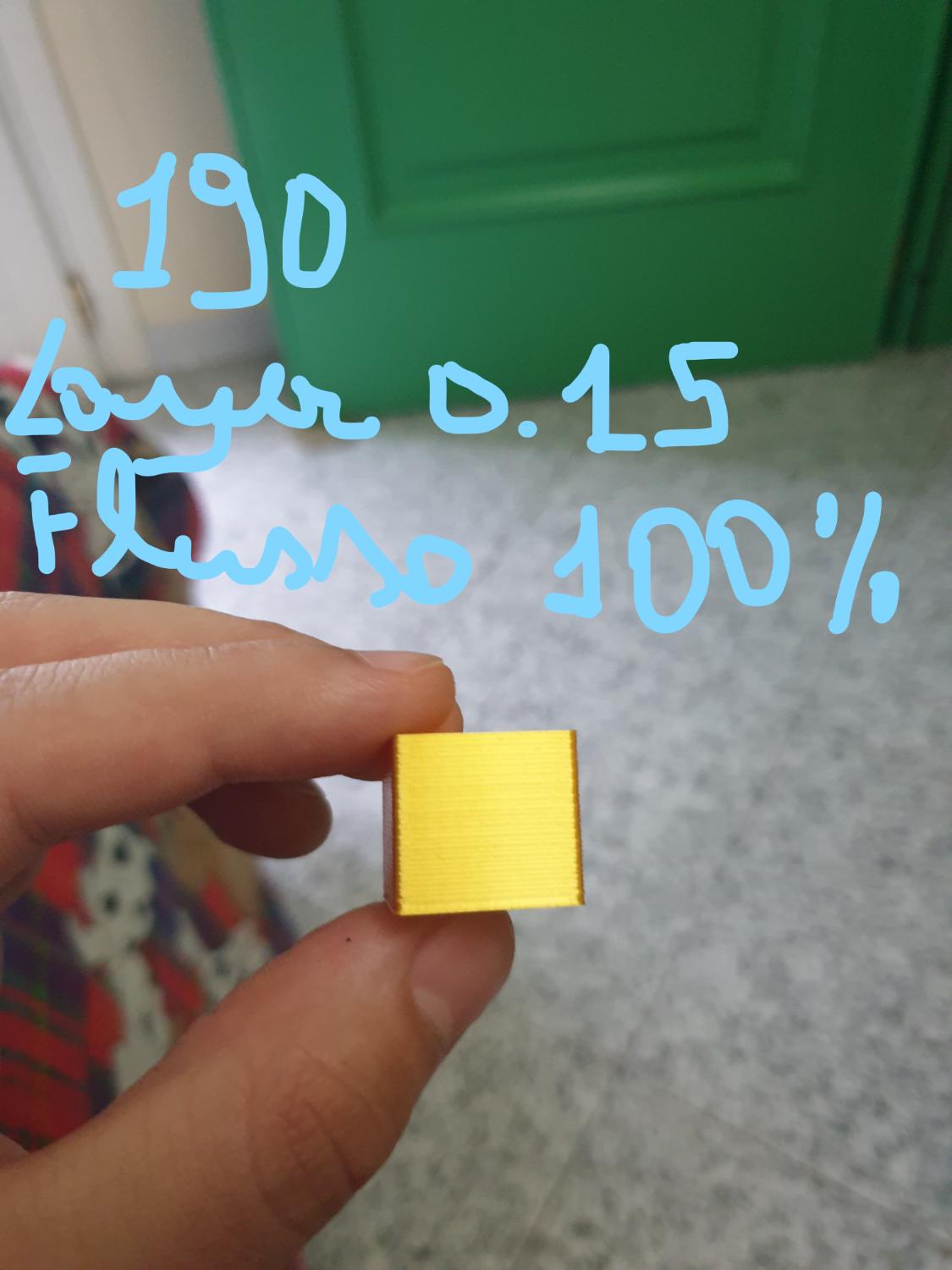
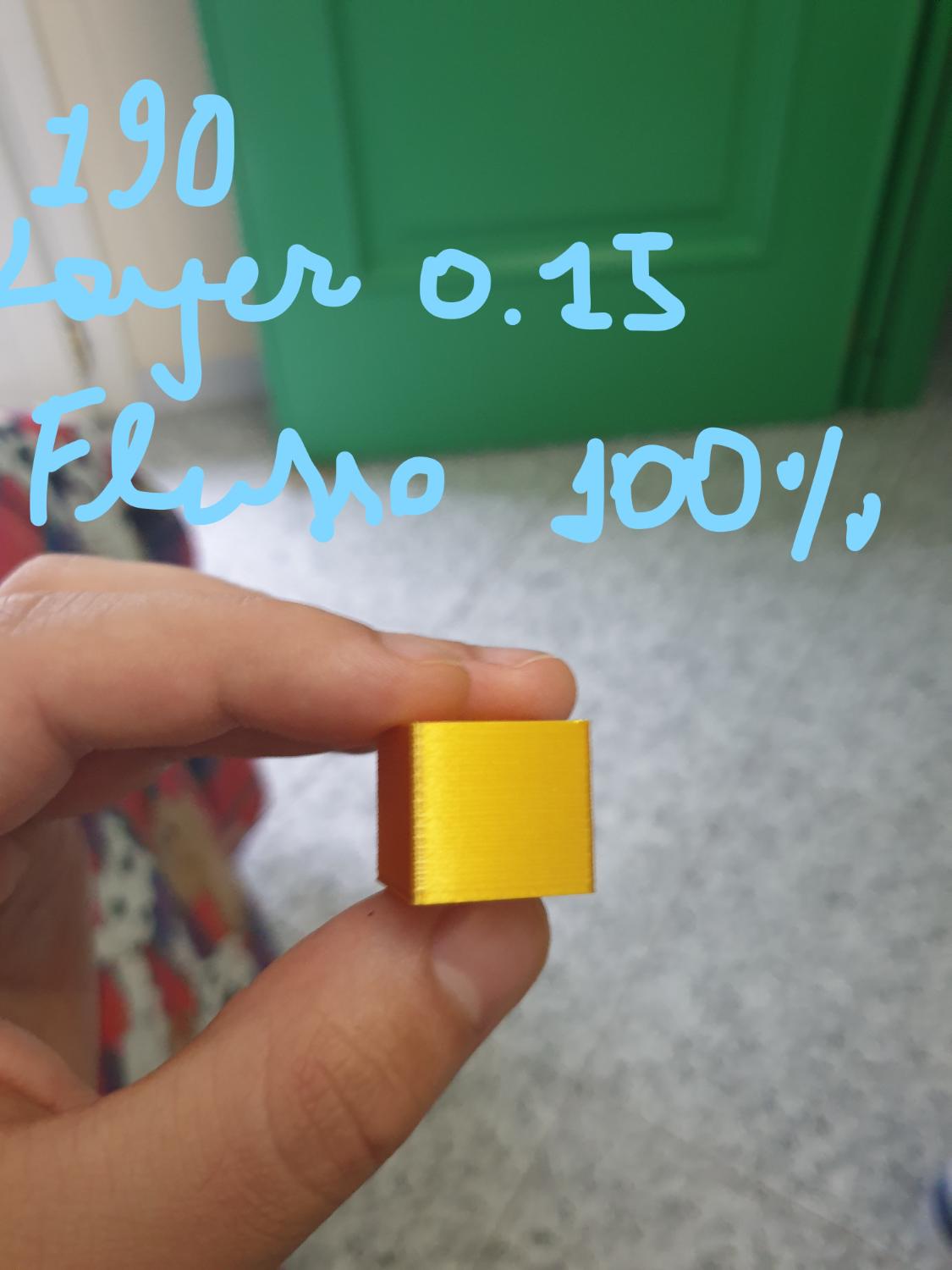
Però a 190 gradi non scoppietta e non ho nessun vuoto.. Ciao, grazie per la risposta. Come ho detto a Marco, a 190 gradi non scoppietta e la stampa esce bene senza vuoti (per ora ho stampato solo dei cubi, vi aggiornerò appena stamperò qualcos'altro). Inoltre, per caso sei a conoscenza di qualche impostazione o plugin di Ultimaker Cura che permette di impostare il flusso dell'ultimo (o di un numero scelto da me) strato al valore che voglio? -
Vuoti nei pezzi stampati
Pietro_96 ha risposto a Pietro_96 nella discussione Problemi generici o di qualità di stampa
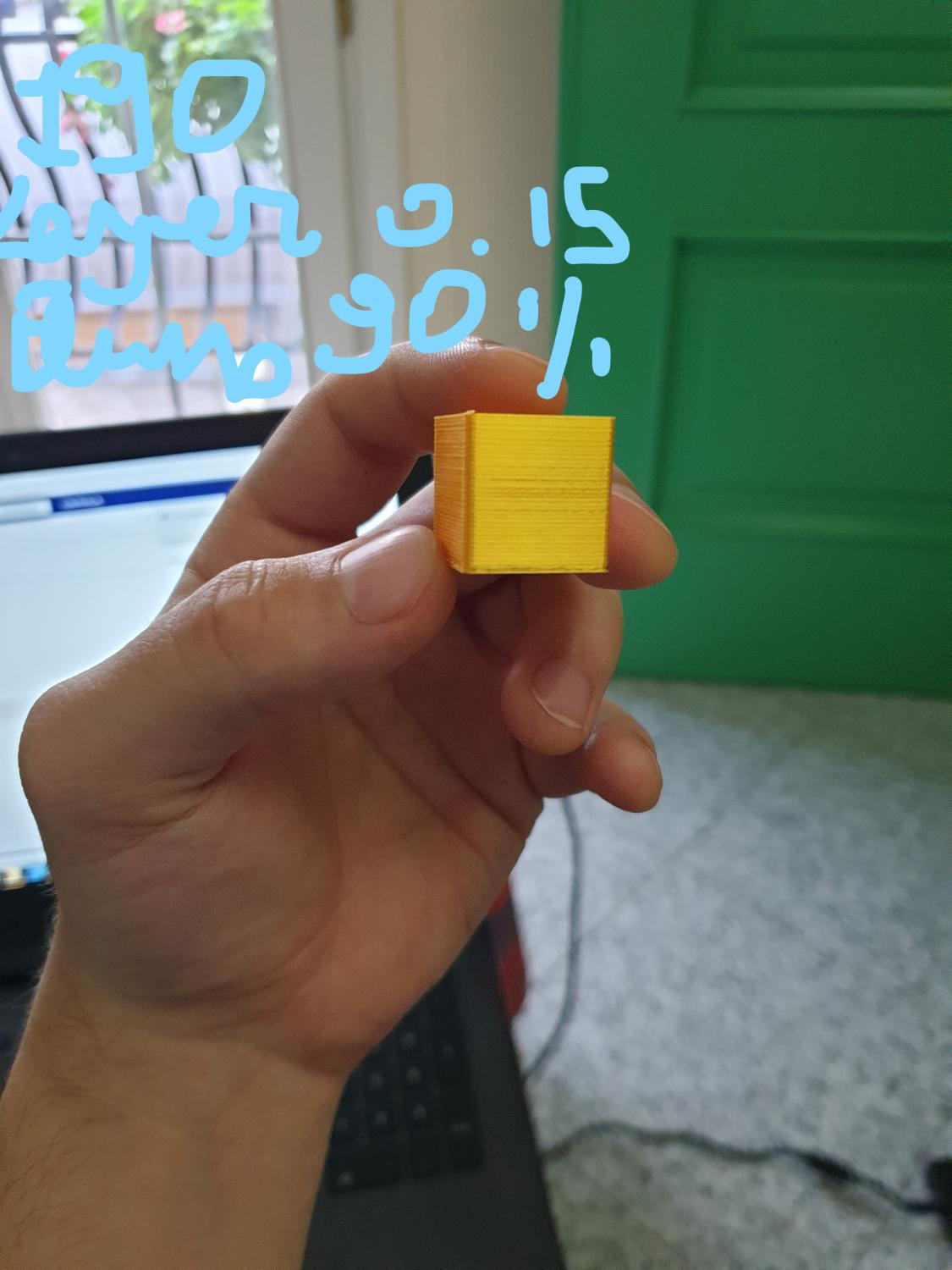
Allora, ho fatto questa prova e quel rimore che sentivo (ovvero il filo che scoppiettava e faceva zzz) è ancora più accentuato. Comunque ho provato a impostare il flusso all'85 %, temperatura 190 e layer 0.15 ed ora finalmente lo spessore di una parete è effettivamente di 0.4 mm e la quelità esterna è molto buona. Unica cosa, avendo impostato il flusso all'85 %, nello strato finale del cubo, negli angoli si vedono dei leggeri vuoti (davvero piccoli), dati dalla poca sovrapposizione delle linne perimetrali rispetto al caso del flusso 100 %. Ho provato a cerca su Cura un modo per impostare il flusso dell'intero ultimo strato al 100 % in modo da non avere questo problema, però l'impostazione più simile a questa che ho trovato è : "Flusso rivestimento esterno superficie superiore". Con questa impostazione, imposto il numero di "Strati di rivestimento superficie superiore" (ad esempio 2), e uso un flusso del 100 % per tali strati, però purtroppo solo le linee di riempimento interno di questi 2 strati le fa con un flusso al 100 %, mentre le linee perimetrale sempre all'85. Volevo chiederti se sei a conoscenza di qualche impostazione o plugin in che permette di impostare il flusso dell'ultimo (o di un numero scelto da me) strato al valore che voglio. Grazie! -
Vuoti nei pezzi stampati
Pietro_96 ha risposto a Pietro_96 nella discussione Problemi generici o di qualità di stampa
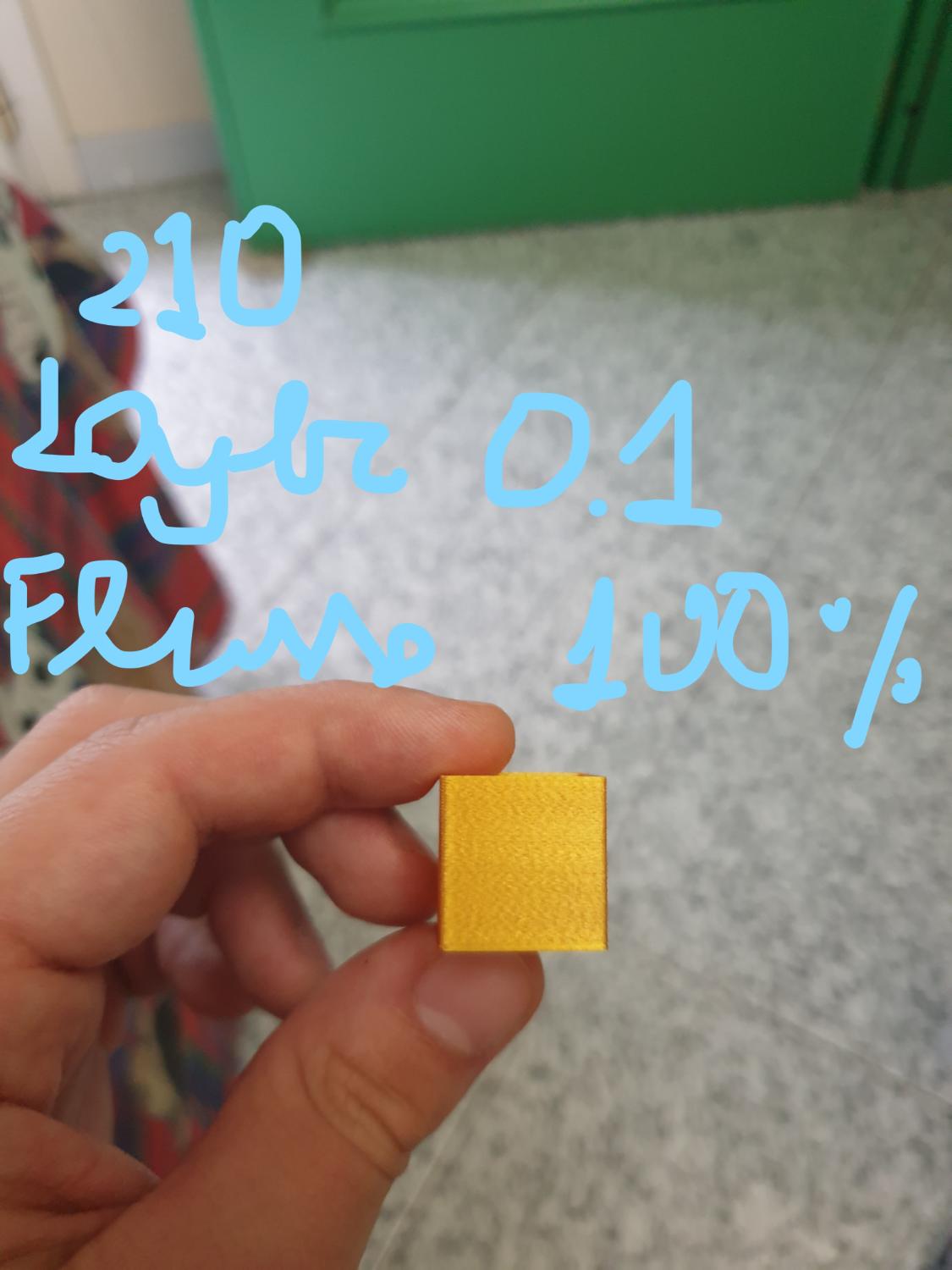
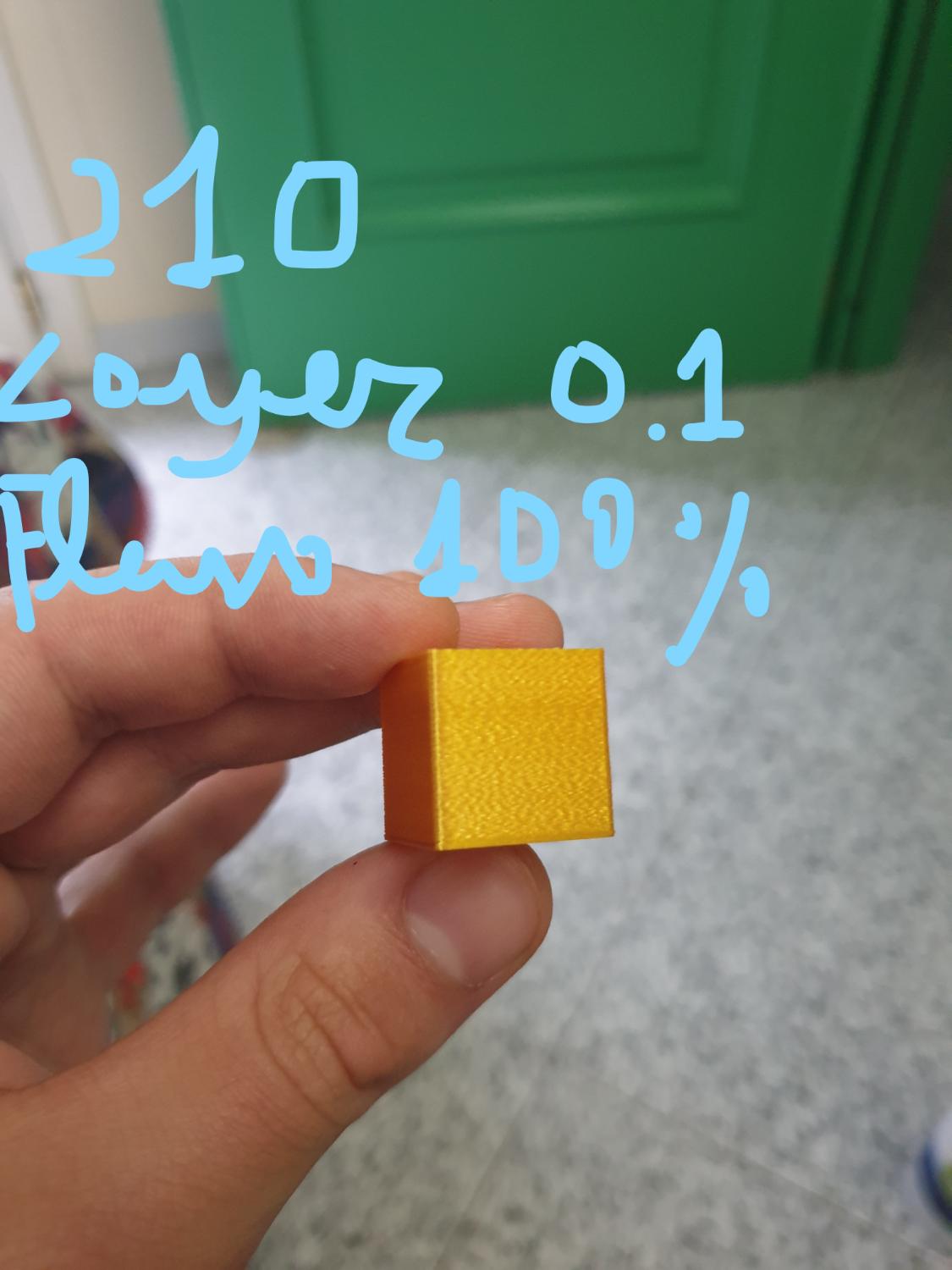
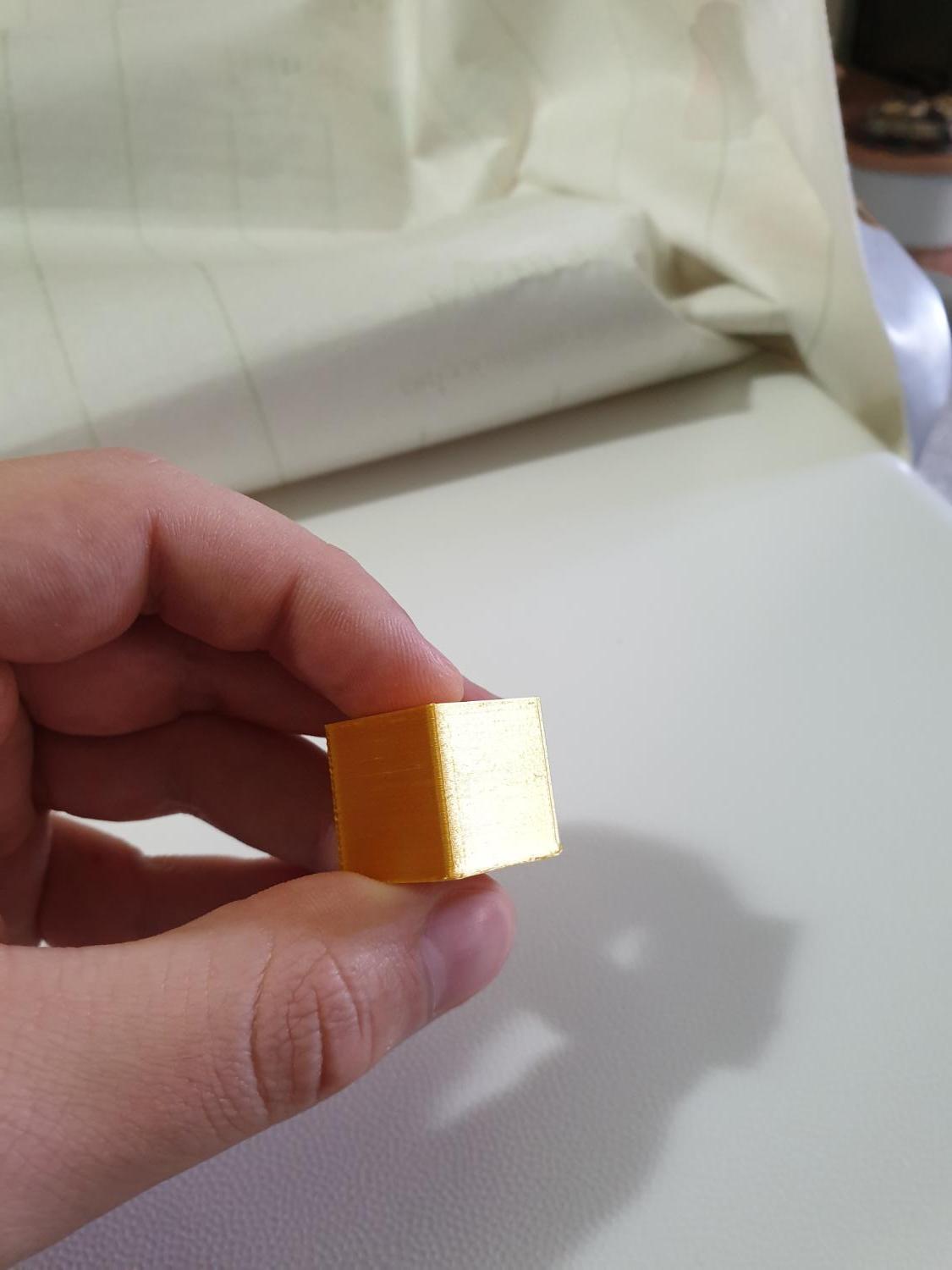
Scusa, ho fatto un errore nella foto. La prima foto è con il layer da 0,1, flusso 100 % e temperatura a 190. Se salgo già a 205 sento quel rumore fastidioso e la stampa esce piena di buchi. Però comunque dalla foto si vede che rispetto al layer 0,15, la superficie esterna è più opaca e al tatto è anche più ruvida. Inoltre Cura mi permette di ridurre lo spessore della linea, anzi consiglia che uno spessore leggermente inferiore del diametro dell'ugello potrebbe aumentare la qualità di stampa. Ora faccio altre prove, anche con layer 0,2 e ti aggiorno. Grazie!! -
Vuoti nei pezzi stampati
Pietro_96 ha risposto a Pietro_96 nella discussione Problemi generici o di qualità di stampa
E se abbassassi leggermente lo spessore della linea ? Se al posto di 0,4 mettessi ad esempio 0,35 ? Inoltre, riguardo il cubo con layer da 0,1, secondo te perché viene qualitativamente inferiore rispetto a quello da 0,15? Non dovrebbe essere il contrario? -
Vuoti nei pezzi stampati
Pietro_96 ha risposto a Pietro_96 nella discussione Problemi generici o di qualità di stampa
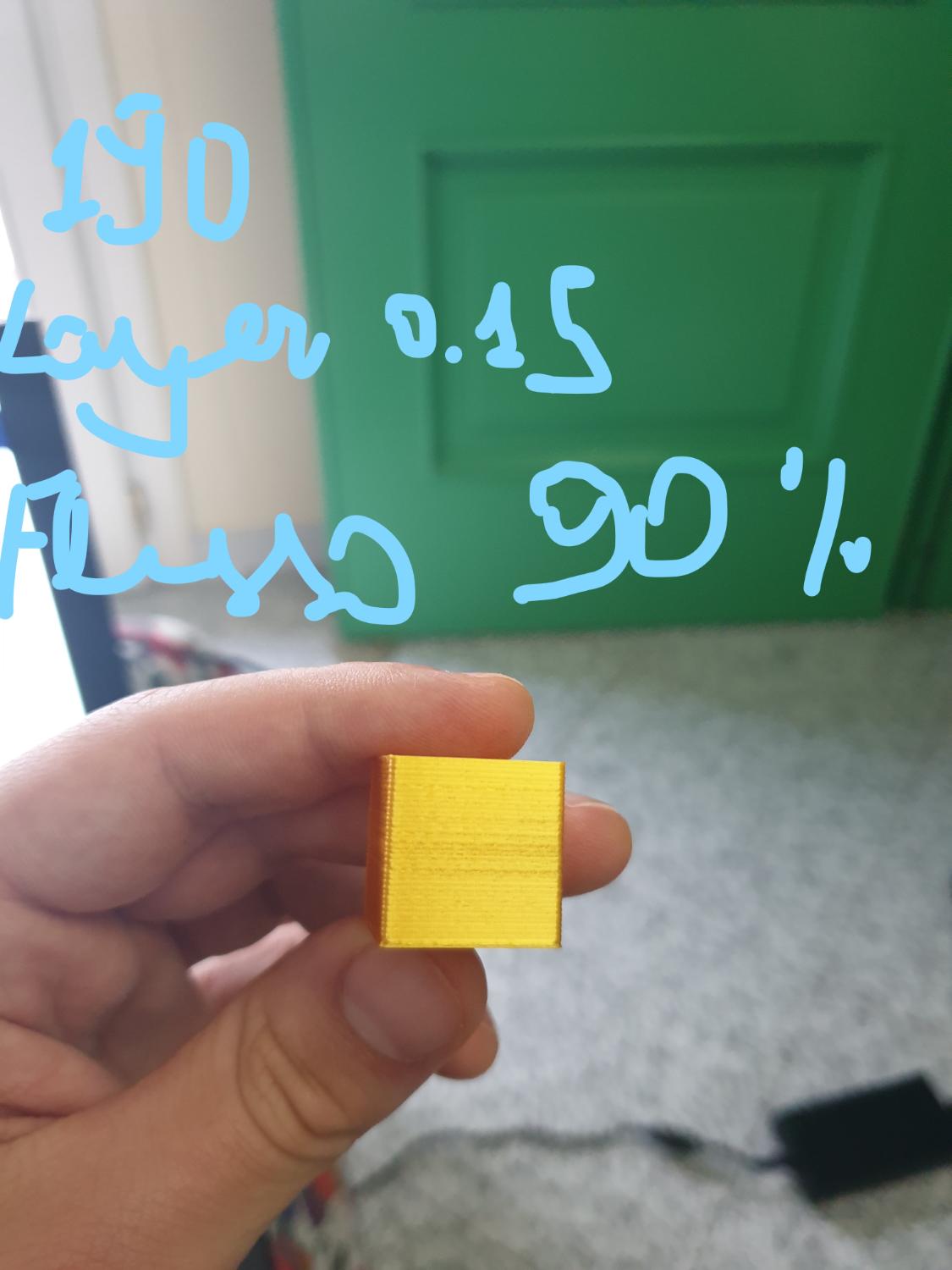
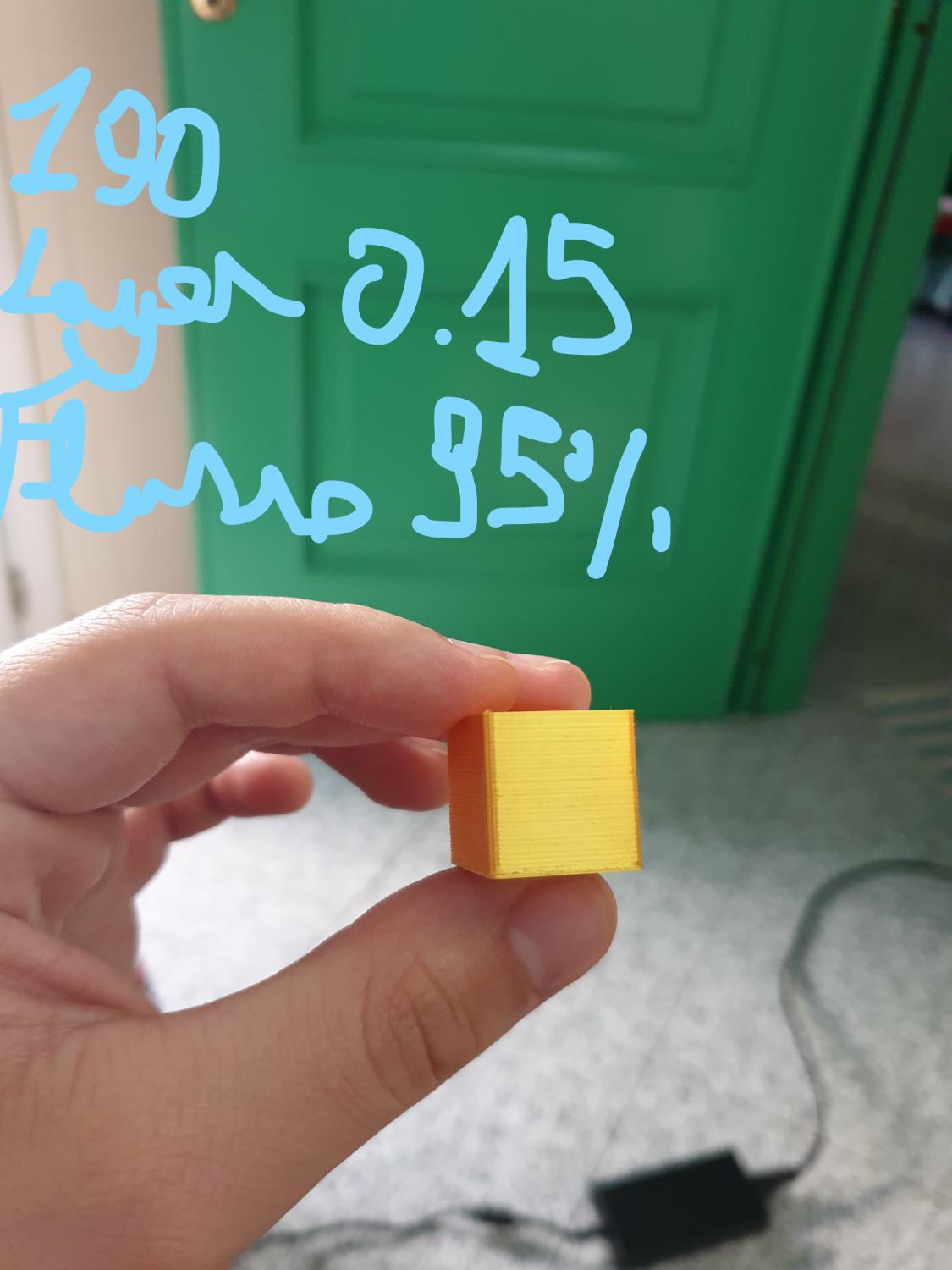
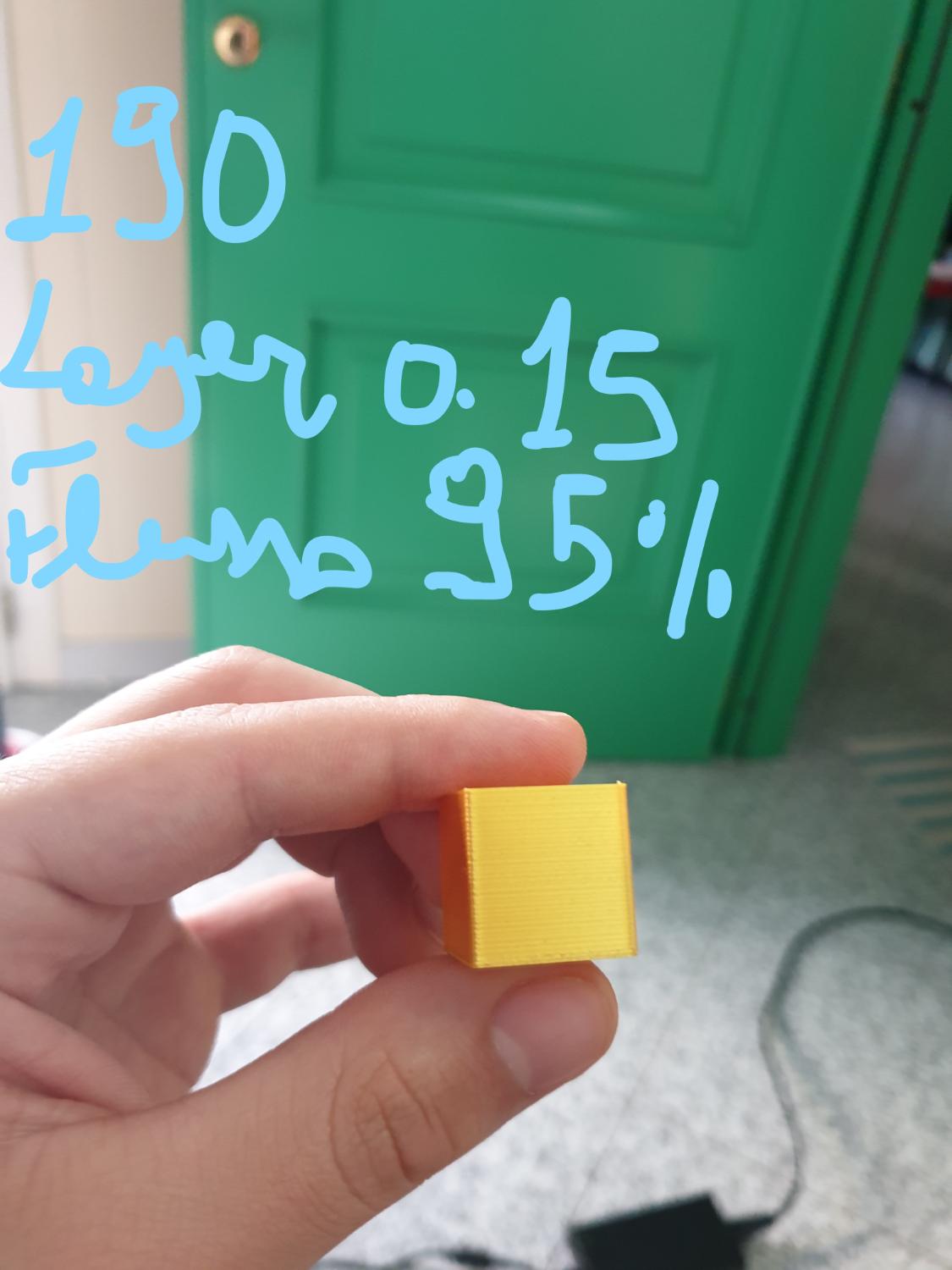
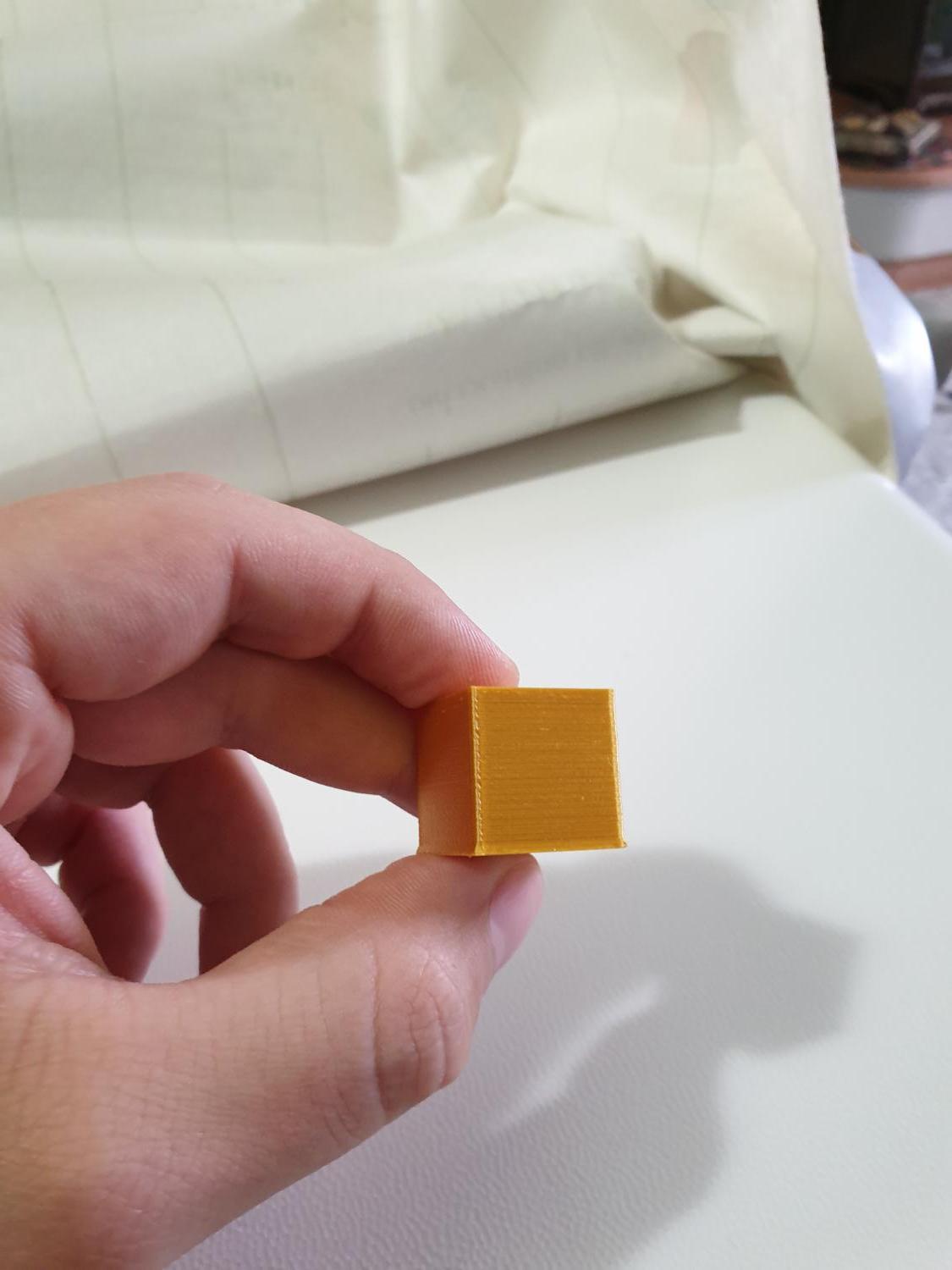
Allora, ho misurato il diametro dell'ugello su una lunghezza di 2 metri ed effettivamente la media è 1,724 mm, quindi ho impostato 1,72 mm. Provato a stampare un cubo cavo a 210 gradi con layer da 0,1, ma niente, stessi vuoti e stesso rumore. A questo punto ho provato ad abbassare la temperatura a 190 gradi e usando un layer da 0,15 e finalmente non ho più sentito quel rumore e la stampa è venuta perfetta. Quindi, tenendo sempre la temperatura a 190 ho stampato di nuovo con layer da 0,1, il rumore e i vuoti per fortuna assenti, ma esteticamente il cubo sembra più opaco e molto meno liscio di quello da 0,15 mm, come mai? Può essere che con l'gello da 0,4 è esagerato tentare di stampare layer da 0,1? In ogni caso, tornando al layer da 0,15, volevo regolare il flusso, perché misurando lo spessore delle pareti esterne, esse sono di circa 0,47 mm. Dunque usando la formula ((spessore teorico di 0,4)/(spessore ottenuto di 0,47))*(flusso attuale del 100 %) ottengo un flusso dell'85%, che però mi sembra esageratamente basso e quindi decido di impostare un flusso del 90 %. Però purtroppo la qualità esterna (comunque abbastanza buona), non è come quella del cubo con flusso 100 % e inoltre le pareti presentano uno spessore ancora di 0,44. Ho fatto poi un'ultima prova con flusso al 95 %, la qualità esterna è abbastanza buona (quasi come il cubo con flusso 100%), ma le pareti sono ancora spesse 0,45-0,46. Come posso risolvere questo problema, portando lo spessore delle pareti a 0,4 ma non perdendo in qualità di stampa? Oppure consigli di tenere il flusso al 100 % con le pareti di 0,47 ? Allego delle foto dei cubi stampati Grazie in anticipo.
-
Vuoti nei pezzi stampati
Pietro_96 ha risposto a Pietro_96 nella discussione Problemi generici o di qualità di stampa
La temperatura consigliata dalla SUNLU è 200-230. Ho provato a stampare diversi cubetti, prima che iniziassi ad avere il problema dei vuoti, partendo da 200 gradi a salire di 5 in 5. Fino a 210 tutto ok, quando ho stampato il cubetto a 215 ho iniziato a vedere delle imperfezioni sulla superficie esterna, tipo come se il filamento colasse esternamente, quindi ho pensato che la temperatura giusta fosse da 200 a 210 con le quali non avevo problemi. Adesso provo a misurare il diametro del filo facendone una media su 2 metri come mi hai consigliato e provo a variare la temperatura e ti farò sapere. Aggiungo un'informazione in più: quando ho calibrato gli step/mm dell'estrusore, subito dopo ho provato a stampare a 210 ma la stampante non teneva più la temperatura, saliva e scendeva di +- 40 gradi attorno ai 210, così ho eseguito la regolazione dei valori dei PID della temperatura e il tutto è ritornato normale. Non vorrei però che sia cambiato qualcosa e che magari la temperatura letta sul display adesso non risulti più corretta. Inoltre, con il PLA che usavo prima, quando riscaldavo l'ugello prima di stampare, il filo veniva giù anche in quantità modeste, ora con questo PLA + della SUNLU, non esce quasi per niente, nemmeno a temperature più elevate, tipo 230, è normale ?? Potresti per favore dirmi come estrudere 20 mm alla volta come mi hai suggerito di provare? Grazie mille per la risposta comunque!! -
Vuoti nei pezzi stampati
Pietro_96 ha risposto a Pietro_96 nella discussione Problemi generici o di qualità di stampa
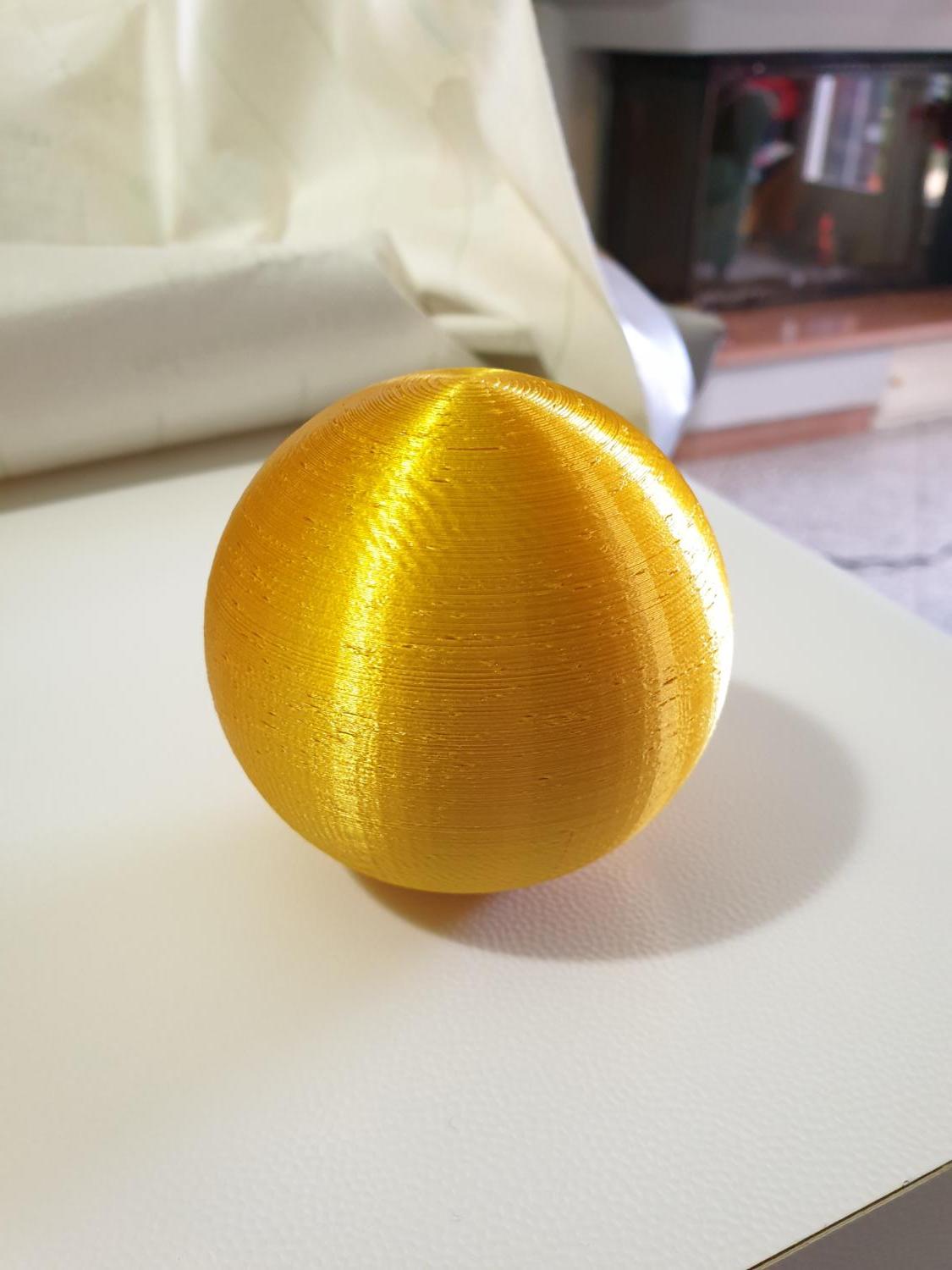
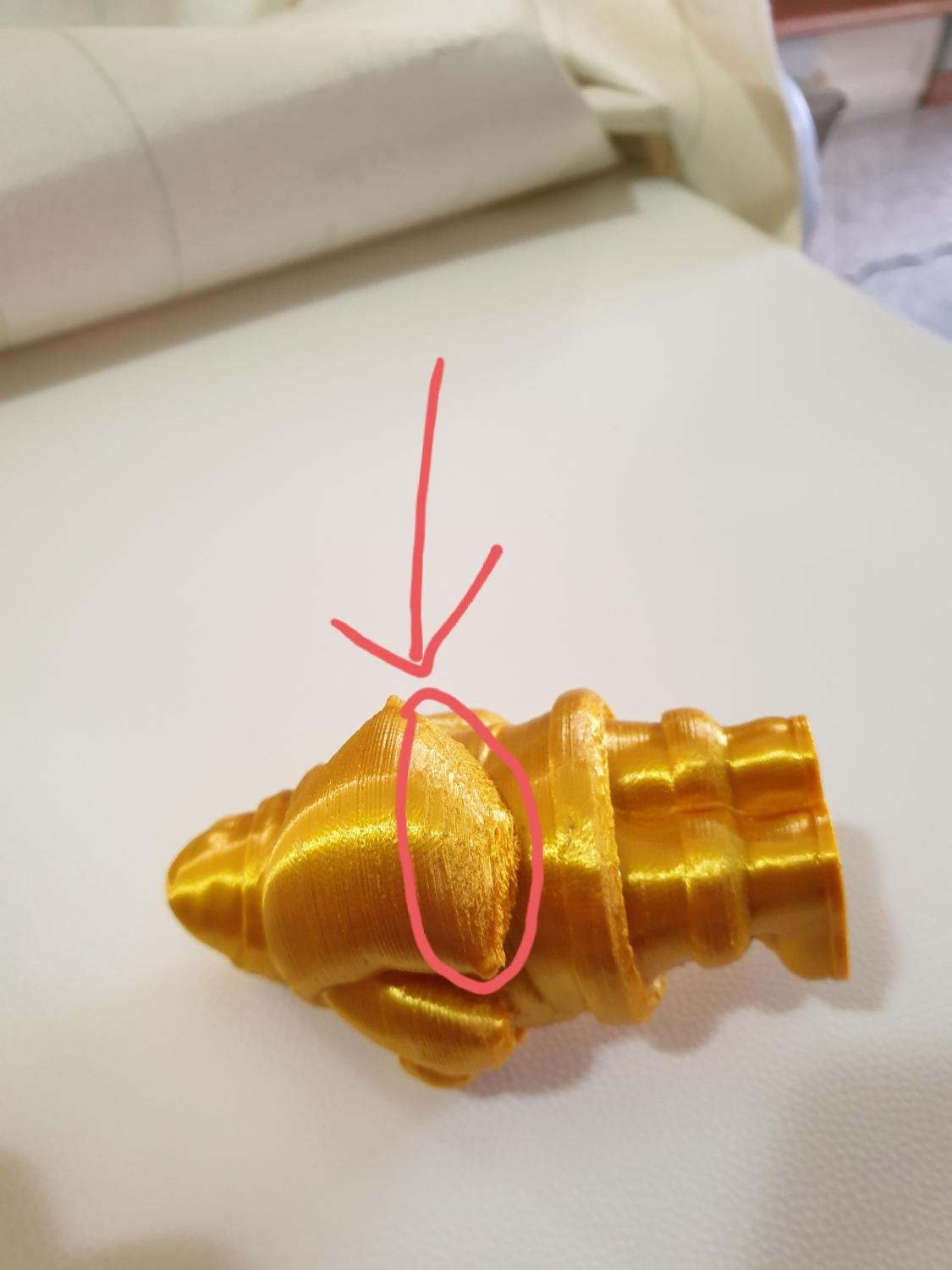
Ciao, ti ringrazio per la risposta e mi scuso ancora per il lungo post. Per quanto riguarda le temperature ho scritto tutto rispondendo a Marco (dovresti poterlo leggere). Per il Babbo Natale, si ho usato supporti per la parte inferiore. Nella parte anteriore si fermavano sotto la cintura, mentre sul retro salivano fino all'inizio del sacco. Nella parte anteriore, anche al di sopra dei supporti è tutto ok, mentre il sacco come vedi presenta una serie di layer davvero brutti. Forse dipende dal fatto che quella parte li presenta un angolo di sbalzo importante? Perciò chiedevo se fosse normale che esca così. Stessa cosa succede sulla base della palla, dove anche li, il piccolo supporto presente, era già terminato(in altezza). Per la palla però, come detto, 1 su 3 è venuta perfetta (quella fatta non con il PLA + della SUNLU), mentre le altre 2 presentano sempre il problema evidenziato in foto. Qualche consiglio per correggere questo problema? -
Vuoti nei pezzi stampati
Pietro_96 ha risposto a Pietro_96 nella discussione Problemi generici o di qualità di stampa
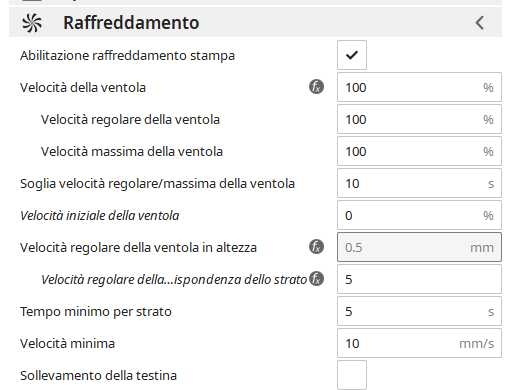
Ciao, grazie. Ti allego i modelli di Babbo Natale e della palla. Per quanto riguarda il gufo, non ho il file STL ma il Gcode impostato ad hoc per la mia stampante, presente nella memory card in dotazione. Santa_Claus_Solid_v2.stl Palla.STL Ciao, intanto grazie per la risposta. Si, ho la ventola di raffreddamento che raggiunge il 100 % di velocità in corrispondenza del quinto layer. Per quanto riguarda le temperature, stampavo a 190/195 gradi con il vecchio PLA, mentre a 205/210 con questo PLA + della SUNLU. Il problema è che prima non si creavano questi vuoti, come si può vedere dal cubo, mentre ora si. Ho stampato anche altri cubi (che però ho buttato), prima del Babbo Natale che presentavano sempre questi vuoti. Il rumore non è TAC TAC, ma tipo ZZZ ahaha. Non trovo più un video che ho visto qualche giorno fa dove si sentiva lo stesso rumore che sento io. Per quanto riguarda gli step/mm dell'estrusore l'avevo già rifatta appena si erano presentati questi vuoti, ma era ok. -
Vuoti nei pezzi stampati
Pietro_96 ha pubblicato una discussione in Problemi generici o di qualità di stampa
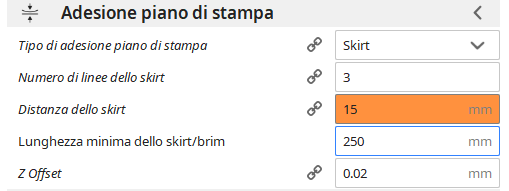
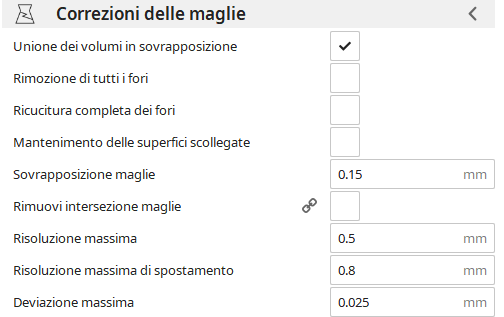
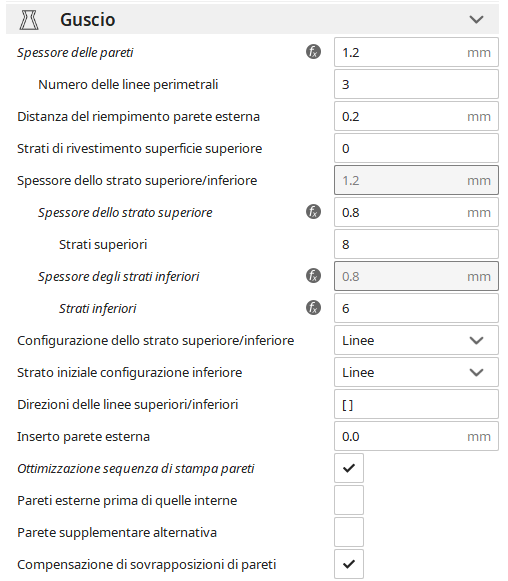
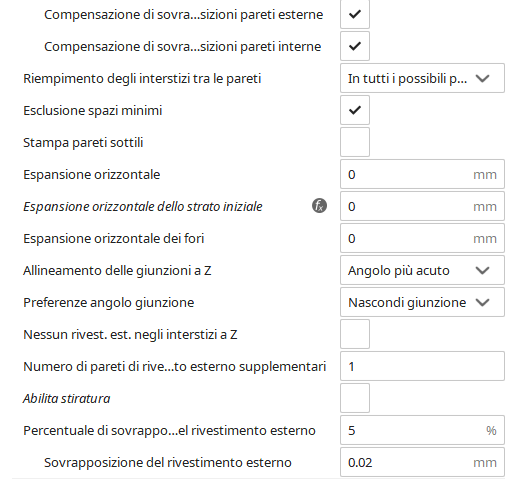
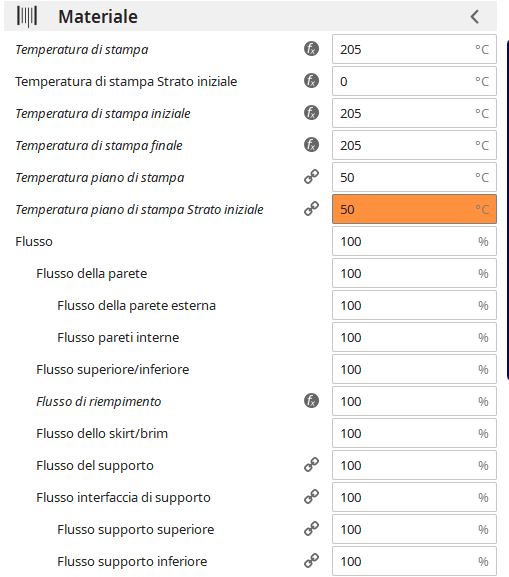
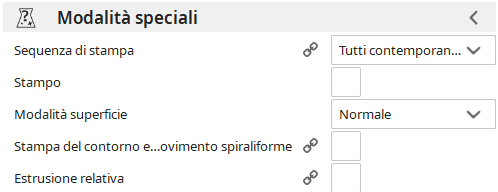
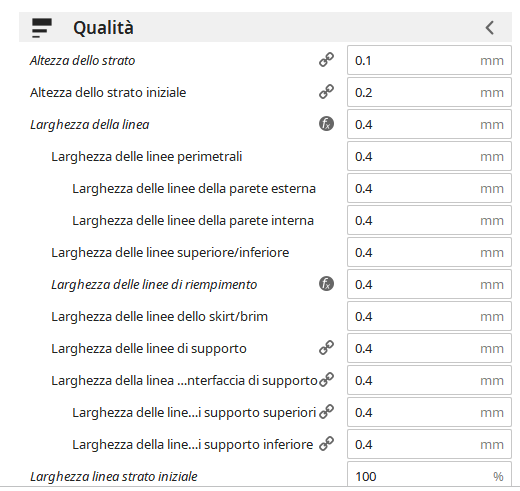
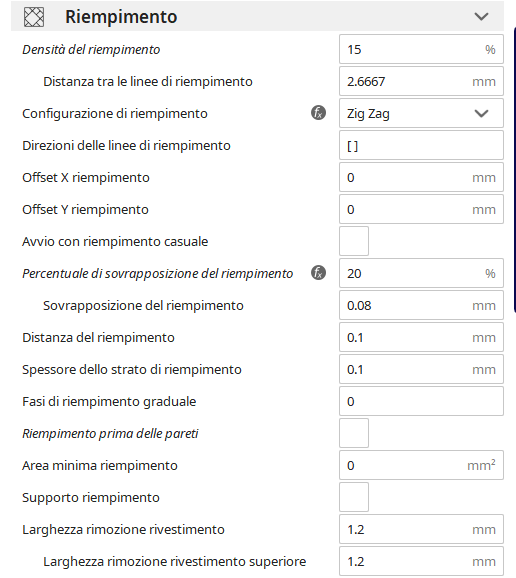
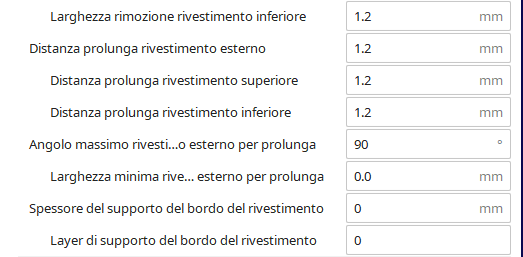
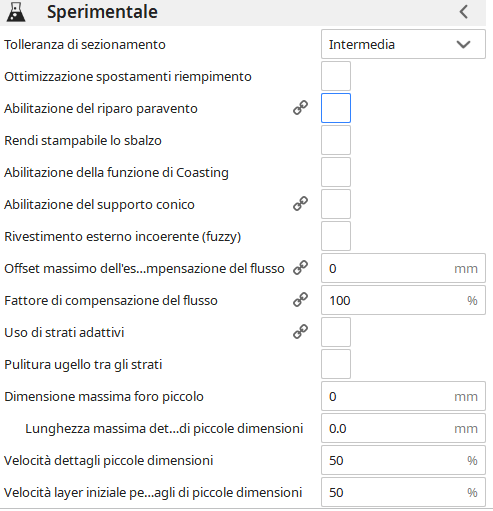
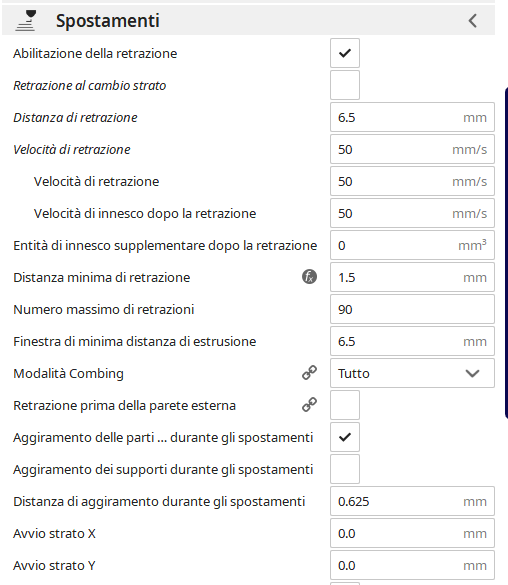
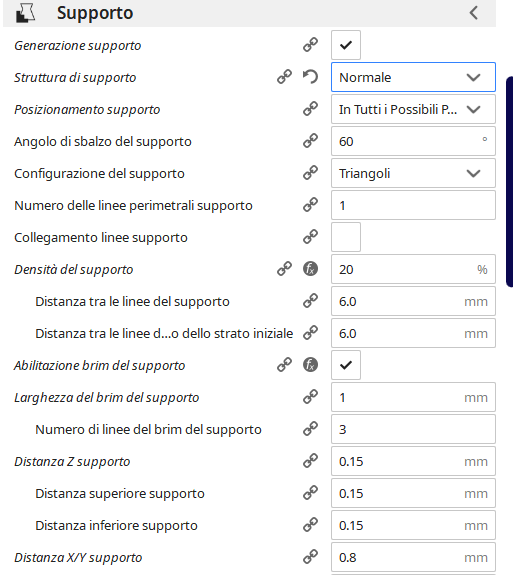
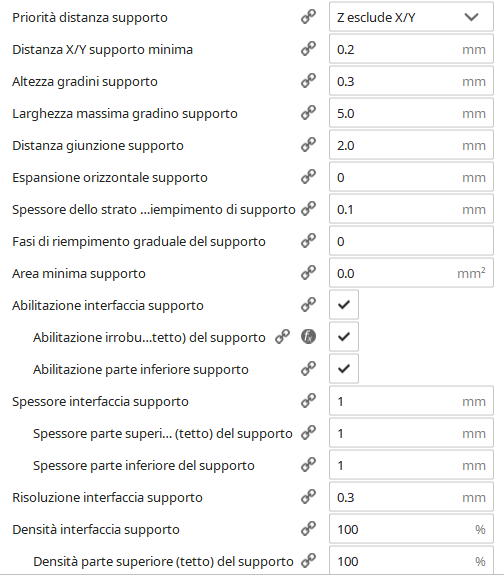
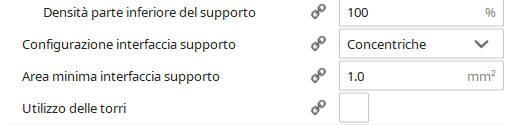
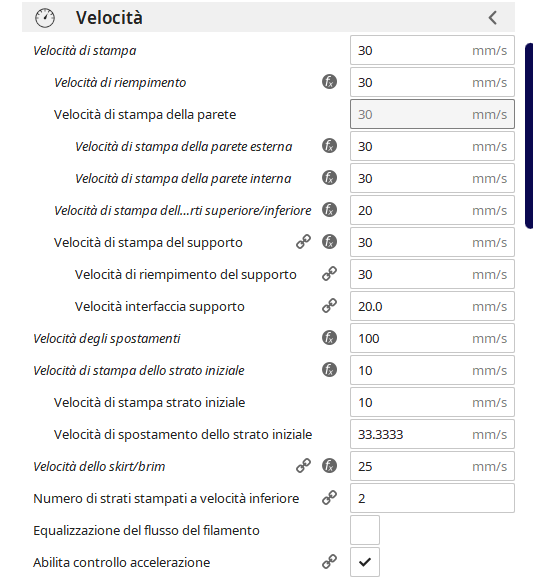
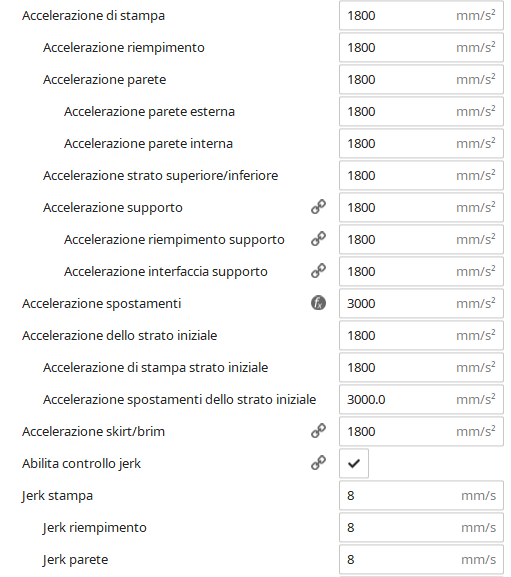
Buongiorno a tutti, premetto che mi sono da poco approcciato alla stampa 3d (circa 1 mese e mezzo) e da circa 10 giorni ho un problema nei pezzi stampati, tutti presentano dei vuoti/buchi qua e la. La mia stampante è una Anycubic Mega Pro e sto attualmente utilizzando il PLA + della SUNLU colorazione gold. Inizialmente utilizzavo un PLA che mi era stato regalato da un amico, che non mi dava questi problemi (ho stampato con questo i 2 gufi di prova, la Torre Eiffell e qualche altra cosa, ma poi l'ho cambiato perché dava problemi di adesione al piano, problemi che in realtà sarebbero stati facilmente risolti spruzzando un po' di lacca sul piano ultrabase come sto facenfo ora con il PLA +, anche se la lacca dovrebbe essere sconsigliata per gli ultrabase). Comunque, cambio filamento e inizio a stampare dei cubetti di prova. La qualità esterna era buona, nessun vuoto nei cubi. A questo punto decido di regolare gli step/mm dell'estrusore, in quanto dalla prova di estrusione di 120 mm, la stampante me ne estrudeva solo 111,3. Inizio però a sentire dei rumori strani durante la stampa (praticamente ogni secondo), tipo come se qualcosa bruciasse e in corrispondenza di questi rumori, notavo dei vuoti nella stampa. Inizio a cercare su internet e pensavo che il motivo fosse l'umidità accumulata nel filamento (anche se non pensavo che in 10 giorni accumulasse tutta questa umidità), quindi provo ad utilizzare il PLA + in dotazione con la stampante e ancora sottovuoto, ma niente, stessa storia. Continuo a cercare su internet e leggo di un ragazzo che ha risolto pulendo tutto l'hotend. Quindi smonto l'hotend e lo pulisco (soprattutto l'ugello in quanto la parte superiore dell'hotend era perfetta, dato che al suo interno si inserisce un tubo di plastica che quindi non permette il contatto del filamento con le pareti dell'hotend, o almeno così credo di aver capito), rimonto il tutto, ma niente. A questo punto decido di cambiare tutto l'hotend, installando quello di ricambio in dotazione con la stampante. Inizio a stampare e devo dire che il rumore strano che sentivo ogni secondo, si è attenuato tantissimo, si sente solo qualche volta, ma non capisco se i vuoti sui pezzi si creano ancora in corrispondenza di quel rumore. Non credo sia un problema di sottoestrusione, anche perché, dopo aver regolato gli step/mm dell'estrusore, volevo regolare il flusso, ora al 100 %, in quanto misurando lo spessore delle pareti di un cubo cavo, esse risultano essere circa di 0,5 mm contro gli 0,4 mm del diametro dell'ugello (dovrei ridurre il flusso circa all' 85% secondo la proporzione che si utilizza in questi casi, ma mi sembrava eccessivo e quindi non l'ho fatto. Magari qualcuno riesce a darmi un consiglio anche per questo problema). Come software di slicing uso Ultimaker Cura 4.8.0, ma ho fatto una prova anche con Repetier-Host (CuraEngine) ma i vuoti sul pezzo ci sono comunque, anche se in numero leggermente inferiore devo dire. Ultimo problemino: quando stampo sfere, o comunque pezzi che presentano in qualche parte dei profili molto curvi (in termini di pendenza), la stampa risulta essere molto imperfetta e ruvida. Ad esempio, ho stampato 3 sfere (2 con il PLA iniziale regalatomi dal mio amico e 1 con il PLA + della SUNLU) e la prima sfera è venuta molto bene , mentre le altre 2 presentano nella parte inferiore vicino alla base piana creata per poterla stampare sul piano, molti layer imperfetti. Superati questi layer, tutto ok, a parte i vuoti nell'ultima sfera stampata con il PLA + SUNLU. Le sfere sono state stampate con un piccolo supporto nella parte inferiore, che però era alto qualche mm, e comunque molto inferiore dell'altezza della parte venuta imperfetta. Allego delle foto dell'ultimo pezzo stampato (Babbo Natale) dove si possono vedere i vuoti (alcuni di essi sono indicati con delle frecce) e anche quelle imperfezioni che ho appena descritto per la sfera (ho cerchiato in rosso la zona incriminata nella parte inferiore del sacco e l'ho indicata con una freccia). Inoltre dalle foto, è possibile vedere, soprattutto ad esempio nel guanto inferiore e nella barba, la separazione tra i layer (è normale che dalle foto si veda così tanto?), cosa che però dal vivo si nota poco, anzi, dove non sono preseti i vuoti, il pezzo è molto uniforme e liscio, quasi come se non fosse fatto per strati, strati che si notano maggiormente in determinate condizioni di luce. Allego anche le foto dell'ultima sfera, in cui si vedono bene le grandi imperfezioni dei layer inferiori di cui ho parlato (ho indicato con una freccia la zona in questione). Credo di aver stampato questa sfera prima della sostituzione dell'hotend, a giudicare dalla grandissima quantità di vuoti presenti, come si può vedere dalla foto. Allego anche delle foto di un cubo stampato prima della sostituzione dell'hotend, quando ancora non avevo il problema dei vuoti. La qualità esterna sembra buona, ma secondo voi è effettivamente ok, oppure faceva comunque schifo anche senza quei vuoti ahah? Ho allegato anche le foto del gufo di prova stampato con il PLA che usavo all'inizio e devo dire che sembra ok come qualità, che ne dite? Allego anche gli screenshot di tutti i parametri che utilizzo su Cura, rinominati per categoria, ovviamente con i nomi delle categorie presenti su Cura. Ringrazio in anticipo tutti e mi scuso per tutte queste parole, ma volevo essere il più preciso possibile per evitare di farvi perdere tempo.