Meldro
-
Numero contenuti
404 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Meldro
-
Io non lo tengo sempre attivo. E' un rasp pi 4. Lo accendo e lo spengo insieme alla stampante quando devo stampare. L'ip è comunque fisso.
-
Scompare proprio dalla rete indipendentemente dal PC. La sensazione è che vada in timeout se non c'è qualcosa (un browser) che lo vada a tenere vivo.
-
Ciao a tutti, sto notando una cosa relativamente ad Octoprint. Mi capita che, a volte l'ip di Octoprint non sia raggiungible. La cosa strana che ho notato è che questo capita quasi sempre in questo caso: - il pc da cui controllo octoprint va in standby -> quando riaccendo l'ip di Octoprint che prima era raggiungibile ora non lo è più. Mi da l'idea come se, se nessuno chiama l'ip di Octoprint per un pò, il wifi o octoprint stesso vada in standby o si chiuda. Vi è mai capitato? Grazie in anticipo
-
Come "mantenere" una stampa in PLA?
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
...e non c'è nulla, tipo un trattamento/protettivo/spray/pennello che possa essere dato a PLA o altri filamenti più delicati per aumentarne le prestazione? -
Come "mantenere" una stampa in PLA?
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Ok... ma, per capire, non supera l'estate? (ovviamente evitando di lasciarlo sotto il sole infuocato per 3 mesi....) E altro esempio: - ho visto vasi che richiedono 20/40 ore di stampa. Vasi da tenere in casa... quanto durano? -
Come "mantenere" una stampa in PLA?
Meldro ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti, mi sto ponendo un problema... sto stampando cose più o meno utili in PLA ma mi sto chiedendo: quanto dura una stampa in PLA? Posso fare qualcos (trattamento post stampa) per aumentarne la durata? Faccio un paio di esempi banale: - stampo un porta cellulare per auto: devo aspettarmi che quest'estate col caldo... me lo ritrovo mezzo sciolto? oppure - investo mesi per stampare 20/40 miniature di un gioco da tavolo -> dopo 5 anni me le ritrovo "rovinate"? -
Tubo PTFE rovinato in prossimità del giunto pneumatico
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Occhio non rovini solo il giunto... rovini anche la filettatura sull'hotend! -
[RISOLTO]Disegno shiftato ad un certo punto!! ???
Meldro ha risposto a loarri nella discussione Problemi generici o di qualità di stampa
Volevo provare questa cosa, perchè mi sta capitando, ma non ho capito di preciso l'operazione da fare. -
Tubo PTFE rovinato in prossimità del giunto pneumatico
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Cmq nel mio caso.. ho la sensazione che il PTFE si sollevi sfuggendo dalla presa del giunto... ma è possibile?! -
Tubo PTFE rovinato in prossimità del giunto pneumatico
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Per il motivo descritto da @gregorio56sm avevo visto in giro un utente che aveva creato un giunto stampato in 3d che "seguiva" il movimento del PTFE in modo da annullare la torsione alla quale è soggetto... se ritrovo il link lo posto. -
Tubo PTFE rovinato in prossimità del giunto pneumatico
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Ah dici proprio una fascetta da stringere sotto... capito -
Tubo PTFE rovinato in prossimità del giunto pneumatico
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
credo d'aver visto un modello su thingiverse da stampare ed "incastrare" in quel punto ma non lo trovo più 🙂 -
Tubo PTFE rovinato in prossimità del giunto pneumatico
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Purtroppo no, li non ci sono 🙂 -
Tubo PTFE rovinato in prossimità del giunto pneumatico
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Ti ringrazio... chissà se si trovano a spedizione più rapide... -
Tubo PTFE rovinato in prossimità del giunto pneumatico
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Grazie, hai un link per vederli? -
Tubo PTFE rovinato in prossimità del giunto pneumatico
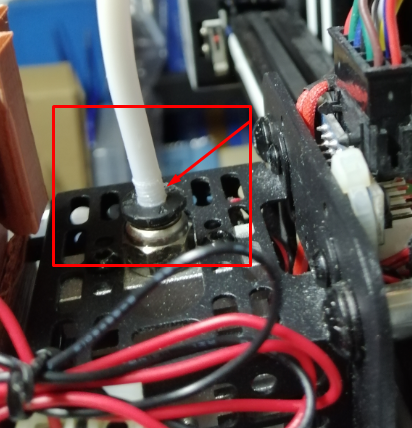
Meldro ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti, la domanda di oggi riguarda il tubo PTFE che collega l'estrusore all'hotend (stampante Geetech A20). Sto notando, durante la manutenzione, che il tubo si "rovina" in prossimità del giunto pneumatico, come se si usurasse o simile. E' una cosa normale, sto sbagliando qualcosa o c'è qualche accorgimento che devo prendere?
-
CURA - Interrompere la stampa ad una certa altezza/layer
Meldro ha risposto a Meldro nella discussione Software di slicing, firmware e GCode
Il motivo sta nel fatto che quando progetto un pezzo e voglio essere sicuro delle misure di un incastro o simili, vorrei stampare solo la parte che mi interessa del modello 3D che ho fatto per poi eventualmente correggere o stampare l'intero. Ecco sul mettere mano al gcode mi interesserebbe molto... vedo di recuperare una quale,che guida.... grazie -
Parete mancante
Meldro ha risposto a Carsco nella discussione Problemi generici o di qualità di stampa
Cavolo, sono veramente contento di trovare dei coetanei su questo forum... 🙂 -
CURA - Interrompere la stampa ad una certa altezza/layer
Meldro ha pubblicato una discussione in Software di slicing, firmware e GCode
Cercando su CURA non credo d'aver trovato niente del genere. Ho un pezzo e vorrei dire a CURA di preparare il gcode SOLTANTO sino ad una certa altezza/layer. Sapete se è possibile? Ho visto, tra i plugin, la possibilità di mettere in pausa la stampa ad una certa altezza, ma io vorrei proprio interromperla ad una certa z/layer. Vi risulta sia possibile? Grazie in anticipo. -
Misurare il diametro del filamento
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
E si... l'ho capito. 🙂 Sto stampando un PLA GIANTARM già a 215° (posso anche aumentarla ma mi sembra già eccessiva, visto che lo danno per 190/200°). La velocità è relativamente bassa 45 mm/s. Ho anche provato a disabilitarla la ritrazione ma nulla. Farò altro prove. Grazie -
Misurare il diametro del filamento
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Ok, hai ragione, quella era una considerazione generale sulla quale credo concordiamo (da quello che hai scritto prima) Al momento non ce l'ho sottomano ma l'ho ordinato ed è in arrivo (solo che spendere 20/30 euro per fare una prova mi scoccia 🙂 ). Sono alla prima esperienza e sto appunto cercando di capire cosa non va. Non cerco la perfezione, i limiti li accetto, ma vorrei lanciare una stampa avendo un possibilità che si concluda più alta del 50% attuale :). Questo l'ho già fatto più volte, il filamento nel PTFE scorre, la gola è pulita e il nozzle pure poi l'estrusore spinge... ma ad un certo punto (dopo un tot ore/filamento) scatta e sto cercando di capire. L'unica cosa certa... è che si va per prove. 🙂 -
Misurare il diametro del filamento
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Ok.. Scusa, sto cercando di capire... fin quando mi dici che la ruota godronata non fa presa ok per l'estrusore ma poi se mi parli di tubo PTFE, occlusione etc... non è più l'estrusore (che sta facendo il suo cioè spingere il filamento) ma è qualcosa che sta a valle (come mi hai scritto). Visto che ho fatto tutte le pulizie più e più volte... la cosa che mi rimane è il filamento. Se ha un diametro diverso da quello atteso, potrebbe fare maggior attrito nel PTFE fino a non scorrere (o scorrere con difficoltà) ed è ciò che mi porta a questo post: sostanzialmente capire, se possibile, qual'è il limite entro il quale il filamento, per difetto/eccesso di diametro, può creare questi problemi (e stabilito il limite, come misurarlo). Non credo d'aver detto un'eresia fin qui, corretto? Si, questa è l'amara constatazione... solo che ogni tentativo costa tempo e soldi. 🙂 -
GEEETECH A20 - La mia stampante è umorale!
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
L'hotend è così come da fabbrica, ho provato a smontarlo per verificare quello che nei vari video viene descritto (far toccare la gola con il nozzle) ma mi sono fermato perchè ho visto che è "diverso" da quello che viene normalmente mostrato. E' fatto così https://www.amazon.it/hotend-Geeetech-stampante-ugello-filamento/dp/B07Z2F824W/ref=sr_1_1?__mk_it_IT=ÅMÅŽÕÑ&crid=AGTIJ13QH0F9&dchild=1&keywords=hotend+geeetech+a20&qid=1590140766&s=industrial&sprefix=hotend+gee%2Caps%2C171&sr=1-1 (questo ha il doppio nozzle ma il concetto è simile) quindi mi sono fermato pensando che fosse tutto un pezzo. Ad ogni modo smontando nozzle e PTFE più volte non c'è alcun residuo nella gola e perfettamente pulita, riassemblo ristampo ed il problema si ripresenta, salvo poi a distanza di ore (o di filamento consumato?) ... come scritto sopra, riscomparire e ripresentarsi dopo un tot (di ore/filamento consumato). -
Misurare il diametro del filamento
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Concordo in toto ed è il mio obiettivo Questo è il mio caso, l'ho descritto qui: https://www.stampa3d-forum.it/forum/topic/11120-geeetech-a20-la-mia-stampante-è-umorale/. Non cerco la perfezione ma esattamente quello che dici tu, una stampa "solida". Nel cercare una soluzione ad una stampa non dico perfetta, ma, appunto, solida, le risposte che si trovato puntano a controllare calibrazioni, diametri, spessori etc... e il cerchio quindi si richiude alla domanda che lasciato qui. Non so se mi spiego... -
Misurare il diametro del filamento
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Ok, ci sta. Però concordi con me che per chi inizia tutto questo è frustrante ed è un mezzo delirio? 🙂 Nel senso che se cerchi la soluzione ad un problema... tutte le risposte riguardano calibrazioni e misure, regolazioni nello slicer (dove parliamo di regolare decimi se non centesimi di millimetro) ...salvo poi vedere che nella realtà non riesci neanche a leggerle quelle misure (stessa cosa per i livellamento del piano, passi dal foglio a4 a chi suggerisce uno spessimetro... ma poi sempre a "occhio" devi valutare l'attrito del nozzle sul foglio/spessimetro...).