Meldro
-
Numero contenuti
404 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Meldro
-
Effetto Ghosting (leggero?!)
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Ok, ma da dove dalle impostazioni su Marlin o dallo slicer? (Scusa ma questo argomento mi è nuovo) -
Effetto Ghosting (leggero?!)
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Bene 🙂 La stampante è una GEEETECH A20. Di quali parametri devo specificare i settaggi? (che immagino vado a prendere dal firmware e non dallo slicer, giusto?) PS: Grazie per la risposta. -
Effetto Ghosting (leggero?!)
Meldro ha pubblicato una discussione in Problemi generici o di qualità di stampa
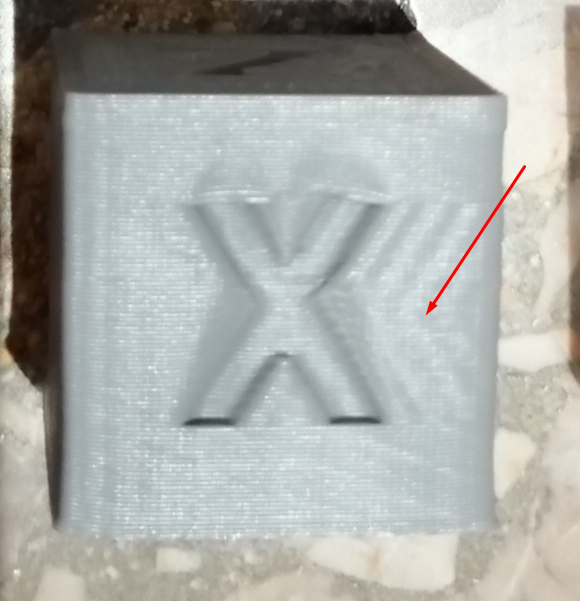
Ciao a tutti, dopo un pò di esperienza sto cercando di ottimizzare le stampe che sino ad ora... mi sono, comunque, fatto andare bene. Ora ho visto i grandi vantaggi portati da un upgrade del raffreddamento (miglioramenti paurosi!!!) e mi sono chiesto se vale la pena anche andare a rimuovere questo "lieve" (?!!) effetto ghosting come riportato in immagine. Le domande in merito: 1 - secondo voi è correggibile? 2 - è "leggero" o è "importante"? (fino ad ora non mi sono fatto il problema ma adesso che sto ottimizzando... 3 - vale la pena correggerlo o rischio di pasticciare tutta l'attuale situazione? 4 - come correggerlo? Grazie in anticipo PS: questo blocco l'ho fatto prima di migliorare il raffreddamento, con l'upgrade della ventola anche lo spigolo di destra, che nella foto è un pò "incerto" è venuto perfetto!!! 🙂
-
Dove trovo le viti la ventolina e quali connettori elettrici usare?
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Ciao, l'ho scritto nel post iniziale: -
Dove trovo le viti la ventolina e quali connettori elettrici usare?
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Sono M2 se non più piccole, controllerò da qualche ferramenta grazie. -
Dove trovo le viti la ventolina e quali connettori elettrici usare?
Meldro ha pubblicato una discussione in Problemi generici o di qualità di stampa
Vi sembrerà strano ma sto impazzendo. Vorrei migliorare il raffreddamento del filamento e cambiare la ventola o comunque provarci. Il problema è che l'unico modo per collegare qualcosa alla "gabbia" di metallo attorno al nozzle sono 4 vitine a brugola tipo queste. La chiave che uso per svitarle è da 1.5. La stampante è una GEEETECH A20. Dove posso trovarle e/o come posso, in alternativa, collegarmi alla gabbia di metallo? Grazie in anticipo per qualsiasi consiglio. EDIT: Aggiungo un altra richiesta senza aprire un nuovo post: sapete come si chiama il connettore femmina per questo tipo di attacco? (so già che potrei tagliarlo via e collegare direttamente i cavi in altra maniera ma volevo fare una cosa pulita...:) )
-
Octoprint: avviare la stampa partendo da un layer specifico.
Meldro ha pubblicato una discussione in Software di slicing, firmware e GCode
Ciao a tutti, mi ritrovo a dove stampare dei file .gcode archiviati sul raspberry dove gira OCTOPRINT ma senza avere gli STL originali da cui sono partito ne le impostazioni corrette di CURA. Insomma il GCODE sono sicuro che è giusto ma mi sono perso i settaggi per riprodurlo. Siccome è una stampa di 5/6 ore vorrei evitare di sprecare tempo e materiale e vorrei stampare partendo da uno specifico LAYER. Esiste il modo di dire ad OCTOPRINT di far partire la stampa partendo da un layer specifico? Grazie in anticipo -
Elegoo Mars stampa pezzi tagliati
Meldro ha risposto a dadox nella discussione Problemi generici o di qualità di stampa
Caspita! La post produzione fa tutta quella differenza? Buono a sapersi. -
Elegoo Mars stampa pezzi tagliati
Meldro ha risposto a dadox nella discussione Problemi generici o di qualità di stampa
Dare consigli sarà difficile... 😄 😄 Invece, per la differenza di colore tra i due pezzi (di cui scrivevo)? Si tratta di 2 diversi tipi di resina o di qualche altra impostazione? -
Elegoo Mars stampa pezzi tagliati
Meldro ha risposto a dadox nella discussione Problemi generici o di qualità di stampa
Bel lavoro complimenti! Ho una paio di curiosità: - a cosa è dovuta la differenza di resa visiva tra la parte ultra dettagliata (a sx del pezzo) e la parte più "semplice" che, dalle foto, sembra addirittura di un'altra tonalità di grigio? (O forse è proprio diversa la tesina usata?) - (questa è una domanda stupida perdonami 🙂 ) col senno di poi, avresti progettato dei giunti di collegamento tra le parti per evitare un incollaggio all'apparenza troppo invasivo? (ho il timore che togliere resina e colla in eccesso potrebbe rovinare i dettagli minuziosi del pezzo) -
Tutti i consigli sono bene accetti...
Meldro ha risposto a AndreMo nella discussione La mia prima stampante 3D
Ciao, intervengo solo su questo punto visto che sei già indirizzato sul tipo di stampante :). La stampante 3d è cmq un oggetto ingombrante neanche troppo bello esteticamente (quelle "meno" brutte sono quelle chiuse in un box che rimane sempre una sorta di cubo di notevoli dimensioni): in pratica è impossibile che si sposi con un arredamento 🙂 ...un pc, se lo curi, se lo scegli di design, se fai cable-managment riesci a piazzarlo senza troppi danni ovunque... ma, per me, con una stampante 3d non ci si riesce. Di natura è anche abbastanza rumorosa (è cmq un attrezzo meccanico, ha diversi motori che devono lavorare con continuità per ore) salvo poi voler perdere tempo con upgrade ai vari driver. Inoltre si basa comunque su plastica che viene fusa per cui esalazioni e odori ne produce senza considerare che alcuni tipi di filamento sono anche tossici. In conclusione se la tua "sala" è il luogo che intendo io ed ha l'uso standard di una sala io non ce la terrei. Vado con dei suggerimenti basati su ipotesi 🙂 Hai scritto che sei un appassionato del fai-da-te... se tu avessi un garage/un posto dove fai tuoi lavori e/o tieni l'attrezzatura allora quello sarebbe il posto ideale. Io, ad esempio, dopo averla tenuta al fianco al PC per un mese (e capito dopo 2 giorni che li non poteva stare 🙂 ) l'ho piazzata in garage e la controllo via wifi con Octoprint, per me soluzione TOP. Questa è la mia esperienza vedi tu se ti torna utile 🙂 Buona scelta. -
[Stampanti Resina] - qualche domanda per chi la usa già
Meldro ha risposto a Meldro nella discussione La mia prima stampante 3D
Ti ringrazio molto per il contributo! -
[Stampanti Resina] - qualche domanda per chi la usa già
Meldro ha risposto a Meldro nella discussione La mia prima stampante 3D
Grazie per il io intervento! Ci diresti la tua esperienza anche in merito alle domande del primissimo post? Grazi ancora -
[Stampanti Resina] - qualche domanda per chi la usa già
Meldro ha risposto a Meldro nella discussione La mia prima stampante 3D
Grazie per il contributo e per le info. Sarebbe utile avere qualche parere anche di utenti non "PRO" che utilizzano la stampa in resina per uso hobbystico quindi più "sporadico" di quello che può essere l'uso quotidiano di un professionista per capire il reale impegno che questo tipo di stampa richiede. Al momento, se dovessi fare un'analisi spicciola per me che stampo 3d in maniera random (magari per una settimana consecutiva poi mi fermo per 1 mese...) direi che i risultati sono ottimi ma l'impegno richiesto è notevolmente superiore ad una stampante in FDM quindi o se ne ha proprio bisogno oppure forse non è il caso (altro es: se stampo una miniatura a settimana... va a finire che è più il lavoro di pulizia post stampa che altro). -
[Stampanti Resina] - qualche domanda per chi la usa già
Meldro ha risposto a Meldro nella discussione La mia prima stampante 3D
Ciao, grazie per l'intervento. Se posso approfitterei del "chimico" 😉 per chiedere l'effettiva tossicità della Resina, esalazioni a parte, per quanto riguarda il contatto con superfici e pelle. In particolare, anche usando tutti gli accorgimenti del caso, se si versa della resina su una superficie o se banalmente ci si sporcano le dita qual'è il livello di pericolosità? -
[Stampanti Resina] - qualche domanda per chi la usa già
Meldro ha pubblicato una discussione in La mia prima stampante 3D
Ciao a tutti, Dopo una 10na di mesi passati sulla FDM sto guardando con interesse alle stampe in resina per via dell'alto grado di dettaglio che riescono a tirar fuori (nel mio caso, essendo interessato a stampare miniature ho capito che E' LA SOLUZIONE). Detto questo ho anche molti dubbi legati alla tossicità della resina ed hai sui tempi/complessità della post produzione in genere, quindi lascio di seguito alcune domande che mi piacerebbe fossero risposte da chi già usa questa tecnologia ed ha praticamente trovato la sua risposta. Credo che le risposte date dagli utenti a queste domande potrebbe essere utili a molti makers che intendano avvicinarsi a questo tipo di stampa quindi se ci sono altri punti chiave che ho dimenticato aggiungeteli pure. 1 - da quello che leggo è sconsigliatissimo tenerla in un locale dove si vive. Quindi dove la tenete? 2 - se la tenete in una stanza a se (garage / soffitta o altro) come la controllate? (per capirci la mia FDM la tengo in garage e la gestisco e monitoro con OCTOPRINT, per la resina si può fare qualcosa di simile?) 3 - sulla post produzione ho letto della necessità di: 3a - pulire la vaschetta dai residui va necessariamente pulito tutto tra una stampa e l'altra anche se consecutive o si DEVE pulire il tutto quando si spegne la macchina (magari a fine serata e anche se riprendo a stampare il giorno successivo?) Quanto tempo necessità questa operazione? Come pulite i residui? (basta un panno bagnato di alcol e/o acqua?) 3b - sciacquare i pezzi in alcol isopropilico o acqua (per le resine lavabili in acqua) Quanto tempo richiede questa operazione? L'alcol o l'acqua usata per il risciacquo (che non può essere acqua corrente ovviamente) dove la stoccate? Ogni quanto la cambiate? Come/dove la smaltite? 3c - esposizione della stampa ai raggi UV Ho letto che può essere fatta con macchinari dedicati o con creazioni custom, come vi siete organizzati? Quanto tempo necessita questa operazione? 4 - i supporti di stampa Ho notato che, dagli slicer, escono normalmente modelli con un notevole numero di supporti e mi chiedo se l'elevato grado di dettaglio che si ottiene (e per il quale scelgo questo tipo di stampante) non possa essere poi vanificato dai residui dei supporti che, anche se rimossi, rimangono a rovinare l'estetica del modello. E' corretta questa affermazione e/o quanto è sbagliata? Grazie in anticipo a chiunque contribuirà a questa discussione. -
GeeeTech A20 - Imperfezioni (notevoli) nelle sporgenze
Meldro ha risposto a Matteo Galli nella discussione Problemi generici o di qualità di stampa
Si è il mio GCODE che mi è stato suggerito ad aprile qui sul forum 🙂 (non ricordo da chi). Non l'ho mai modificato quindi l'ho sempre preso per buono. Cmq ok, buono a sapersi 😉 -
GeeeTech A20 - Imperfezioni (notevoli) nelle sporgenze
Meldro ha risposto a Matteo Galli nella discussione Problemi generici o di qualità di stampa
Devo modificare lo START GCODE altrimenti la TEMP non riesci a gestirla dall'interfaccia. Io ho questo (che tra l'altro mi era stato suggerito qui sul forum) G28 G1 Z15 F300 M107 G90 M82 M104 S210 M140 S{material_bed_temperature_layer_0} ; set bed temp G92 E0 M109 S{material_print_temperature_layer_0} ; wait for extruder temp M107 G0 X30 Y20 F6000 G1 Z0.8 G1 F300 X200 E40 G1 F1200 Z2 G92 E0 G28 Parametrizzando la temperature del BED e dell'HOTEND in questa maniera poi potrai gestire quei valori dall'interfaccia di CURA. -
GeeeTech A20 - Imperfezioni (notevoli) nelle sporgenze
Meldro ha risposto a Matteo Galli nella discussione Problemi generici o di qualità di stampa
Ciao, io uso Ultimaker Cura 4.8. Per quanto riguarda i filamenti ho preso le misure con i GEEETECH/GIANTARM e sto usando solo quelli (ho preso una bobina di SUNLU perchè era in offerta ma devo ancora provarlo). -
GeeeTech A20 - Imperfezioni (notevoli) nelle sporgenze
Meldro ha risposto a Matteo Galli nella discussione Problemi generici o di qualità di stampa
Ciao, ho la tua stessa stampante e anche io ho riscontrato fin dalle prime stampe (con la famosa 3d benchy) problemi con gli overhang. Ti riporto la mia esperienza vedi tu se può esserti utile. Al di la' delle ottimizzazioni che ti hanno scritto sopra (in primis che la ventola soffi correttamente), i fattori determinanti, nel mio caso sono stati: 1 - filamento (cambiando filamento mantenendo i parametri i risultati sono stati diversi anche di moltissimo). 2 - temperatura di stampa 3 - velocità di stampa Giocando con i parametri 2 e 3 (ed usando un profilo abbastanza standard di CURA) alla fine riesco a risolvere questo problema. Ad essere sincero il parametro più determinante è il punto 3 - abbassare la velocità di stampa. Regolare solo la temp non è mai stato sufficiente: se l'abbassi troppo rischi che il materiale non riesca ad essere estruso in maniera fluida quindi questo parametro ha un limite oltre il quale non puoi scendere. Abbassare la velocità è stato. nel mio caso, determinante. Ho letto sopra che l'hai già abbassata a 40... prova a scendere a 15/20 o, se riesci a differenziare la velocità di stampa in funzione dei layer (non ricordo se CURA lo fa) potresti ridurla solo nei punti critici. Devi fare qualche prova (stampando solo la parte critica) per trovare il giusto compromesso tra risultato e tempo di stampa. Vedi tu se queste info possono esserti d'aiuto. -
Elegoo Mars stampa pezzi tagliati
Meldro ha risposto a dadox nella discussione Problemi generici o di qualità di stampa
In carta... ellapeppa... complimentoni! Grazie per la foto. -
Elegoo Mars stampa pezzi tagliati
Meldro ha risposto a dadox nella discussione Problemi generici o di qualità di stampa
Posso chiederti se hai già postato qualche tua creazione qui sul forum o su qualche altro social? -
Elegoo Mars stampa pezzi tagliati
Meldro ha risposto a dadox nella discussione Problemi generici o di qualità di stampa
Esattamente... ho visto il tuo lavoro e sono "invidioso" 🙂 mentre contestualmente ti faccio i complimenti! 🙂 Con l'FDM riesco ad ottenere discreti risultati anche con miniature alte 3/4 cm ma vorrei provare la resina perchè per i dettagli più minuti l'FDM è frustrante... 😕 -
Elegoo Mars stampa pezzi tagliati
Meldro ha risposto a dadox nella discussione Problemi generici o di qualità di stampa
Scusa @Killrob, vado un pelino off-topic ma approfitto di questo post per chiedere se nel forum c'è una sezione specifica per le stampanti a resina oppure no (ho cercato ma non ho trovato). Dopo una decina di mesi sull'FDM... m'è venuta la voglia di provare la RESINA 🙂 Grazie e scusa l'ot. -
Mi accodo a questo post per una domanda in tema. Sto impazzendo nel cercare di incollare piccole parti di PLA (miniature) tra loro e/o a METALLO. L'attack funzionerebbe benissimo ma mi servirebbe una colla che abbia la possibilità di essere dosata in maniera molto precisa per capirci di quelle che si usano nel modellismo (plastica su plastica) che hanno il beccuccio in metallo "a spillo". Sapete se ne esistono per incollaggio plastica su metallo?