Meldro
-
Numero contenuti
404 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Meldro
-
Altri test con "problemi": cubo e 3dbenchy (foto)
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Confermo, gira sempre. Sia appena accendi che in fase di stampa. -
Altri test con "problemi": cubo e 3dbenchy (foto)
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Non ho provato a stampare ma ho acceso la stampante e parte sin da subito, come l'altra. Se poi CURA è settato come sopra direi che continua a girare anche in stampa... serve che lanci una stampa? -
Altri test con "problemi": cubo e 3dbenchy (foto)
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
dovebbre essere la sezione COOLING che è abilitata....
-
Altri test con "problemi": cubo e 3dbenchy (foto)
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
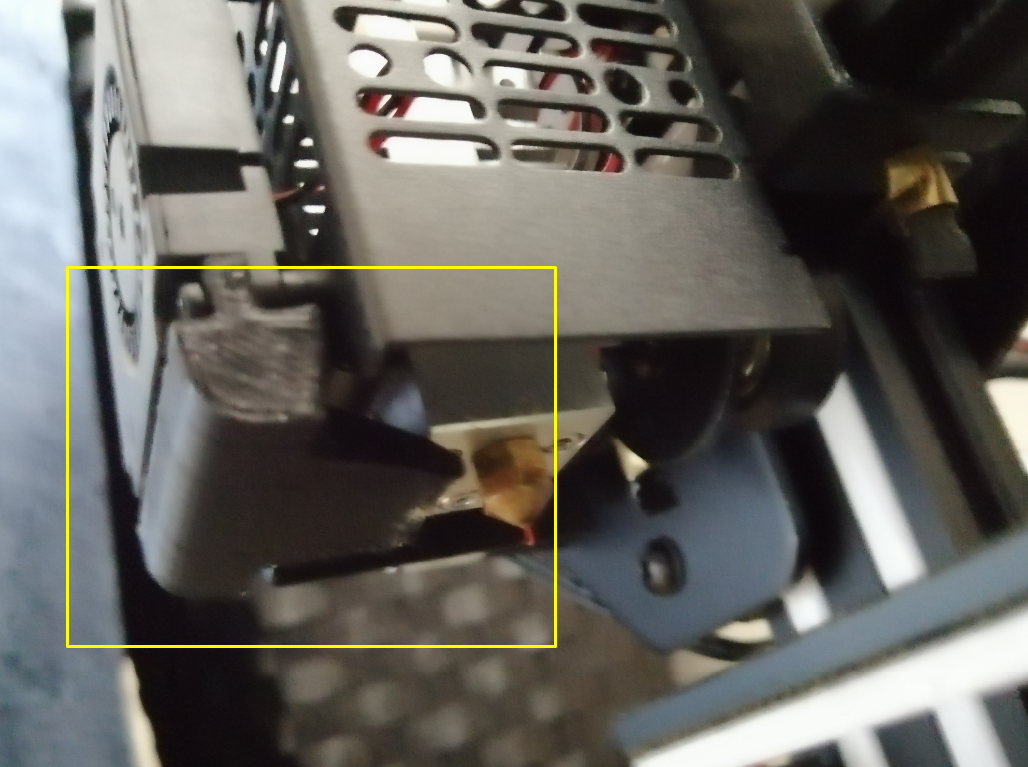
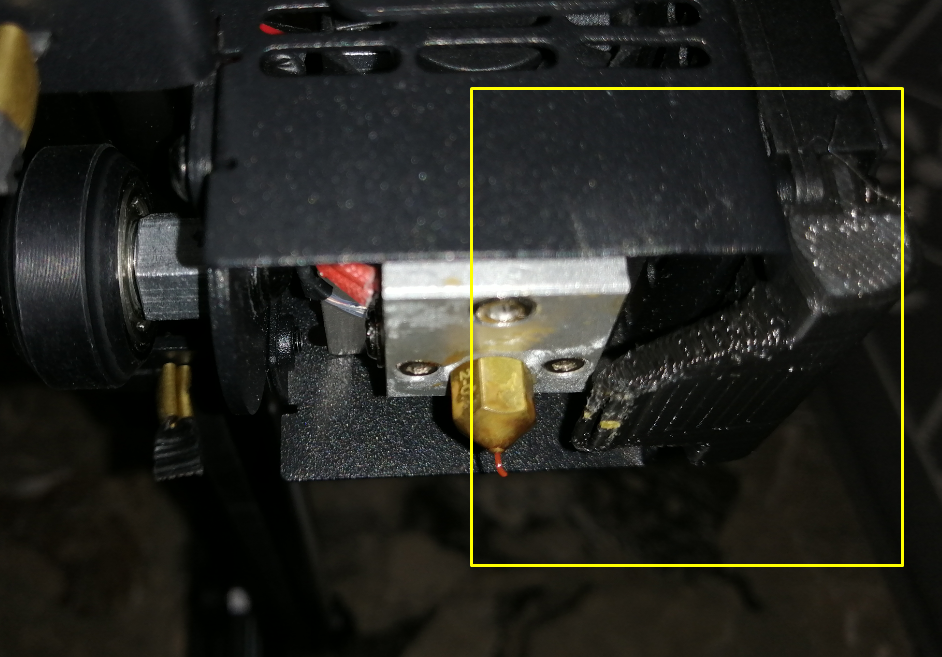
Ok.... ce n'è un'altra attacca al blocco di metallo sul quale si innesta il tubo bianco col filamento.
-
Altri test con "problemi": cubo e 3dbenchy (foto)
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
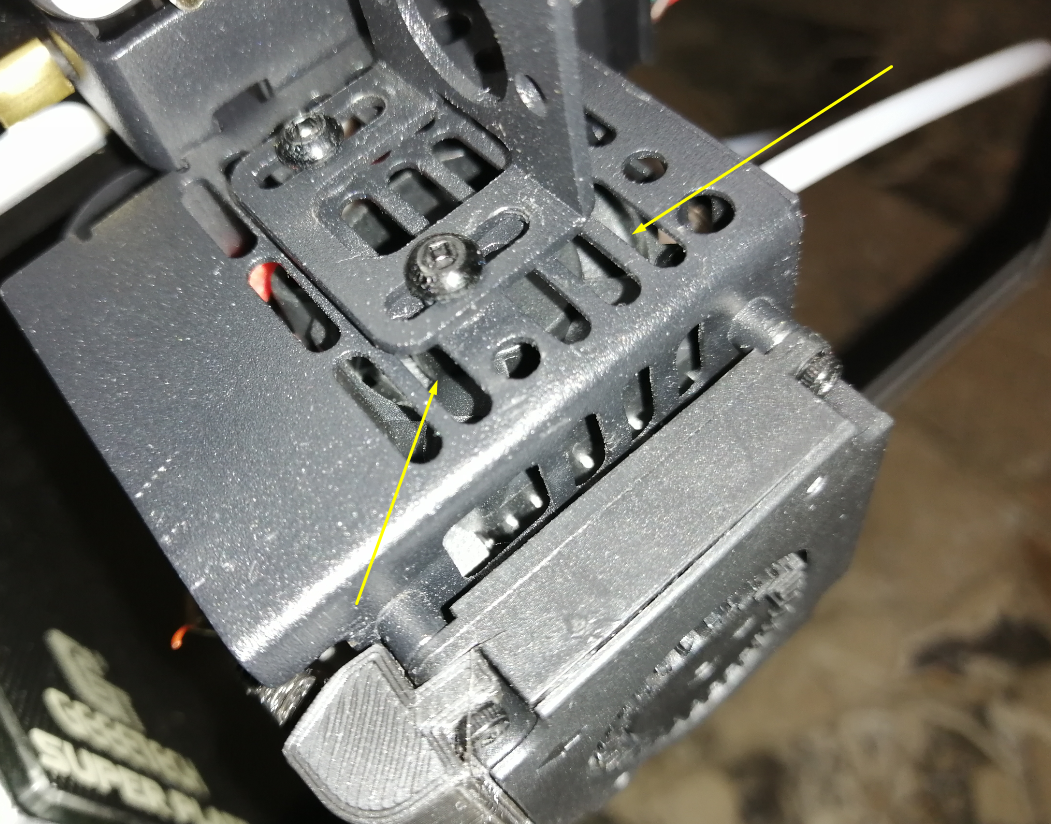
A meno che il gcode non la spenga (e dovrei andare a guarda se CURA la spegne?!) appena accendo la stampante quella ventola indica inizia a girare. Ma per capire, quella non è la ventrola dell'hotend con un componente aggiuntivo per mandare aria anche al materiale? -
Altri test con "problemi": cubo e 3dbenchy (foto)
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Eccolo qui
-
Altri test con "problemi": cubo e 3dbenchy (foto)
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Ci metterei la firma... 🙂 Grazie EDIT 'Spetta... siccome ho trovato questo: https://www.thingiverse.com/thing:3490027... sono andato a vedere meglio, sul mio estrusore ed in effetti sulla stampante c'è una cosa simile è un piccolo deflettore ma c'è! Confermo! Che sia troppo piccolo e quindi inefficiente? -
Altri test con "problemi": cubo e 3dbenchy (foto)
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Ok, grazie... e invece un parere riguardo alla domanda "vitale" in fondo al mio post? 🙂 -
Altri test con "problemi": cubo e 3dbenchy (foto)
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Mi sembra non ci sia (perdona l'ignoranza...) Ho seguito il percorso del filo dal motorino di caricamento all'estruso e vedo solo una ventola sul corpo dell'estrusore stesso. -
Altri test con "problemi": cubo e 3dbenchy (foto)
Meldro ha pubblicato una discussione in Problemi generici o di qualità di stampa
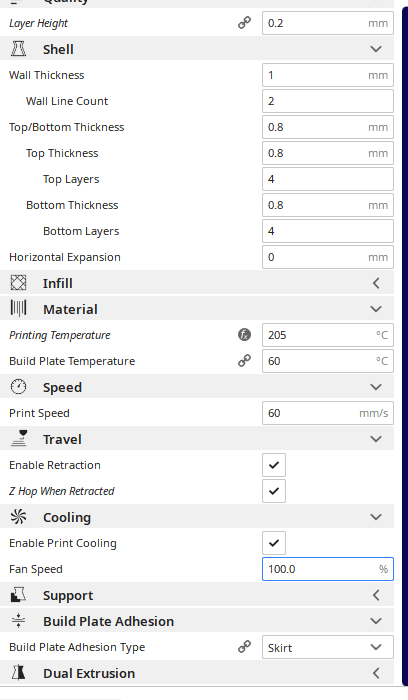
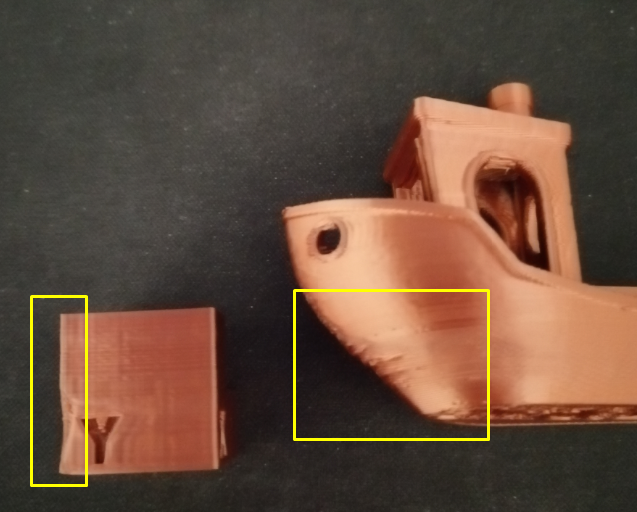
Ciao a tutti, sto continuando a provare e riprovare cambiando parametri vari per capire fin dove posso arrivare. Tra ieri ed oggi ho provato sia la stampa di questo cubo: https://www.thingiverse.com/thing:2166102 sia la famosa 3dBenchy. Il risultato è abbastanza strano: dettagli assolutamente accettabili anzi li definirei buoni ma alcuni problemi macroscopici mi lasciano perplesso. Praticamente il cubo, nel lato vicino alla Y presenta metà spigolo non lineare, con dei rientri (lo stesso cubo su un'altra faccia ha una X nella stessa posizione, quello spigolo è invece ok). La prua della barchetta, sembra avere un problema simile con materiale non omogeneo che rientra (anche qui i dettagli sono oltre la mia migliore aspettativa... ma poi c'è lo scafo messo così). Stampante GEEETECH A20 Slicer CURA (alcuni parametri di seguito) Temp 205° Temp plate 60° Retraction 5 mm V Retraction 35 mm/s Z-hop 0.2 Avete idea del motivo? Poi una domanda vitale. E' la mia prima stampante 3d, ce l'ho da 3 giorni, quindi scusate l'eventuale sciocchezza che sto per scrivere :). Ho capito che ogni materiale anzi ogni bobina ha le sue impostazioni (quindi ogni bobina che cambio dovrò rifare tutti i test che sto facendo ora... 😞 ). Quello che vorrei capire è se si arriva poi, nella pratica, ad ottenere una stampa accettabile più o meno al primo colpo o se per ogni lavoro occorre mettere in preventivo 2, 3 o più stampe necessarie a tarare ogni volta i vari parametri (se fosse così, sinceramente sarei abbastanza sconfortato). Grazie in anticipo (e spero si riesca ad arrivare a qualcosa di accettabile perchè... sembra anche fico :D)
-
Di quale difetto si tratta? (foto)
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Se puoi aiutare... ho provato a stampare la famosa 3dBenchy e sarei anche soddisfatto se non fosse per le imperfezioni uscite nello scafo: Ho notato anche che l testo sul retro della barchetta è praticamente solo leggibile e abbozzato. 😞
-
Di quale difetto si tratta? (foto)
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Il file che ho usato è questo: https://www.thingiverse.com/thing:2424685 EDIT: ultima prova qualcosa è cambiato usando questi parametri Temp 205 Temp primo strato 215 Temp bed 60 Retraction 3mm Velocità 35 mm/s. Z-Hop 0.2 mm Ho risolto il problema indicato nella seconda foto (il primo layer ora è perfetto). E' rimasto il problema indicato nella 1a e 3a foto. Lo strato "superiore" della base, presenta ancora le imperfezioni fotografate. -
Di quale difetto si tratta? (foto)
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
E' stato uno dei primi suggerimenti che è stato dato e l'ho provato impostandolo a 0.2 mm... ma va bene, fiducioso, riprovo impostandolo a 0.2mm. 🙂 -
Di quale difetto si tratta? (foto)
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Inizio rispondendo che parte a Z = 0.15. Ad ogni modo ora ha "preso". Ho ri-livellato il piatto e pulito lo stesso con un pò d'alcol diluito (non vorrei che a forza di toccarlo con le dite si fosse "sporcato). Detto questo ora, sono esattamente al punto di partenza con il risultato delle foto del primo post. I parametri utilizzati sono gli ultimi che ho postato: Temp 205 Temp primo strato 215 Temp bed 60 Parametri di Retraction Retraction 3mm Velocità 35 mm/s. -
Di quale difetto si tratta? (foto)
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
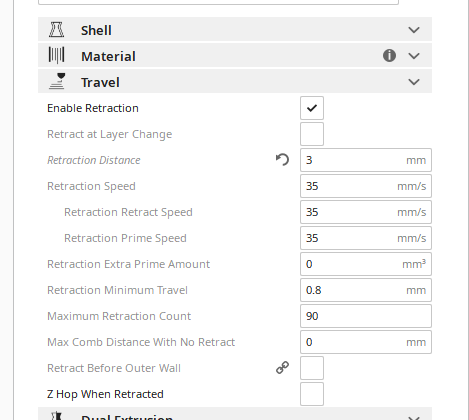
Ok, il gcode sembra a posto ed è il seguente: M82 ;absolute extrusion mode M104 S150 ; set extruder temp M140 S60 ; set bed temp G28 G1 Z15 F300 M190 S60 ; wait for bed temp M109 S215 ; wait for extruder temp M107 G90 M82 G92 E0 M107 G0 X10 Y20 F6000 G1 Z0.8 G1 F300 X200 E40 G1 F1200 Z2 G92 E0 G28 Per il resto... ora non si attacca più la stampa al piatto. O meglio, quando la stampa parte, viene creata correttamente e correttamente aderisca la "striscia" sul bordo del piatto (che credo venga eseguita per pulire del residuo) poi la testina si sposta al centro del piatto, inizia a stampare ma il filamento non ne vuole più sapere di rimanere attaccato al piatto. Vi allego le impostazioni della RETRACTION attuali
-
Di quale difetto si tratta? (foto)
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
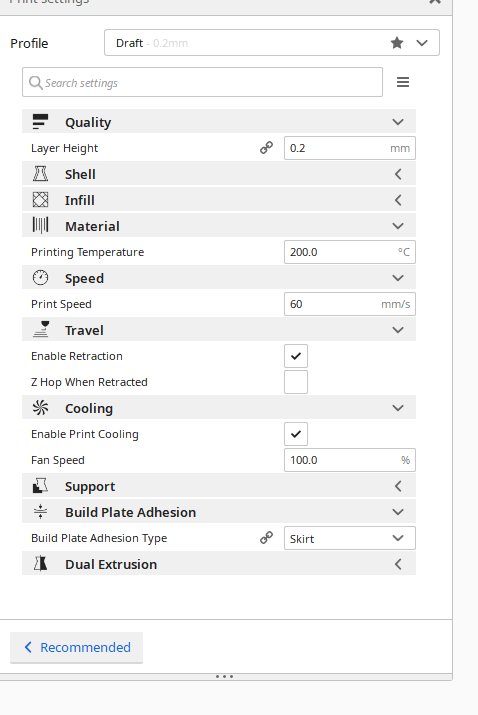
Allora ecco qua: Start GCODE G28 G1 Z15 F300 M107 G90 M82 M104 S215 M140 S55 G92 E0 M109 S215 M107 G0 X10 Y20 F6000 G1 Z0.8 G1 F300 X200 E40 G1 F1200 Z2 G92 E0 G28 End GCode G91 G1 E-1 G0 X0 Y200 M104 S0 G90 G92 E0 M140 S0 M84 M104 S0 M140 S0 M84 Ora però sono ancora più confuso... Se ho queste impostazioni in START... i settaggi che metto poi nel profilo (lo screenshot) precedente... vengono bypassati? -
Di quale difetto si tratta? (foto)
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Eddy... scusa la mia immensa ignoranza in materia... ma non capisco. Ho messo il modello in CURA e settate le opzioni viste sopra il GCODE che esce è quello che ho mostrato in parte. Quel 215 dove dovrei andare a modificarlo? -
Di quale difetto si tratta? (foto)
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Esattamente, ma perchè lp alza a 215 se la temperatura di stampa impostata su CURA è settata a 200 ? PS: la stampante è una GEEETECH A20. PS2: Grazie a tutti per l'aiuto...
-
Di quale difetto si tratta? (foto)
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Ops... sorry. Attuale velocità di Ritrazione 35 mm/s Comunque sto perdendo la pazienza con CURA.... 😞 Non capisco, io ho impostata la temperatura di stampa a 200 gradi. La stampa inizia a 200 per poi piazzarsi a 215. Ho aperto il gcode e leggo nelle prime righe quanto segue: ;Generated with Cura_SteamEngine 4.5.0 M104 S200 M105 M109 S200 M82 ;absolute extrusion mode G28 G1 Z15 F300 M107 G90 M82 M104 S215 M140 S55 G92 E0 M109 S215 M107 G0 X10 Y20 F6000 ... Cioè parte da 200, la prima riga, ma poi perchè si rialza a 215? C'è qualche settaggio che mi sfugge? -
Di quale difetto si tratta? (foto)
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Allora, in primis grazie per l'assistenza. 🙂 Poi, temperatura attuale 200° Retraction 3 mm. Velocità di stampa 60 mm/s Provo ad abbassare la temperatura. EDIT: mi correggo, mi sono accorto che su CURA mi era rimasto attivo il plugin usato per la TEMP TOWER quindi stavo stampando sempre partendo a 215°. Ora provo con: Temperatura 200° Retraction 3 mm. Velocità di stampa 60 mm/s Vediamo.... -
Di quale difetto si tratta? (foto)
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Dunque ho fatto alcune prove senza successo: - RETRACTION 3,5 mm + Z-Hop = 0,2 -> il modello non è rimasto attaccato al piatto - RETRACTION 3,5 mm - No Z-Hop -> risultato identico alle foto iniziali - RETRACTION 5 mm - No Z-Hop -> risultato identico alle foto iniziali A questo punto mi sono fermato perchè la RETRACTION mi sembrava non influisse più, sopra i 3 mm. -
Di quale difetto si tratta? (foto)
Meldro ha risposto a Meldro nella discussione Problemi generici o di qualità di stampa
Grazie per la risposta e scusa l'ignoranza, intendi che devo aumentare ulteriormente la RETRACTION? (attualmente impostata a 3mm) -
Buongiorno a tutti! Sono da poco entrato in questo mondo della stampa 3d e... ho visto che c'è tanto da sapere in merito. Quindi... sto lurkando nel forum da qualche giorno... Grande risorsa questa community. 🙂
-
- 2
-

-
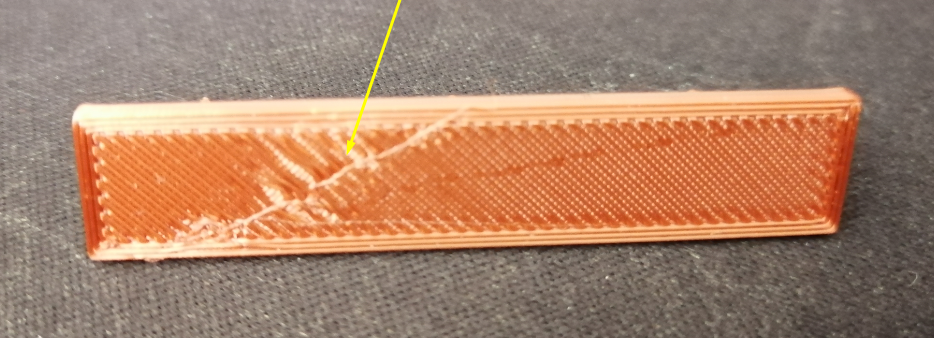
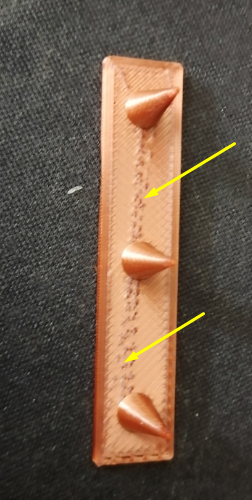
Di quale difetto si tratta? (foto)
Meldro ha pubblicato una discussione in Problemi generici o di qualità di stampa
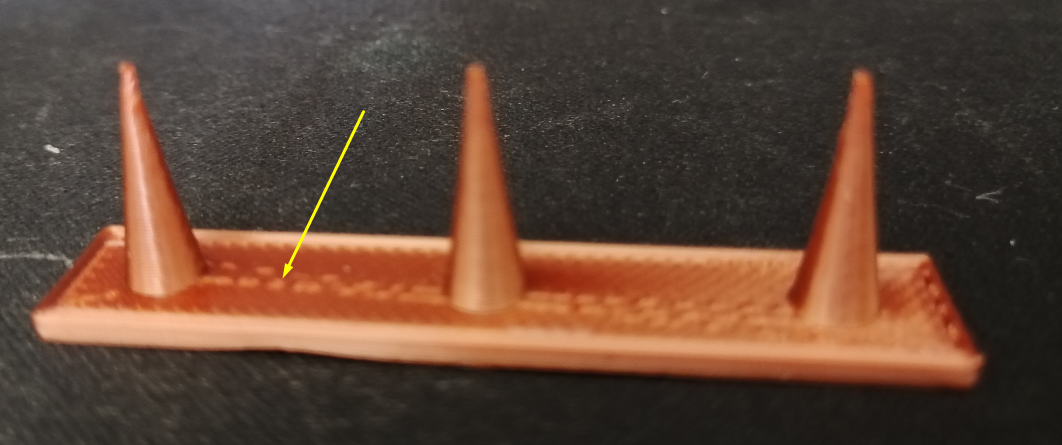
Ciao a tutti, sono nuovissimo di questo mondo e dopo essermi documentato il più possibile sto facendo i primi esperimenti con la mia prima stampante 3d. Ho eseguito diversi test (su PLA - 200*), dovrei aver risolto problemi di stringing ora però, nell'ultimo pezzo, sto notando dei difetti ma non so che tipo di difetti siano e quindi non saprei come risolvere. Potreste aiutarmi a capire che difetti sono quelli indicati dalle freccie? Grazie in anticipo.