Tomto
-
Numero contenuti
3.664 -
Iscritto
-
Ultima visita
-
Giorni Vinti
57
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Tomto
-
X-max 3 problemi superfici orientate verso il retro stampante
Tomto ha risposto a Cubo nella discussione Problemi generici o di qualità di stampa
Forse solo da Firmware con la core xy ma non sono sicuro . Con la cartesiana scambiavo i cavi dei motori ed era possibile Secondo me dovevi provarci da subito può essere , però hai visto la cucitura quanto è strana forse ha un problema di retrazione -
Smussamento sugli angoli
Tomto ha risposto a IlFissante nella discussione Problemi generici o di qualità di stampa
che materiale è ? pla,pet, asa ? -
Che la prendi a fare, hai le stampanti che funzionano.. .la mia Mega era quasi arrivata e le mod per l' alta velocità mi costavano più della mini. Come sai già la mini ha il Fw chiuso se ti piace smanettare ti diverti poco
-
Problema nella stampa 3D in resina di anelli
Tomto ha risposto a dianketi nella discussione Problemi generici o di qualità di stampa
Chitubox è tra i migliori ed è sufficiente la versione base, tu hai la pro quindi vai benissimo. Aumenti il numero dei supporti. Inclinare a 45 va bene per l' 80 %delle stampe ne caso dell' anello potresti fare un' eccezione e pensare di metterlo con la parte "dell' incastonatura" che guarda verso l'alto. Usa i supporti automatici ma aumentane la percentuale devono essere più fitti. Informati anche sulla zattera spesso può essere utile. -
Intendi parti "meccaniche" suppongo. Mentre invece con stampe di tipo organico (come la stampa di Ranni )non c'è nemmeno l' ombra. Questa è una cosa interessante non c'ho mai pensato. Se ci provi posta i risultati 👍
-
Problema nella stampa 3D in resina di anelli
Tomto ha risposto a dianketi nella discussione Problemi generici o di qualità di stampa
Concordo con @Killrob . Però tieni presente le parti che hanno i supporti vengono leggermente peggio di quelle che non li hanno . Devi scegliere l' orientamento del pezzo anche in funzione di questo. Che stampante e slicer usi? Lo slicer che danno in dotazione con alcune stampanti talvolta sono scarsi se non buggati. -
Le avevo messe sulla mega sono state un buon upgrade, quelle stock erano più che cinghie erano elastici dentati. Come lo ricalibri ?hai il sensore oppure fai i test di stampa ? Comunque per le pulegge dentate ci sono diverse scuole di pensiero. In un post di qualche tempo fa con @iLMario era emerso che tutti gli utenti della blv le avevano tolte in favore di quelle lisce ( che poi erano cuscinetti flangiati ). Molto probabile che dipenda dall' intero assieme degli assi xy, che varia da stampante a stampante. A me avevano dato migliori risultati le dentate, per altri non è stato così.
-
Velocità Bambulab A1 mini in vase mode...
Tomto ha risposto a Tomto nella discussione Problemi generici o di qualità di stampa
Sembra che si attivi con oggetti piccoli è vero, ma forse può fare comodo quando su un oggetto grande si stampa qualcosa come il fumaiolo della benchy. Ok allora vada per 2-4s -
Velocità Bambulab A1 mini in vase mode...
Tomto ha risposto a Tomto nella discussione Problemi generici o di qualità di stampa
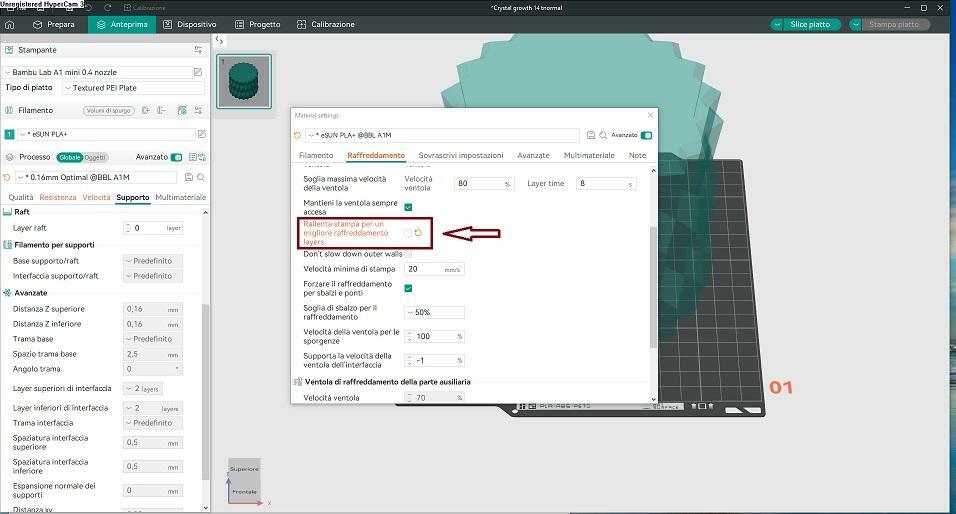
Non era nessuno dei 2 ma guardando nelle impostazioni filamento come suggerito da voi ho visto che per le A1 , è attivo di default "rallenta stampa per un miglior raffreddamento". Sia in Orca che in Bambu studio Sembra che entri in funzione in casi come il vase mode per le altre stampa non ho visto rallentamenti , ma guarderò meglio
-
Velocità Bambulab A1 mini in vase mode...
Tomto ha risposto a Tomto nella discussione Problemi generici o di qualità di stampa
Intanto grazie. Provo a dargli un' occhiata.Deve essere qualche parametro che sfugge, magari sono quelli che hai detto, non voglio credere che i preset a della mini siano "bloccati" non avrebbe senso. Indagherò -
Velocità Bambulab A1 mini in vase mode...
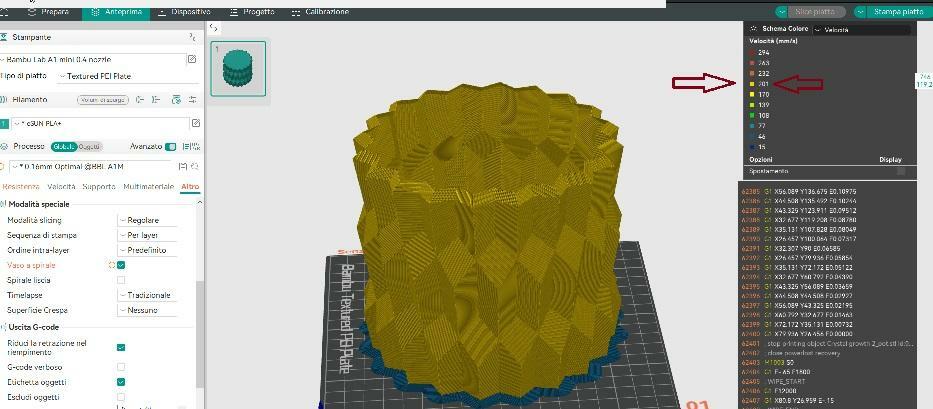
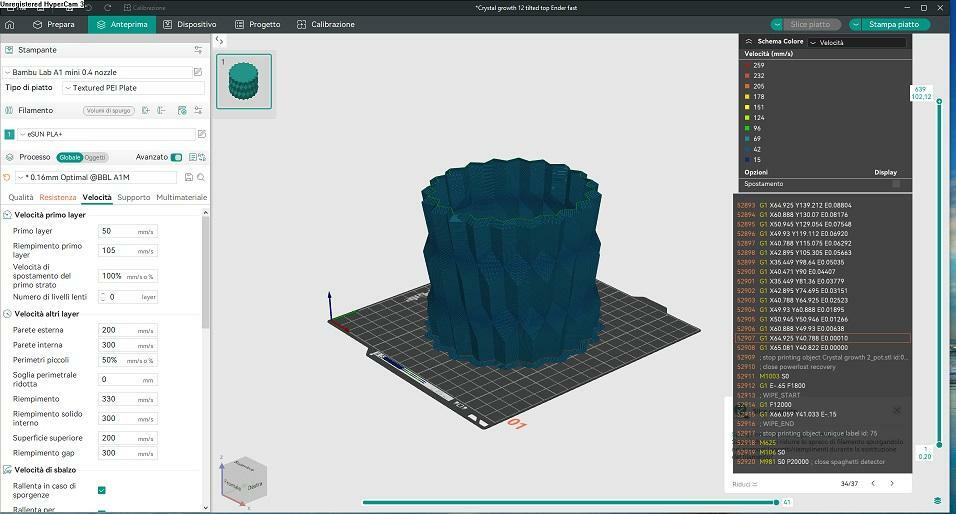
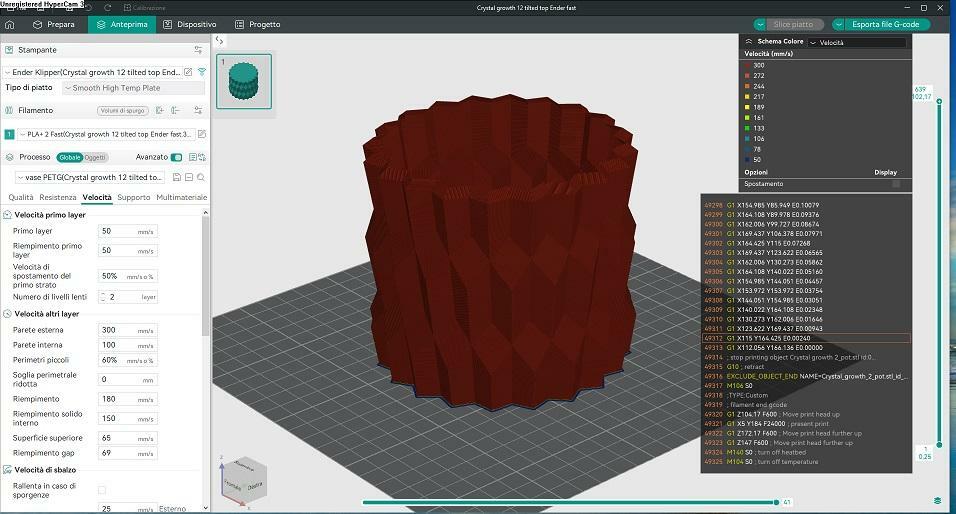
Tomto ha pubblicato una discussione in Problemi generici o di qualità di stampa
Tomto torna alla carica.... Il primo slicing è di @eaman e come si può vedere dalla foto arriva a 300mm/s Il secondo è mio ma sebbene sia impostato a 200mm/s la velocita di stampa non supera i 60mm/s in vase mode. Dove sbaglio ? Oppure è probabile che i preset della A1 mini non sono modificabili.
-
problema con disegno per stampa in vase mode
Tomto ha risposto a lever63 nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
scaricati domani provo e ti faccio sapere. -
problema con disegno per stampa in vase mode
Tomto ha risposto a lever63 nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
postalo😀 -
Elden Ring Ranni the witch: figura larga in FDM con supporti da pazzi.
Tomto ha risposto a eaman nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
Io Arcano Destrezza (Sanguinamento) -
Elden Ring Ranni the witch: figura larga in FDM con supporti da pazzi.
Tomto ha risposto a eaman nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
peccato Build? -
problema con disegno per stampa in vase mode
Tomto ha risposto a lever63 nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
può essere . Grazie -
Elden Ring Ranni the witch: figura larga in FDM con supporti da pazzi.
Tomto ha risposto a eaman nella discussione Le tue stampe - Album fotografico dei migliori modelli 3D
@eaman per caso hai trovato qualche stl di Sekiro? -
problema con disegno per stampa in vase mode
Tomto ha risposto a lever63 nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
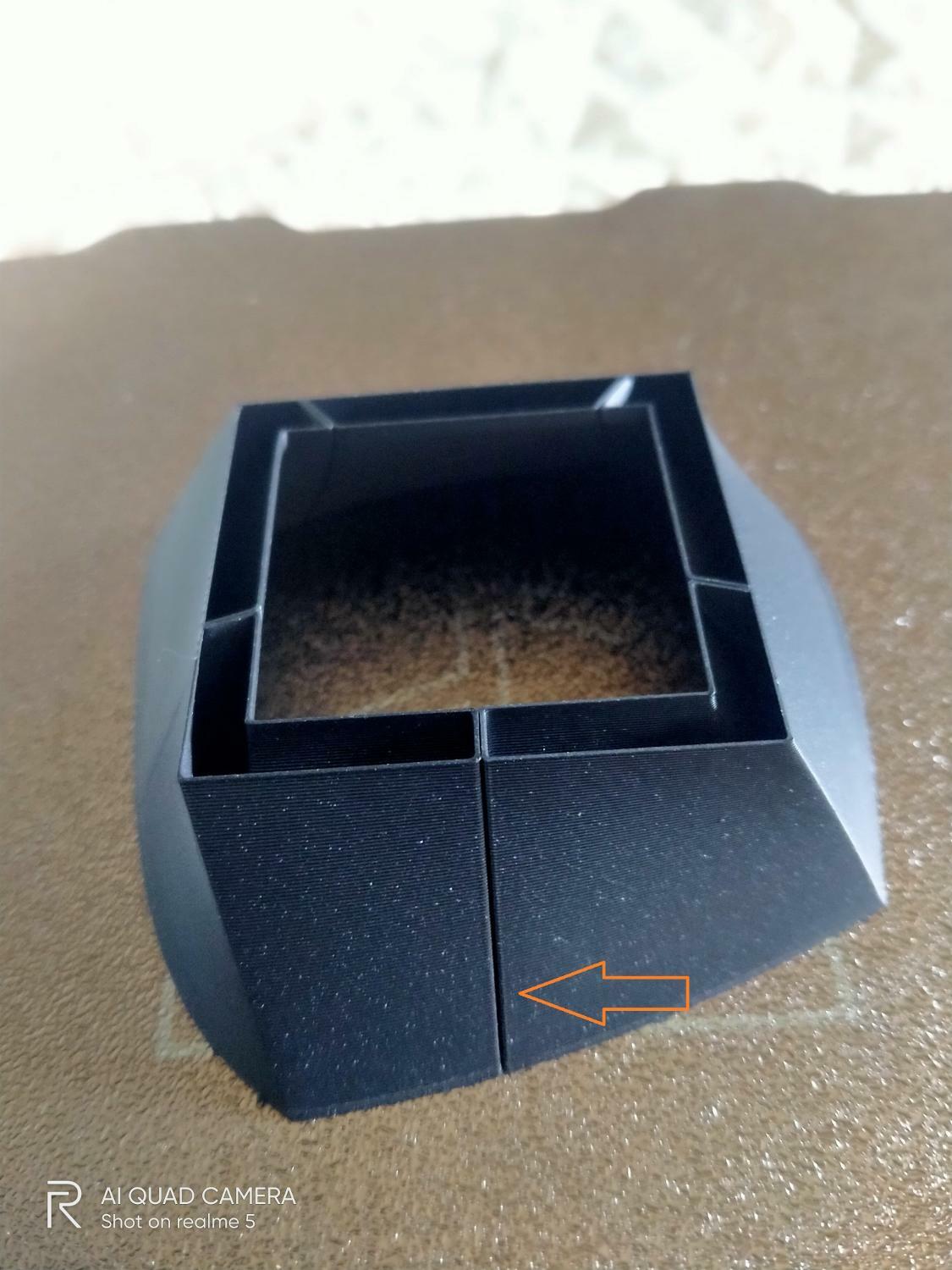
Il punto indicato dalla freccia risulta saldato . E' in vase mode e non ci sono cuciture. La A1 mini in vase mode va molto lenta delude un po'🤕
-
problema con disegno per stampa in vase mode
Tomto ha risposto a lever63 nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
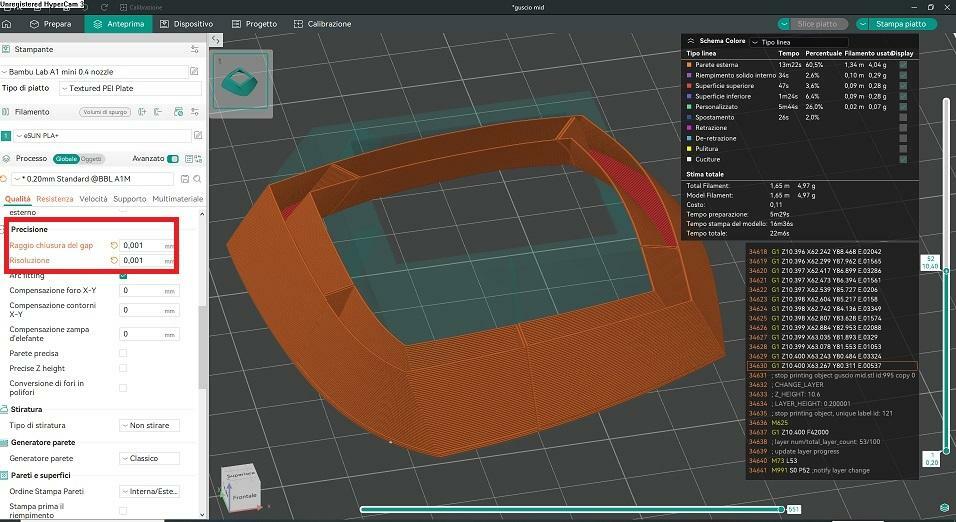
Modificando gap e risoluzione come in foto risulta stampabile in vase mode e senza cuciture. Ho utilizzato il preset standard della A1 mini ma dovrebbe funzionare per tutti. ho dovuto riprovare più di una volta perché ogni tanto orca si bagga P.S provo a mandarlo in stampa voglio vedere cosa succede.
-
Anycubic Photon M3 Plus e Anycubic Wash&Cure Plus
Tomto ha risposto a Belvis nella discussione In vendita
ok ma se non spedisci almeno dicci in che zona si può ritirare -
problema con disegno per stampa in vase mode
Tomto ha risposto a lever63 nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
@lever63 @eamanAllora sarà un limite di orca o sbagliamo qualcosa -
mks dlc32 v2.1 su cnc 3018 - velocità di spostamento lenta
Tomto ha risposto a demi63 nella discussione Incisione e taglio laser
suppongo sia m8 e non T8 altrimenti gli step mm a 1/32 sarebbero 800 (se ricordo bene) perché 1/32 ? forse meglio più bassi se i 2209 non sono collegati in uart perdi coppia. Su x e y delle stampanti 3d di solito si mettono a 1/ 16 (usando pulegge ecc..) Tu usi barre filettate con passo m8 per quanto ne so puoi impostarli anche a 1/4 0 1/8 e abbassare gli step mm conservando la precisione di spostamento (hai comunque una risoluzione alta) controlla bene dado e viti non abbiano attrito la v ref a 1.6 forse è alta per i tmc -
problema con disegno per stampa in vase mode
Tomto ha risposto a lever63 nella discussione Problemi di modellazione 3D, gestione mesh, esportazione in stl
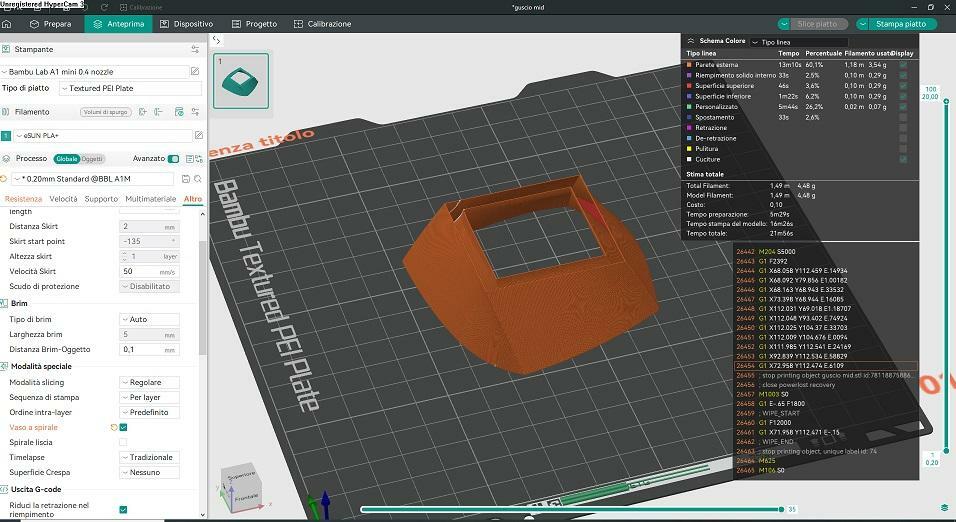
Appare cosi non ci sono i difetti presenti nelle tue foto. é in modalità vase mode anche se non è un vero vasemode perchè ci sono 2 pareti e per forza di cose retrazioni ad ogni layer. N.B il vase mode è composto da un solo perimetro e senza layer superiori
-
CR-10 se vs bambù lab a1 con combo
Tomto ha risposto a skg1196 nella discussione Notizie sulla stampa 3D
Concordo al 100 % -
Problemi tecnici
Tomto ha risposto a Sacha Bagaglini nella discussione Problemi generici o di qualità di stampa
Quindi non hai pensato di mettere la pellicola protettiva... peccato. Comunque se non vuoi che un uo post passi inosservato devi citare l' utente con cui vuoi dialogare con il comando apposito o digitando @ seguito dal nome utente. Visto che hai cambiato lo schermo vedi se è perfettamente allineato. Devi rifare il livellamento con il foglio di carta . Non è eterno e va ricontrollato spesso.